大型储罐电动葫芦群提升倒装法施工技术研究
2022-04-26向海涛XIANGHaitao
向海涛 XIANG Hai-tao
(中铁二十五局集团第四工程有限公司,柳州 545007)
0 引言
石油化工类大型储罐通常采用提升倒装法施工。倒装法工艺的关键在于罐体的提升,其具体工艺及配套设备有多种类型,但均或多或少存在提升同步一致性差、系统成本高、工效低、系统维护难度大、劳动强度高及微小调整困难等问题。本项目部在进行大型储罐制造时,采用电动葫芦群提升倒装法制作法,以新型的电动葫芦作为提升设备,并在控制系统中增设微调电路。该系统具有提升平稳、同步性好、施工速度快、设备成本低、工效高和良好的安全自锁功能、安装质量控制容易等优点。在大型储罐施工中,该工法有较高的推广应用价值。
1 工程概况及重点及难点
本项目进行120 万吨/年南海凝析油及轻烃综合利用生产基地及创新中心建设项目储罐制作安装。储罐数量及规格为:5 台内浮顶20000m3储罐为φ40500mm(直径)×17852mm(高度),单台罐本体质量约为517t;5 台内浮顶10000m3储罐为φ30000mm(直径)×16664mm(高度),单台罐本体质量约为285t;20 台内浮顶2000m3储罐为φ14500mm(直径)×14264mm(高度),单台罐本体质量约为97t。储罐结构由罐顶板(网壳)、罐壁、罐底、平台、盘梯、碳钢浮盘几大部份组成,其中罐底边缘板采用了弓形板结构,中辐板之间采用对接焊,罐壁由带板组成,储罐主体材料为Q345R/Q235B。
2 大型储罐施工方法研究
大型储罐具有外形尺寸大、罐顶高及顶部高空施工作业量大等特点。储罐制造是本项目的重难点,在以往类似项目施工时,通常采用手拉葫芦提升或液压千斤顶提升倒装的施工方法。但第1 种手拉葫芦提升倒装法存在人工劳动强度高、工效低及顶升同步误差大及施工安全方面的一些问题。第2 种液压千斤顶顶升倒装法存在机械设备投入大,顶升系统维护困难,液压系统一旦出故障,维修困难,造成整体停工等问题。也有采用自动焊接机器人正装法制造此类大型储罐,但该方法存在设备投入大,拱顶施工困难、高空作业工程量多,安全隐患大等不利素。结合中铁二十五局集团第四工程有限公司的施工实践,采用电动葫芦群提升倒装法制作法,同时对提升控制系统的电路进行了改进,解决了以上几种提升工法存在的问题。本文结合现场实际施工实践,对其施工步骤及关键环节进行详尽阐述如下,以期该法在大型储罐的施工中得到推广应用及完善技术。
3 施工工法原理
完成储罐的底板后,施做罐顶及第1 圈壁板,并在壁板下部设置临时胀紧、并与壁板固定的提升梁。在储罐内部,沿罐体内边缘均匀布设提升立柱,立柱上挂设电动葫芦,电动葫芦下端勾连提升梁上的吊耳。然后所有电动葫芦同步将提升梁、罐顶及第1 圈壁板提升至合适高度,组焊第2 圈壁板。然后通过操作电动葫芦升降。使第1 圈壁板、第2 圈壁板竖向对正,并焊接成型。再将提升梁松开,降至第2 圈壁板下部并与壁板固定。第3 圈壁板组焊完成后,再次提升、对正。按此工序循环施做,直至组焊完成最底端的壁板,即完成储罐主体结构的制造。
该工法主要施工顺序:铺设储罐底板→组焊第1 圈壁板→施作罐顶→罐顶开天窗(便于提升立柱穿出)→提升机构安装及调试、组焊第2 圈壁板(预留外侧立缝1 条不焊)→提升第1 圈壁板及顶板至预定高度的一半,检查及调整提升效果→继续提升至预定高度→调整环缝间隙及错边,收紧第2 圈壁板合口→完成所有环缝、立缝的焊接→提升机构下落→重复上述提升,完成最底端壁板。施工流程及顺序见表1 所示。
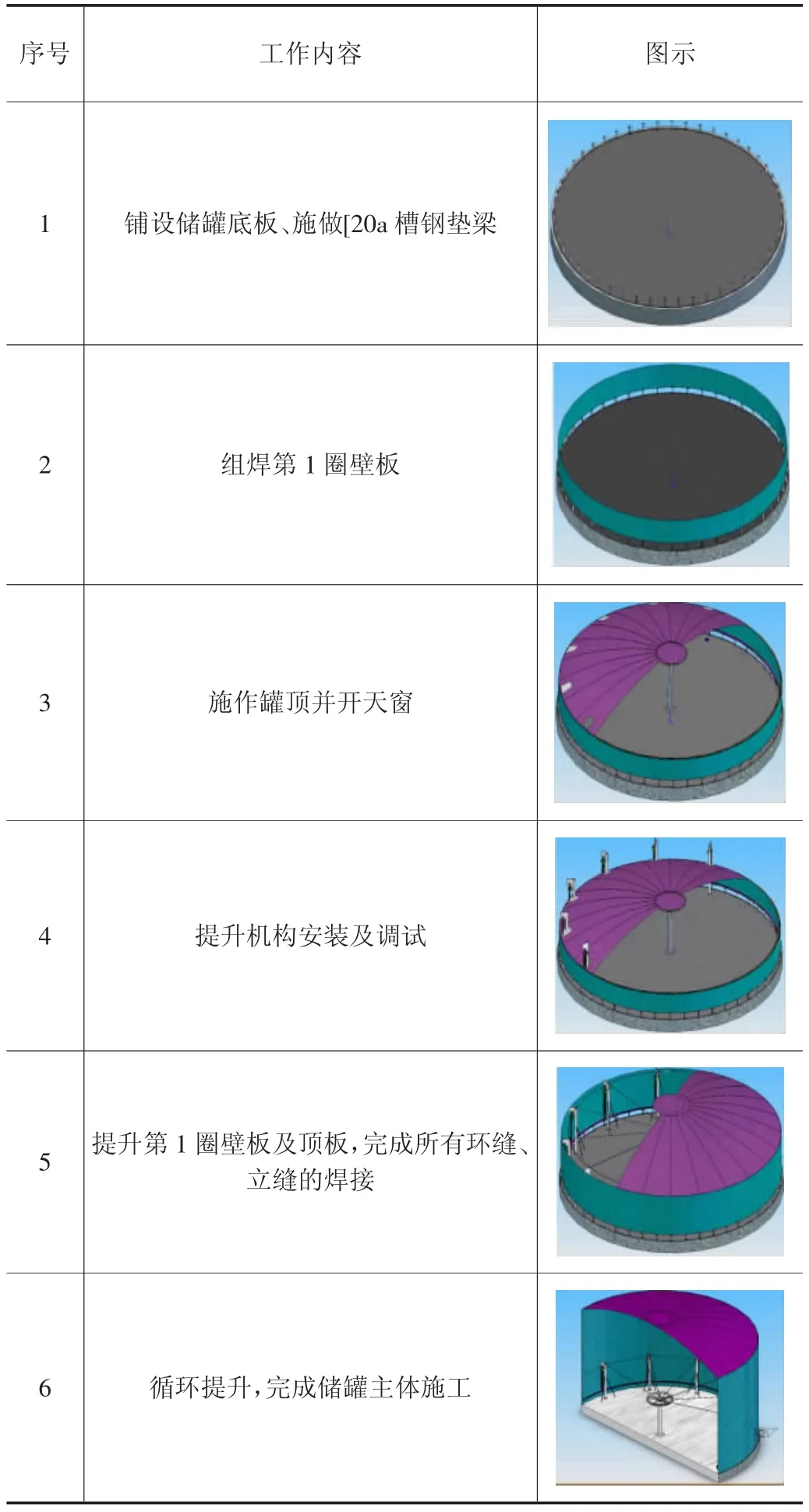
表1 提升倒装法施工流程及顺序表
4 施工步骤概述、机具选择及工法要点
4.1 壁板组焊平台施做
首先组焊大型储罐的钢底板。然后沿着储罐壁板的圆弧上按间距80cm 设置[20a 槽钢垫梁,槽钢垫梁长度为50cm,垫梁中心线与圆形储罐的圆径线重合。并在垫梁上设置壁板的限位板。
4.2 组焊储罐最顶的圈板、拱顶
在槽钢垫梁组成的平台上组焊储罐第1 圈壁板,架立中心伞架,施做储罐的拱形顶部。
该工法相当于在地面施做储罐的拱部,不仅减少了高空作业量,避免了搭设高大支架,且质量易于控制,大幅降低了施工成本。
4.3 电动葫芦提升装置安装
往常施工时,将提升吊耳直接焊接在壁板上,该方式常导致吊耳处壁板拉应力过大而变形。本项目采用设置提升梁焊接吊耳的方法。即在壁板下部设置由两根[30a槽钢对扣而成的提升梁,两侧按间距1m 加缀板焊接而成,提升梁卷弧成外缘与罐体内径相同的弧形。提升梁分成数段,每节提升梁对应安装2 根提升立柱。在提升梁的缀板上焊接壁板对接的限位钢挡板。提升梁上的吊耳焊接在提升立柱的正下方。在吊耳两侧各1m 长度内的提升梁增设缀板加强。提升梁采用龙门卡具连接储罐壁板。龙门卡具设置位置不宜距吊耳太近,以免壁板受拉变形,距离太远则易使提升梁扭曲变形。提升梁处局部构造见图1所示。

图1 倒升法提升梁处局部构造详图
提升机构由提升立柱、中心柱、电动葫芦及平衡绳构成。
提升立柱采用钢管制作,顶部焊有吊耳,柱底焊有柱脚,柱脚再与储罐底板焊接固定。
提升立柱沿储罐内侧圆周均匀布设。提升立柱的断面尺寸及立柱数量根据施工需要及承载验算而定。立柱尽量靠近罐壁而立,但需确保电动葫芦不与罐体结构相触碰。立柱垂直安装,当柱脚与储罐底板有空隙,用加垫薄钢板契紧后焊接固定。
平衡绳为拉紧在提升立柱与中心柱、相邻提升立柱之间的钢丝绳,其起到平衡提升立柱水平分力的作用。在通过平衡绳的联结,使提升机构形成了受力封闭的整体。
本项目平衡绳采用D19 钢绳,平衡绳与中心柱之间设置M25 花篮螺栓以张拉平衡绳及调节平衡绳长度。以确保提升立柱的垂直度。
5 改进电动葫芦的微调电路
在中心立柱旁设置电动葫芦控制柜,电源线沿着平衡绳布设。由专人指挥提升及操作控制柜。因电动葫芦群的同步提升不可避免存在不一致性,为了必要时能够仅对单个电动葫芦进行提升高度的调整,使整个系统能够平稳、同步的将罐体提升。本项目对对控制系统进行了技术改进,安装了能够启动单个葫芦的微调电路。该项改进不仅能够根据需要控制单个葫芦,使提升更安全及受控。也便于对环缝组对的间隙进行调整,避免组对变形,确保了储罐焊接质量和外形美观。
6 提升关键技术及控制点
提升系统完成安装后,对提升系统进行空载运行试验。先启动同步提升,观察全部葫芦升降是否同步,是否出现扭卡现象或其它问题。然后进行单个葫芦控制电路的试运行。确认全部正常后,方可进行正式提升。
在罐体提升时,派专人对电动葫芦、起重链、提升梁及罐体等进行安全状况监视,出现异常立即停止提升。通常提升至预定高度的一半时暂停。检查提升同步性、受力均匀性。对各处提升高度进行测量,对滞后倒链实施微调至整体同步。调整完成后按间距100cm 焊接内挡板。然后再次提升,提升壁板下缘高出围板上缘后,立即停止整体提升。采取启动单个或几个葫芦对环缝间隙进行微调。对正后将围板合口收紧并焊接壁缝,下移提升梁,完成一个提升循环,提升施工见图2 所示。
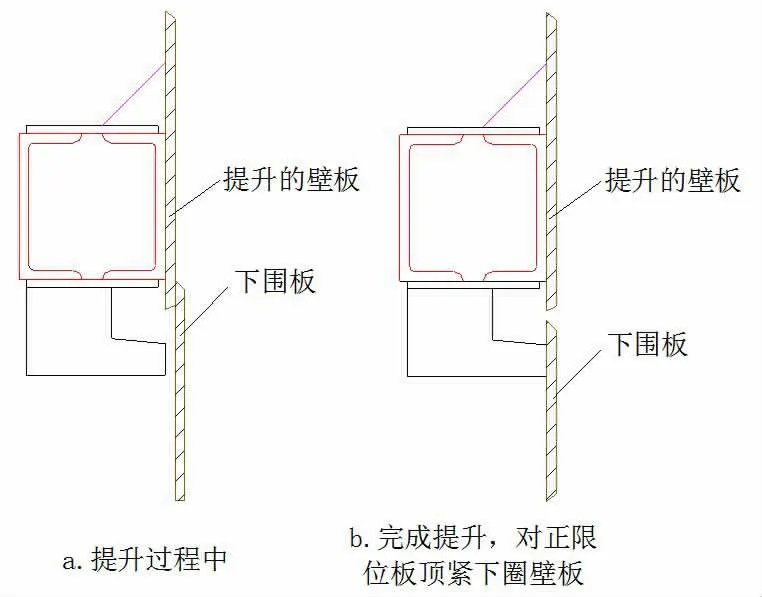
图2 提升示意图
完成前丙圈壁板的提升安装后,储罐顶板结构已高出提搞立柱,封堵罐顶天窗,采用平衡绳联结相邻提升立柱、提升立柱与中心柱。重复提升过程,直至完成各圈壁板组焊。
7 提升系统设计验算
本项目以20000m3储罐的提升系统为例说明设计验算方法。
20000 m3储罐沿罐内周边均匀设置了40 个提升立柱,立柱采用壁厚为6mm 的Φ219 钢管。电动葫芦40 台,单台提升动力为10t。提升立柱柱脚与储罐底板焊接固定,单根立柱设2 根[14 槽钢呈八字形支撑,提升梁吊耳与立柱顶部吊耳正对设置。
7.1 提升系统的工艺参数和计算数值
储罐主体总重量G总=420t;
底圈壁板和罐底板重量:G1=150t;
提升梁和定位板重量:G2≈5t;
实际提升最大重量:G实=G总-G1+G2=275t。
Q235B 钢材抗拉、抗压、抗弯允许应力[σ]=205MPa,剪切允许应力[τ]=125MPa。
7.2 电动葫芦提升能力验算
电动葫芦的倒链为斜向承力,当提升最后一圈壁板至对接高度后,承受最大荷载。此时,电动葫芦的倒链与立柱的夹角为21°。电动葫芦承受的全部拉力为275/(COS21°)=294.6t。
本项目采用10t 电动葫芦,电动葫芦提升有效系统取0.8,则需要设置的葫芦台数为:294.6/(0.8×10)≈37 台,本项目设置40 台10t 电动葫芦提升罐体符合20000m3储罐提升工艺要求。
7.3 提升立柱承载能力验算
提升立柱采用长450cm 的φ219×6mm 钢管,为轴向受压杆件,全部立柱承受的最大荷载为275t。
其惯性矩为:I=π(21.94-20.74)/64=2277.6cm4
截面积为:A=π(21.92-20.72)/4=40.13cm2
其柔度λ=μL/(I/A)1/2=0.7×450/(2277.6/40.13)1/2=41.8
由欧拉公式计算其临界应力为:
σcr=π2E/λ2=3.142×200×106/41.82=1128591N=115.162t
稳定安全系数取3,单根提升立柱的承载能力115.162/3=38.38t>275/40=6.9t,故承载安全。
7.4 吊耳承载能力验算
①吊耳。
吊耳采用2 层12mm 钢板对焊,最小截面长度为50mm,承受的荷载为电动葫芦的拉力为294.6/40=7.4t。
σ=74000/(50×12×2)=61.7MPa≤[σ]
②角焊缝。
吊耳采用高度12mm 的角焊缝与提升梁焊接。焊缝共4 条,单条长度为220mm。
焊缝最大应力τ=74000/(220×12×0.7×4)=10.0MPa<[τ]=125MPa。
故吊耳选择2 块δ=12mm 钢板对焊,完全满足起重需要,能保证起重工作的安全。
7.5 同理可计算出10000m3、2000m3 储罐所需电动葫芦和提升立柱数量如表2 所示。
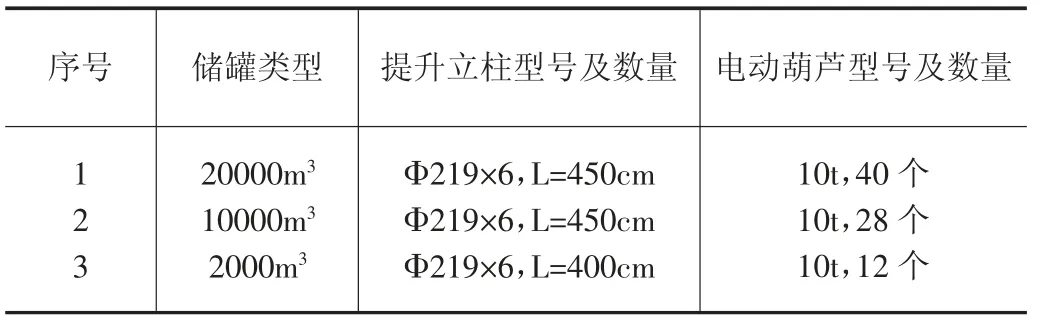
表2 不同类型储罐提升系统配置表
8 结束语
在进行本项目大型储罐施工时采用了提升倒装法,并对工艺进行改进和提高,采用电动葫芦代替手动葫芦加快速度、降低成本和降低劳动强度。对控制系统加设了微调电路,解决了倒装施工偏吊难以调整的难题,确保本项目成功完成所有大型储罐的制造。
但在电动葫芦提升倒装的施工过程中,发现还有较多需要完善及改进的方面。比如提升机构需要的立柱、电动葫芦数量多,立柱及中心柱体积大、重量大,安装及后期拆运出罐的难度大;提升过程及质量控制还是以人工为主。展望在今后的施工实践中,结合智能化、信息化的科学前沿,使该工法向自动化、智能化方向发展。