胞元结构对点阵多孔材料力学性能的影响
2022-05-06文周李明
文周 李明

摘要:为丰富点阵多孔材料的胞元结构,提高点阵多孔材料力学性能,文中以PA12(尼龙)粉末为原料,采用激光粉末烧结(SLS)技术制备了正立方体、小斜方截半立方体和大斜方截半立方体3种晶胞单元结构的尼龙点阵多孔材料试样,并通过准静态压缩试验获得了3种不同胞元结构的尼龙点阵多孔材料的工程应力应变数据。结果表明,胞元结构对尼龙点阵多孔材料的压缩强度、弹性模量等力学性能影响较大;小斜方截半立方体尼龙点阵多孔材料在3种胞元结构中表现出最优的力学性能。最后,通过扫描电镜对断口形貌进行观察与分析,发现尼龙点阵多孔材料的加工缺陷会影响其力学性能;准静态压缩的尼龙点阵多孔材料其断裂模式为韧性断裂,与试验结果一致。
关键词:选择性激光烧结;胞元结构;点阵多孔材料;尼龙;力学性能
中图分类号:TH 145文献标志码:A
文章编号:1672-9315(2022)02-0356-06
DOI:10.13800/j.cnki.xakjdxxb.2022.0221开放科学(资源服务)标识码(OSID):
Effects of unit structures on mechanical
properties of porous lattice materialsWEN Zhou LI Ming
(1.College of Mechanical and Engineering,Xian University of Science and Technology,Xian 710054,China;
2.College of Sciences,Xian University of Science and Technology,Xian 710054,China)Abstract:In order to enrich the unit structures of lattice materials and to improve the mechanical properties of lattice materials,with the PA12(nylon)powder as raw material,selective laser sintering(SLS)technique was used to prepare the cube,small rhombicuboctahedron and great rhombicuboctahedron nylon lattice material samples,and the engineering stress-strain data of nylon lattice material samples with three different unit structures were obtained by quasi-static compression tests.It is shown that the unit structure greatly influences the mechanical properties such as compressive strength and elastic modulus of nylon lattice materials.The nylon lattice material samples with a small rhombicuboctahedron unit structure showed the best mechanical properties among all samples with three kinds of unit structures.Finally,the fracture morphology was observed and analyzed by scanning electron microscope.It was found that the machining defects of nylon lattice material had an important effect on its mechanical properties.Under quasi-static compression,the fracture mode is a ductile fracture,which is consistent with the experimental results.
Key words:selective laser sintering;unit structures;porous lattice materials;nylon;mechanical properties
0引言
點阵多孔结构是一种由点和边为单元按一定的空间顺序排列而成的结构。具有该结构的材料因其质轻、吸能效率高等优点而广泛应用于汽车、医疗和航空航天等领域[1-4]。受制于传统加工工艺的局限性,点阵多孔材料多为正立方体、蜂窝状结构;随着增材制造(additive manufacturing,AM)技术的不断发展,为设计并制造复杂的点阵多孔材料提供了可能[5-8]。高分子点阵多孔材料多采用光固化成型(stereolithography apparatus,SLA)、熔融沉积快速成型(fused deposition modeling,FDM)和选择性激光烧结(selective laser sintering,SLS)等技术进行加工[9-10]。采用FDM技术制造复杂点阵多孔材料需要设计支撑结构,而去除支撑结构较为复杂;SLA技术使用的原材料来源较为单一,只能使用光敏性材料; SLS技术克服了前面两种技术的缺点,可用于制造复杂结构的高分子点阵材料[11-14]。
近年来已有许多学者对点阵多孔材料进行了研究,但主要集中在金属点阵多孔材料的研究。如:PLOCHER等通过实验和有限元法研究了BCC、SP和GY胞元构成的点阵均质及功能梯度材料的刚度、吸能效率等性能[15];CAO等研究了SLM制备的菱形十二面体其形状参数对点阵多孔材料力学及能量吸收性能的影响[16]。尼龙材料因其较优的耐磨性、耐腐蚀性和力学性能被广泛应用于服饰、工程和医疗等领域。目前国内外对尼龙点阵多孔材料力学性能的研究报道较少,彭刚等通过实验法对随机多孔尼龙材料的弯曲强度进行了研究[17];JIN等通过优化胞元尺寸参数提高了BCC尼龙点阵多孔材料力学性能[18];NEFF等通过实验和有限元仿真研究了钻石胞元尼龙点阵多孔材料的刚度及能量吸收性能[19];PORTER等通过实验和有限元仿真研究了胞元尺寸参数对BCC和VTM胞元结构的尼龙点阵多孔材料静力学性能的影响[20]。
国内外学者多关注于单一胞元结构的尼龙点阵多孔材料力学性能研究,而对于截半立方体等复杂胞元结构的尼龙点阵多孔材料的对比研究未见报道。本研究以正立方体、小斜方截半立方体、大斜方截半立方体为晶胞单元,设计点阵多孔结构;以尼龙12为母料,通过SLS工艺制备三种不同胞元结构的尼龙点阵多孔材料,对比研究胞元结构对尼龙点阵多孔材料力学性能的影响。本研究对拓展点阵多孔结构的晶胞单元类型和加强尼龙材料的实际应用均有着积极的意义。
1试验部分
1.1主要原材料
PA12粉末:德固赛2 161,平均粒径200目(75 μm),德国赢创工业集团。
1.2主要设备及仪器
SLS打印设备:EOS P1103D打印机,德国EOS公司;电子万能材料试验机:LE 3504,力试(上海)公司;扫描电子显微镜(SEM):Phenom pro,荷兰Phenom(飞纳)科学仪器公司。
1.3点阵结构设计
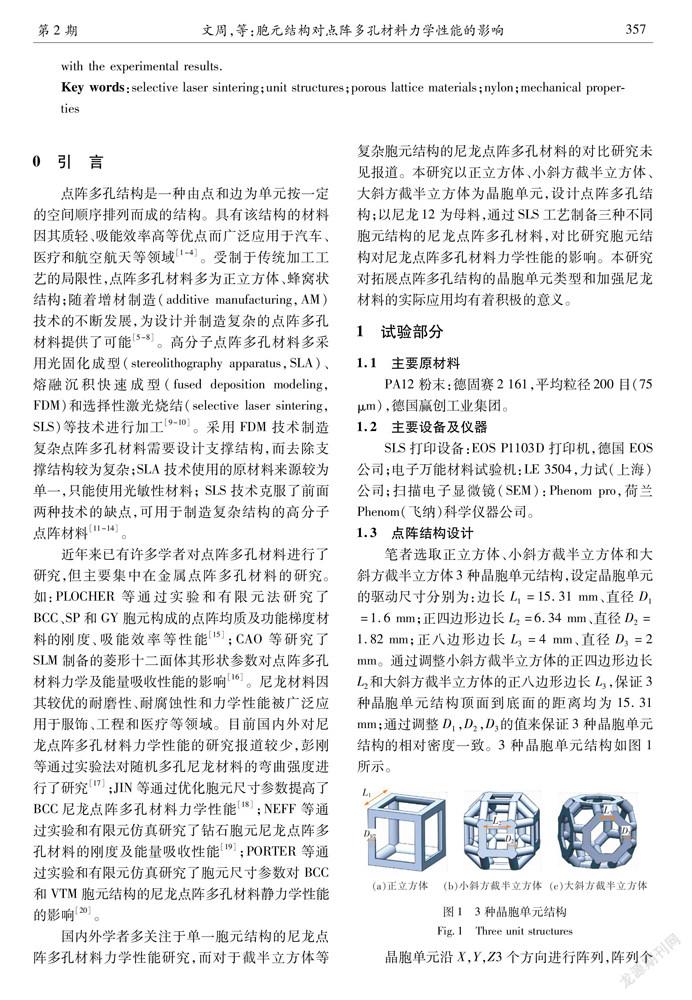
笔者选取正立方体、小斜方截半立方体和大斜方截半立方体3种晶胞单元结构,设定晶胞单元的驱动尺寸分别为:边长L1=15.31 mm、直径D1=1.6 mm;正四边形边长L2=6.34 mm、直径D2=1.82 mm;正八边形边长L3=4 mm、直径D3=2 mm。通过调整小斜方截半立方体的正四边形边长L2和大斜方截半立方体的正八边形边长L3,保证3种晶胞单元结构顶面到底面的距离均为15.31 mm;通过调整D1,D2,D3的值来保证3种晶胞单元结构的相对密度一致。3种晶胞单元结构如图1所示。
晶胞单元沿X,Y,Z3个方向进行阵列,阵列个数分别为4,4,4,得到点阵多孔结构。以大斜方截半立方体点阵结构为例,其设计思路如图2所示。
1.4试样制备
试验试样以PA12粉末为原料,采用EOS P110 3D打印机进行制备,工艺参数的设置见表1。
1.5压缩试验
将制备好的正立方体、小斜方截半立方体和大斜方截半立方体点阵多孔材料试样按照胞元结构类型分成3组,每组3个试样。每组试样均用0.02 mm/s的速率进行压缩,压缩试验按照标准ASTM D695-02a进行。试验装置如图3所示。
2.1压缩试验结果分析
按照试验号依次进行3组试验,每组试样均用0.02 mm/s的速率進行压缩。传感器测量得到位移和力的数据,将试验数据由电脑导出,经处理得到应力应变数据。将应力应变数据导入Origin 9.1中,可绘得3组试验的应力应变曲线,如图4所示。点阵多孔材料的相对密度、压缩模量和单位体积能量吸收可根据式(1)~(3)进行计算[21]。
式中E为压缩模量,MPa;δy为应变在0.02处所对应的应力,MPa;WV为点阵多孔材料单位体积能量吸收,J/cm3;ε为应变;δ(ε)为应力,MPa;p*为相对密度;p为点阵多孔材料密度,g/cm3;ps为构成多孔材料的基材密度,g/cm3。
提取电脑存储的力和位移数据,经过转换计算得到应力应变数据,根据公式(1)可计算得到弹性模量,压缩强度为应力-应变曲线中的最大应力值。WV为试样应变在0~0.4区间内的应力与X轴所夹面积,可由Origin软件分析计算得到。经过计算得到的不同胞元结构的尼龙点阵多孔材料力学性能见表2。
从表2可知,尼龙点阵多孔材料的力学性能受胞元结构影响较大。小斜方截半立方体具有最优的力学性能,其压缩强度、弹性模量和单位体积能量吸收均比其余2种胞元结构高。正立方体胞元结构的压缩强度、弹性模量分别比大斜方截半立方体胞元结构高6.5%、94.8%;但其单位体积能量吸收比后者低53.9%。小斜方截半立方体具有较高的压缩强度和弹性模量,是因为其杆长比正立方体要短,且相对另外2种结构,该结构以三角形和正方形2种几何结构为主,这2种结构有较强的稳定性。
2.2变形模式分析
不同胞元结构的尼龙点阵多孔材料准静态压缩变形过程由高清相机捕获并记录,如图5所示。准静态压载下的点阵多孔材料应力-应变曲线与传统的二维材料差异较大,如:蜂窝板等二维多孔材料的应力-应变曲线一般分为线弹性、屈服、平台区和密实化4个阶段。而点阵多孔材料的应力-应变曲线无明显的4个阶段,而是一条由多个波峰构成的曲线,且波峰值随着应变的增大而依次递减。随着位移载荷的不断增加,试样受压其变形逐渐增大,当压载超过连杆的承压极限后,连杆被压断,其承受载荷转移到其它连杆上导致其它连杆压断,而引起点阵多孔材料整层压溃。尼龙点阵多孔材料由下往上逐层压溃,如图5红色点画线区域所示。由图5(a)可知,正方体胞元结构的尼龙点阵多孔材料断裂失效一般发生在竖直连杆处,主要是因其受竖直方向的压应力压溃失效所致;对比图5(b)、(c)可发现,小斜方截半立方体和大斜方截半立方体尼龙点阵多孔材料断裂失效一般发生在水平连杆附件,这是因为其主要受力为水平方向的剪切应力。
2.3SEM分析
文章通过对压溃失效的试样断口进行微观特征形貌观察与分析,探究其失效机理。由图4可知,不同的试样其压缩强度、弹性模量等力学性能差异较大。这是由于试样受原材料、加工工艺等因素的影响而产生一些制造缺陷影响其力学性能,如图6(a)中存在的碎片及未完全烧结的母料颗粒、图6(c)中存在的裂纹与小孔。这些制造缺陷都可能引起尼龙点阵多孔材料力学性能降低,进而引起初始压溃失效。由图6(b)可知,小斜方截半立方体尼龙点阵多孔材料断裂面粗糙、且有细长的拉丝状毛边,符合点阵多孔材料韧性断裂的表征特点。而在图4(b)所示的应力-应变曲线中,3个试样应变均超过0.4,也表现出韧性特征,与图6(b)形貌分析结果一致。
3结论
1)通过SLS工艺制备了试验试样,试验研究发现胞元结构对尼龙点阵多孔材料的弹性模量、压缩强度和单位体积能量吸收等力学性能指标均有较大影响。
2)小斜方截半立方体胞元结构的尼龙点阵多孔材料具有较优的力学性能,其弹性模量、压缩强度和单位体积能量吸收在三者中均为最大;正立方体胞元结构的尼龙点阵多孔材料的弹性模量和压缩强度均高于大斜方截半立方体胞元结构,但其单位体积能量吸收低于后者。
3)通過试验研究和SEM观察发现,尼龙点阵多孔材料易因原材料、加工工艺等因素的影响产生缺陷,引起坍塌失效;尼龙点阵多孔材料在准静态压缩试验中,试验数据和断面表征均表现出该材料的韧性断裂特征。
4)将几何结构应用于胞元结构设计的方法经试验验证,表明该方法对丰富胞元结构构型、提高点阵多孔材料力学性能是可行有效的。
参考文献(References):
[1]孟坤.2019—2020年世界塑料工业进展(Ⅱ):工程塑料[J]塑料科技,2021,49(4):1-10.MENG Kun.Progress of the worlds plastics industry in 2019—2020(Ⅱ):Engineering plastics[J].Plastics Science and Technology,2021,49(4):1-10.
[2]黎敏荣,薛平,贾明印,等.连续玻纤增强原位聚合尼龙6复合板材树脂传递成型工艺及性能研究[J].塑料工业,2017,45(7):57-60.LI Minrong,XUE Ping,JIA Mingyin,et al.Research of continuous glass fiber reinforced Nylon-6 In-situ polymerization composition resin transfer molding process and mechanical properties[J].China Plastic Industry,2017,45(7):57-60.
[3]BARILLO D J,POZZA M,BRANDT M.A literature review of the military uses of silver-nylon dressings with emphasis on wartime operations[J].Burns,2014,40:24-29.
[4]梁永仁,吴引江,周济,等.点阵结构金属多孔材料制造技术[J].金属功能材料,2012,19(1):59-63.LIANG Yongren,WU Yinjiang,ZHOU Ji,et al.Manufacturing technology on porous lattice metallic materials[J].Metallic Functional Materials,2012,19(1):59-63.
[5]宗学文,张佳亮,周升栋,等.高速高精光固化增材制造技术前沿进展[J].西安科技大学学报,2021,41(1):128-138.ZONG Xuewei,ZHANG Jialiang,ZHOU Shengdong,et al.Advance of high speed and high finish curing additive manufacturing technology[J].Journal of Xian University of Science and Technology,2021,41(1):128-138.
[6]LEI H,LI C,MENG J,et al.Evaluation of compressive properties of SLM-fabricated multi-layer lattice structures by experimental test and μ-CT-based finite element analysis[J].Materials & Design,2019,169:115-127.
[7]CARRASCO J M,FRANQUELO L G,BIALASIEWICZ J T,et al.Power-electronic systems for the grid integration of renewable energy sources:a survey[J].IEEE Transactions on Industrial Electronics,2006,53(4):1002-1016.
[8]曲日华,王立岩,关冲,等.碳纤维增强尼龙66复合材料的热性能[J].塑料,2018,47(4):55-59.QU Rihua,WANG Liyan,GUAN Chong,et al.Thermal properties of carbon fiber reinforced nylon 66 composites[J].Plastic,2018,47(4):55-59.
[9]SALMORIA G V,LEITE J L,VIEIRA L F,et al.Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering[J].Polymer Testing,2012,31(3):411-426.
[10]LIU J,GAYNOR A T,CHEN S,et al.Current and future trends in topology optimization for additive manufacturing[J].Structural and Multidisciplinary Optimization,2018,57(6):2457-2483.
[11]AHAMID S M,CAMPOLI G,AMIN Y S,et al.Mechanical behavior of regular open-cell porous biomaterials made of diamond lattice unit cells[J].Journal of the Mechanical Behavior of Biomedical Materials,2014,34:106-115.
[12]TANG C,LIU J,YANG Y,et al.Effect of process parameters on mechanical properties of 3D printed PLA lattice structures[J].Composites Part C:Open Access,2020,3:111-125.
[13]AZZOUZ L,CHEN Y,ZARRELI M,et al.Mechanical properties of 3-D printed truss-like lattice biopolymer non-stochastic structures for sandwich panels with natural fiber composite skins[J].Composite Structures,2019,213:220-230.
[14]BEN A N,KHLIF M,HAMMAMI D,et al.Mechanical and morphological characterization of spherical cell porous structures manufactured using FDM process[J].Engineering Fracture Mechanics,2019,216(3):145-150.
[15]PLOCHER J,PANESAR A.Effect of density and unit cell size grading on the stiffness and energy absorption of short fiber-reinforced functionally graded lattice structures[J].Additive Manufacturing,2020,7(2):390-397.
[16]CAO X,DUAN S,LIANG J,et al.Mechanical properties of an improved 3D-printed rhombic dodecahedron stainless steel lattice structure of variable cross section[J].International Journal of Mechanical Sciences,2018,145:53-63.
[17]彭剛,晏梦雪,田小永,等,基于选区激光烧结工艺的多孔尼龙制备及性能[J].高分子材料科学与工程,2018,34(3):145-150.PENG Gang,YAN Mengxue,TIAN Xiaoyong,et al.Preparation and properties of porous nylon based on selective laser sintering process[J].Polymer Materials Science and Engineering,2018,34(3):145-150.
[18]JIN X,LI G X,ZHANG M.Optimal design of three-dimensional non-uniform nylon lattice structures for selective laser sintering manufacturing[J].Advances in Mechanical Engineering,2019,55(3):2813-2822.
[19]NEFF C,HOPKISON N,CRANE N B.Experimental and analytical investigation of mechanical behavior of laser-sintered diamond-lattice structures[J].Additive Manufacturing,2018,22:807-816.
[20]PORTER D A,PRIMA M A,BADHE Y,et al.Nylon lattice design parameter effects on additively manufactured structural performance[J].Journal of the Mechanical Behavior of Biomedical Materials,2021,26(4):1146-1153.
[21]SIMON R G,IAN R,RICHARD S,et al.3D printed polyurethane honeycombs for repeated tailored energy absorption[J].Materials and Design,2016,112:172-183.