污水处理厂恶臭污染治理
2022-04-26王秀杰
王秀杰 金 晓
(中国市政工程华北设计研究总院有限公司 天津 300381)
引言
污水处理厂作为市政集中处理环保工程,运营期产生的恶臭污染是主要环境影响之一。尤其在夏季,恶臭产生量尤为显著,对厂内工作人员及厂区周边居民的工作、生活环境会产生不利影响,并将进一步影响厂内运营状况。若恶臭污染处理不到位,不仅可能引起诸多环保投诉、妨碍污水厂正常建设运营等问题,还会危害人体健康、破坏生态环境。
本文通过简述污水处理厂的主要恶臭污染治理措施,并以天津市几座大型污水处理厂为例,给出各除臭工艺对主要恶臭污染物质NH3、H2S 的实际处理效率。
1 污水处理厂恶臭来源
污水处理厂处理单元一般包括污水预处理区、生化处理区、深度处理区及污泥处理区。其中,污水预处理区(包括粗格栅及进水泵房、细格栅及沉砂池、调节池等)及污泥处理区(包括贮泥池、污泥浓缩池、脱水机房等)是产生恶臭气体的主要来源。恶臭气体主要污染物包括硫化物(H2S、硫醇、硫醚等)、氮化物(NH3、胺类等)、卤代烃、芳香烃及含氧有机物等,其中以NH3、H2S 为主。原水水质是影响恶臭产生的关键因素,同时,污水处理厂污水处理过程恶臭产生主要由栅渣、污泥的沉淀、累积、搅动、发酵等过程引起。
不同污水处理构筑物恶臭产生的影响因素不同[1],详见表1。

表1 污水处理厂主要产臭构筑物影响因素
2 恶臭污染治理措施
2.1 集中收集处理
污水处理厂恶臭最为有效的末端治理措施是通过对恶臭主要产生环节采取如加盖或封闭设计等的密闭措施,将恶臭气体通过管道统一收集至废气净化装置,恶臭污染物经处理后通过排气筒集中排放。处理方法主要有生物滤池除臭、离子除臭等。
(1)生物滤池除臭
除臭原理:生物滤池除臭系统关键环节为微生物除臭,该工艺中生物填料具有巨大的比表面积,生物填料表面生长有大量的活性微生物,可吸附、吸收恶臭污染物质并利用自身细胞将其转化为水、二氧化碳等小分子物质排出体外,从而实现恶臭气体的无害化。生物滤池除臭主要分为三个过程:首先,恶臭污染物质经集中收集后被导入水中,并在水中得以溶解;然后,溶解进入水中的恶臭污染物质被生物填料表面附着的大量微生物吸附并吸收,实现恶臭污染物质从水中到微生物体内的转移过程;最后,微生物在外界充分供氧条件下,将吸收入体内的恶臭污染物质作为自身所需营养成分进行分解、转化并利用,形成自身能量,并将最终产生的无害物质排出体外。

图1 生物滤池除臭工艺恶臭污染物质转化过程
以天津市两座污水处理厂为例:
A 污水处理厂污水处理主体工艺采用“预处理+Bardenpho 生物池+磁絮凝+纤维转盘滤池+臭氧氧化+次氯酸钠消毒”,污泥处理采用 “浓缩+脱水”工艺,进水水质以生活污水为主,出水水质执行《城镇污水处理厂污染物排放标准》(DB12/599-2015)A 标准。为有效减少恶臭气体排放,对格栅机采用不锈钢骨架配阳光板的密封罩,粗格栅及进水泵房、细格栅及旋流沉砂池分别采用玻璃钢平盖板加盖,浓缩池采用固定式反吊氟碳纤维膜密闭,并由引风机统一将粗格栅及进水泵房、细格栅及旋流沉砂池、污泥浓缩池产生的恶臭气体收集后,集中进入生物滤池除臭装置处理达标后,通过1 根15m 高的排气筒P1 排放;污泥脱水机房采用不锈钢骨架配阳光板的密封罩,由引风机将其产生的恶臭气体收集后,进入生物除臭装置处理达标后,通过1 根15m 高的排气筒P2排放。
B 污水处理厂污水处理主体工艺采用“预处理+多级AO 生物反应池+臭氧高级催化氧化+紫外线消毒”,污泥处理采用“机械浓缩脱水”工艺,进水水质以生活污水为主,出水水质执行《城镇污水处理厂污染物排放标准》(DB12/599-2015)A 标准。为有效减少恶臭气体排放,预处理区的粗格栅及进水泵房、细格栅、精细格栅及曝气沉砂池等构筑物均采用加盖密闭或设置独立站房密闭,废气统一收集后,经管道收集系统进入生物滤池除臭系统,臭气经处理后由1根15m 高排气筒P1 外排;污泥储池和污泥浓缩池均设置为顶部加盖的钢筋混凝土水池,污泥脱水机房中污泥脱水机加罩密闭,污泥处理区构筑物的废气统一收集后,经管道收集系统进入生物滤池除臭系统,臭气经处理后由1 根15m 高排气筒P2 外排。
恶臭处理效果监测期间,两座污水厂均处于满负荷状态,恶臭集中生物滤池除臭系统均正常运行,监测所得恶臭处理效果见表2。
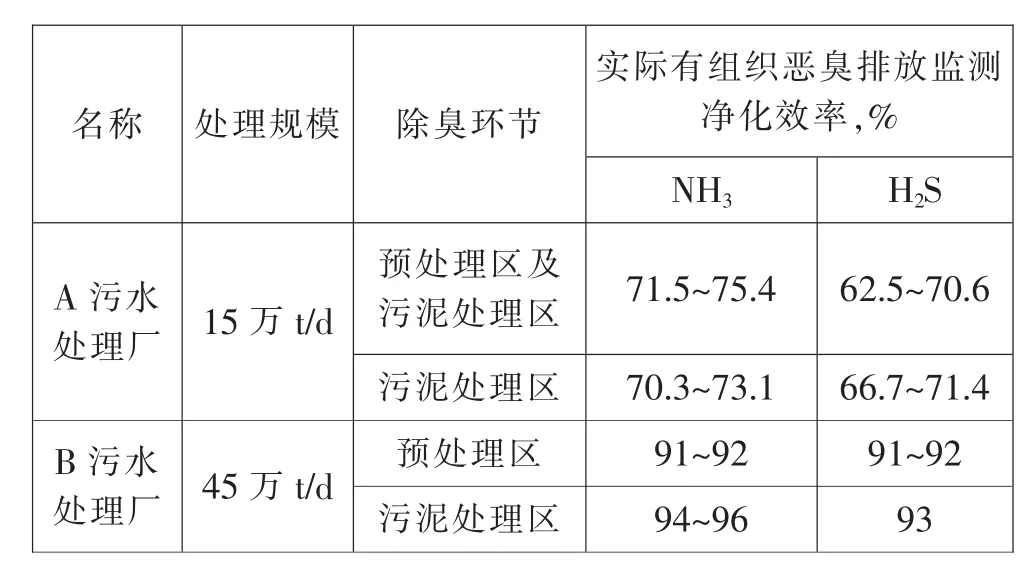
表2 生物滤池除臭效果工程实例
从表2 实际监测结果可知,生物滤池除臭效率较高,对NH3的处理效率可达70%以上、H2S 除臭效率可达60%以上。该除臭工艺具有除臭效率高、不产生二次污染的特点。
(2)离子除臭
除臭原理:在离子除臭系统的离子氧发生装置内,具有一定能量的电子与空气中氧分子发生碰撞产生反应,形成O+、O-及活性极强的高密度氧离子群,氧离子群碰撞并迅速激活各类恶臭污染物质分子,断开恶臭污染物质的化学键使其分子结构被破坏,通过反应最后将恶臭污染物质转化为水、二氧化碳等小分子物质,实现恶臭物质无毒、无害、无味的转化。
以天津市一座污水处理厂为例:C 污水处理厂污水处理采用“预处理+高效AO 工艺+深度处理”的工艺,消毒工艺采用接触消毒池中投加二氧化氯进行消毒,污泥处理采用“机械浓缩脱水+好氧发酵”的处理工艺,进水水质以生活污水为主,出水水质执行《城镇污水处理厂污染物排放标准》(DB12/599 -2015)A 标准。为有效减少恶臭气体排放,对污泥处理区的污泥储池加盖密闭,与污泥脱水机房、污泥发酵车间的恶臭气体统一由引风机收集至离子除臭系统,臭气经处理后由1 根15m 高排气外排。
恶臭处理效果监测期间,污水厂处于满负荷状态,恶臭集中离子除臭系统正常运行,监测所得恶臭处理效果见表3。

表3 离子除臭效果工程实例
根据表3 实际监测数据,离子除臭效率相对偏低,针对天津市某座C 污水处理厂中NH3的处理效率在30%以上、最高可达60.9%,H2S 除臭效率可达60%以上、最高可达79.3%。相对于生物滤池除臭,离子除臭效果偏低。
2.2 全过程除臭
除臭原理:该工艺在污水处理厂的生物池中安装有组合生物填料的培养箱,生物填料经培养后可促进除臭微生物的生长并诱导、加速其增殖,强化微生物的除臭作用,然后污泥回流泵将生物池内培养后的活性污泥混合液导入污水处理厂进水区域,除臭微生物通过与污水中恶臭污染物质吸附、凝聚并进行生物转化、降解等过程,短时间内(一般五分钟内)即可将污水处理厂各构筑物内恶臭污染物质去除,从而实现污水处理厂恶臭的全过程控制。该除臭工艺对污水处理厂出水水质无负面影响,从源头上除臭,目前已广泛应用于天津市中心城区及环城四区的污水处理系统。
根据某污水处理厂提供的工作场所职业性有害因素检验报告监测数据及某污水厂全过程除臭处理技术小试中试研究,全过程除臭效率约98%左右。全过程除臭工艺臭气为无组织排放,实际工程中通常将其与集中收集处理措施结合使用,提高污水处理厂除臭效率。
由表4 可看出,通过采用“全过程除臭+集中收集除臭”的综合除臭系统,可实现污水处理厂99%以上的除臭效果,大幅度降低了恶臭污染物质的排放。

表4 综合除臭计算效率
2.3 其他措施
(1)合理规划布局
合理规划厂区总平面布置图,将主要产臭单元(进水区、预处理区及污泥处理区)集中布局并设在常年主导风向的下风向处,远离厂内办公生活区及周边敏感点。
(2)设置卫生防护距离
厂区周边合理设置卫生防护距离,防护距离范围内不得规划建设居民区、学校、医院等敏感目标,已建敏感目标应进行搬迁或拆除。
(3)绿化措施
在污水处理厂周边及建构筑物、厂区道路两侧栽种绿化植被,如种植高大乔灌木等,可有效降低恶臭污染物的扩散。
(4)管理措施
强化污水厂运营期间管理措施,如:①污泥脱水后及时清运处理,运送污泥的车辆在驶离厂区前要做消毒处理,污泥运输过程中应使用密闭的专用罐车运输,污泥运输间的地面应进行防腐、防渗漏处理;②除臭设施定期检修,确保净化效率,臭气处理设施保证全年都能有效运行,恶臭气体禁止未经处理直接排放;③池体停产检修时,及时清除池底积泥;④污泥浓缩控制发酵等。
结语
(1)以天津市几座大型污水厂为工程实例,根据监测数据,生物滤池除臭对NH3的净化效率可达70%以上、H2S 净化效率可达60%以上;离子除臭对NH3的处理效率在30%以上、最高可达60.9%,H2S除臭效率可达60%以上、最高可达79.3%。生物滤池除臭效率较高,离子除臭净化效果相对偏低。污水处理厂应根据自身特点,通过全面分析进水水质及处理工艺特点,合理选择恶臭集中治理措施,保证恶臭气体达标排放。
(2)全过程除臭工艺中臭气为无组织排放,根据某污水处理厂提供的工作场所职业性有害因素检验报告监测数据及某污水厂全过程除臭处理技术小试中试研究,全过程除臭效率约98%左右。实际工程中全过程除臭通常与其他集中除臭措施结合使用,除臭效率可达99%以上,大幅降低了恶臭污染物质的排放。
(3)污水处理厂恶臭污染除采取末端治理措施外,还应从合理规划布局、设置适当卫生防护距离、加强厂区及周边绿化、强化日常管理运营措施等方面有效降低恶臭气体产生及排放,多方位促进恶臭污染物质减排、降低对生态环境的不利影响。