钽丝精密绕线机设计
2022-05-05郭长远杨少武蒋宁卫
郭长远,杨少武,蒋宁卫
(1.宁夏东方钽业股份有限公司,宁夏 石嘴山 753000; 2.中色(宁夏)东方集团有限公司,宁夏 石嘴山 753000)
钽丝是钽电容器制造主要材料,用于钽电容器阳极引线,这个引线还可作为电容器赋能、被膜时的导线使用。少量钽丝用于真空设备中。钽丝直径通常为0.06~1.12 mm,钽丝状态根据客户要求分为退火态和未退火态。目前,我公司生产的钽丝在全球市场的占有率在60%以上,全部整盘按重量发货,要求绕线不能有缝隙、不能交叉堆叠、不能松散,达到“镜面”效果。
钽丝精密绕线机是一种十分小众的设备,公司先后3次采购该设备,首次是20世纪90年代从西班牙引进的,单片机控制步进电机,脚踏开关控制工作速度,因操作复杂、故障率高、效率低目前已经淘汰;第二次是本世纪初从美国引进的,用PLC、变频电机、同步电机控制,目前还有几台在用;第三代是国内特殊订制的,使用PLC、变频电机、伺服电机控制,手动操作。这三代设备中第一代的结构是绕线盘绕线运动,排线是由同步排线电机带动导线轮往复的左右移动,该设备体积较大,控制精度差;后两代设备的机械结构类似,导线轮固定不动,绕线电机带动线盘旋转绕线,同时排线电机带动整个安装有绕线机构的工作台面往复的左右移动。这三代设备都必须一人一机独立操作,对操作者的技术和熟练度要求较高,在绕线的过程中不停地修正切角、加速、减速、换向等。由于公司近年产量的激增,需要增加两台钽丝精密绕线机,公司有部分闲置的钽丝粗绕机(不能“镜面”绕线,经常会有交叉缠绕、缝隙等),因此利用公司闲置的两台钽丝粗绕机的机械部分,重新设计电气系统,改进部分精密的传动结构,制造了两台钽丝精密绕线机[1]。
1 钽丝精密绕线机的结构及工作原理
钽丝精密绕线机的工作过程就是将生产好的成品钽丝均匀的缠绕绕线盘,绕线盘尺寸是固定的,直径300 mm,线盘轴孔内径55 mm,线盘沿高25 mm,宽度100 mm。如图1所示,钽丝从带张力的放线盘经过钽丝矫直机构、计米导线轮后缠绕在精绕机的成品绕线盘上,绕线的变频调速电机带动绕线盘转动,同时绕线电机主轴上的绝对位置编码器将线盘转动的角度同步给PLC,PLC再控制伺服排线单元(含绕线电机及绕线盘部分)左右移动排线,绕线时计米导线轮是固定不动的。
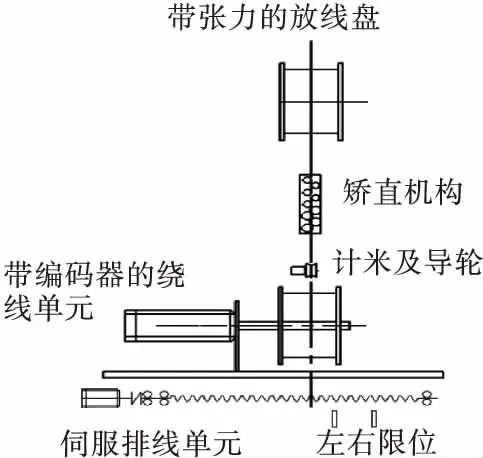
图1 钽丝精密绕线机的结构
2 钽丝精密绕线机的系统控制及原理
钽丝精密绕线机的控制系统如图2所示,触摸屏设置绕线速度、排距、排速、点动排速、计米设定等,通过手动按钮选择单动还是自动,如果是单动,主绕线速度是通过触摸屏旁的多圈电位器给定,排线方向是手动旋钮给定;如果是自动模式,设定各参数、启动,如果上次工作没有结束,询问是否继续进行上次的工作,否则设备自动返回原点,缓慢启动、绕丝、排丝、加速运行至设定速速,如果运行至绕线盘的边沿时,降速、绕线、反向、排线、加速至设定速度,依次往复运行直至设定米数。设定米数是根据丝径及产品质量计算出的长度适当降低的数量,防止绕至结束时飞丝。当绕线到设定值时绕线电机停止,黄灯警示,作业人员再手动将剩余几米的钽丝仔细的绕至在成品线盘上,固定包装好即可。
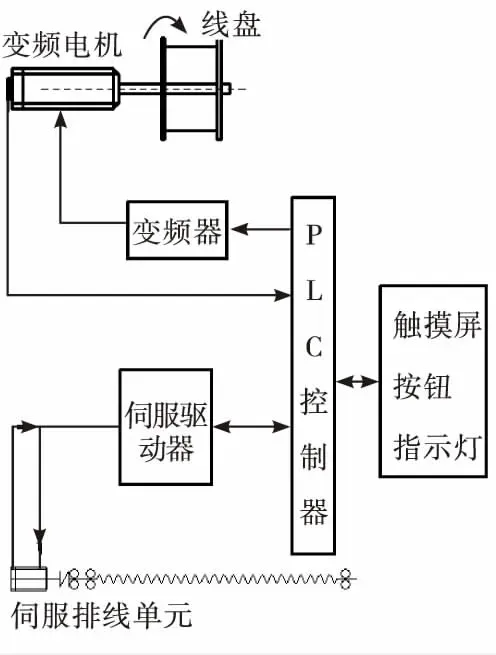
图2 钽丝精密绕线机的控制系统
主要硬件配置如下:
绕线电机: AUTOMATIONDIRECT MTR-P50-BD18
绕线电机变频器:施耐德 ATV32H037M2
排线伺服电机: 台达 ECMA-CA0602SS
伺服驱动器: 台达 ASD-A2-0221-L
排线丝杠: THK 长度400mm导程4mm 重复精度3um
触摸屏: 威纶 MT8071iE
PLC: 西门子 6ES7288-1SR60-0AA0
3 系统程序设计
本设备的程序流程如图3所示,PLC初始化后,通过读取主轴编码器的位置、伺服驱动器反馈的位置及排线的方向信息,询问是否继续上次工作,或返回原点重新执行本次的设定。因为每次绕线的起始位置、角度不固定,所以PLC必须识别绕线主轴当前的位置、角度,在同一角度时给出排线信号;计算离下一个换向边沿的距离,距离下一个边还有10个丝径的距离时匀速减速至低速设定值(根据经验在程序中预设定),绕至边沿时再低速多绕一圈(此圈是反向后第一圈)后排线方向换向,再匀加速至设定速度,依次往复,直至到设定米数停止。这是自动模式,在这种模式工作过程中也可人工干预,增减切角(为了排线致密有5°~15°径向角度),增减绕线速度、停止、暂停等。如果是单动模式即手动找原点、给定绕线速度、改变排线方向等等。以往的三代机型都是单动工作模式在工作,那些设备也设计了自动模式,但是由于机械结构的精密度、硬件的控制精度等影响自动模式下不是“摞丝”,就是有缝隙,或者上一层丝陷入下一层中等异常。
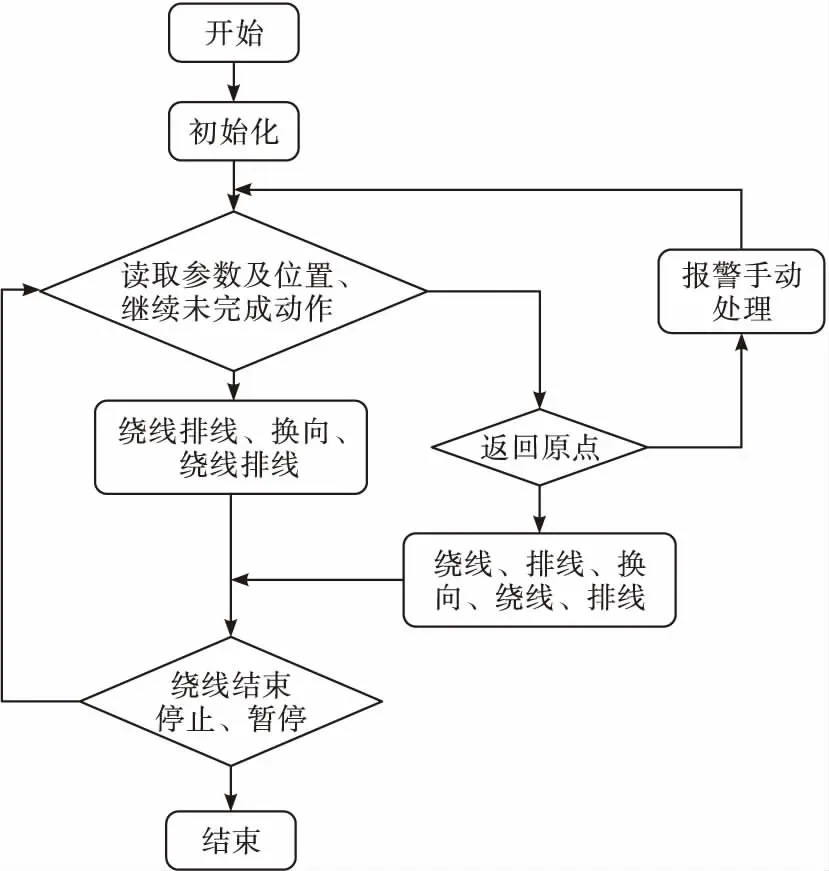
图3 系统程序设计流程
4 结 语
本系统的设计是基于公司前三代设备的优缺点,结合当下主流的PLC、交流伺服的精确定位控制、变频调速控制,还有PLC控制中完善的运动控制模型等技术,改造完成了两台钽丝精密绕线机。及时缓解了公司钽丝成品绕线产能不足的问题。该设备已经正常使用3年,本次设计的自动模式下大大降低了人工干预度,以往的绕线机需要一名熟练工人一直盯着绕线,不停地修正绕线切角、升降绕线速度,换向,同时不停地用洁净的棉布梳理绕线的疏密度。该设备从改造完成后一直正常使用至今,操作方便可靠,大大地降低了劳动强度。该设备的硬件成本低,具有一定的市场推广价值。