自动导引运输车在绿色智能铸造工厂的应用
2022-04-26袁旭鹏田学智
袁旭鹏,田学智,常 涛
(共享智能铸造产业创新中心有限公司,宁夏 银川 750021)
关键字:AGV;绿色;智能;产业化;应用
随着科学技术的发展,高科技产品不断被运用到传统行业中,自动导引运输车(Automated Guided Vehicle,以下简述AGV)在绿色铸造行业的运用,为绿色智能铸造过程中的砂芯搬运提供了极大的便利。我国目前有铸造企业2.7 万多家,每年生产的铸件和从事铸造行业的人数都居世界第一位,是真正的铸造大国。但是在这些企业中有60%是以“多品种、小批量”生产,以传统的手工铸造为主,物流运输多以行车搬运为主,存在劳动强度较大、影响安全性因素多、运输节奏慢等问题。在铸造工厂中引入自动导引运输车并与控制系统集成,通过系统软件控制小车的自动搬运砂芯、砂箱、型板等,能够提高物流运输节奏,同时减少人员参与运输,避免了通过行车调运的安全风险,提升了铸造过程的智能化水平。
1 AGV 机器人的概念
到今天为止,AGV 在物料运输工厂的运用已经60 多年了。从第一辆牵引式到今天的智能化,AGV运输系统已经发展成为物流系统中主导的专业之一,并逐渐向产业化发展,成为企业智能化装备不可缺少的组成部分。AGV 是通过智能单元的控制系统、AGV 地面导航系统及AGV 自身控制系统三者之间的相互协作完成。智能单元通过无线网络与AGV 交换信息,调度AGV 按照规划好的路径运行,导航系统实时监测和反馈导航杆反馈的信息,确保AGV 行驶正确。同时AGV 是以电池为动力,当电量不足或低于设定值时,会按照设定好的程序自动完成充电。
2 AGV 机器人在绿色智能铸造工厂的应用实例

银川某绿色智能铸造工厂采用3DP 打印技术,用3DP 设备直接打印出铸造用的砂型,代替传统铸造先制作模具,再进行造型和制芯的工艺流程。该工厂引进可载重10 吨的AGV,通过AGV 将打印完毕的砂箱转运至缓存工位进行储存,当清砂站需要清箱时,再将缓存的砂箱运由缓存工位,送至清砂站。AGV 替代了行车吊运,使得生产过程更加安全、便捷、高效。图1 所示为绿色智能铸造工厂模型。
2.1 AGV 机器人的工作流程
2.1.1 物流转运
按照智能工厂工艺布局图,首先按照布局图规划及编译AGV 行驶的路径,并建立AGV 调度系统并与对接的设备/工位建立连接。当需要AGV 搬运货物时,在设备/货物工位的控制终端/物理按钮呼叫AGV,调度系统接收到呼叫指令后将搬运货物的起点、终点位置发送给AGV,AGV 按照规划好的路径在调度系统的指挥下自动精确的完成运输任务。
2.1.2 信息流流转
在AGV 上安装扫码枪,在需搬运的货物(砂箱、模板、托盘)上安装可识别的条码,当AGV 搬取货物时,可通过扫码识别货物信息,并将识别的信息传递给调度系统,调度系统将信息传递给上位系统或接收获取的设备,实现信息流的流转及确认。
2.1.3 调度系统
调度系统具有物流管理、AGV 调度、库位在线监控等功能:
1)可进行多台AGV 的同时调度、指挥、交叉作业运行;
2)能够显示转运任务的起点、终点、托盘编码、转运时间、过程异常与否等信息;
3)能够同时接收多条AGV 的转运任务,并对转运任务进行优先级判定,依照优先级高低依次控制AGV 完成转运任务;
4)建立现场虚拟库位,与现场实物库一一对应,实现对出入库位的信息进行管控;
5)支持异常任务的手动处理和异常信息的展示;
6)能够展示AGV 的实时状态,包括自动、手动运行模式、限位信号、电量、故障等信息;
7)支持手动创建AGV 转运任务。
2.1.4 安全
AGV 上可安装安全防护装置并编码设置安全区域,在物体进入预编程的危险区域时停止运输车。如果一个或两个安全装置制动了AGV,会报警停止运行并警告操作员,AGV 将不能继续开动,直到操作员复位。
2.1.5 事例说明
图2 所示为智能铸造工厂AGV 机器人的工作区域图,当操作者在A 区域的操作按钮呼叫AGV后,调度系统自动判断B 工位托盘的放置情况,创建AGV 运行指令,AGV 接收到指令后,运行至A 区域,将A 区域的有货托盘转运至B 区域,同时调度系统自动创建并向AGV 下达B 区域空托盘转运回A 区域的指令,实现物流的自动转运。智能单元调度系统可设置转运命令的优先级,当多个工位同时下达转运命令时,调度系统根据优先级按高低顺序向AGV 发送转运指令,直至所有转运任务执行完毕。
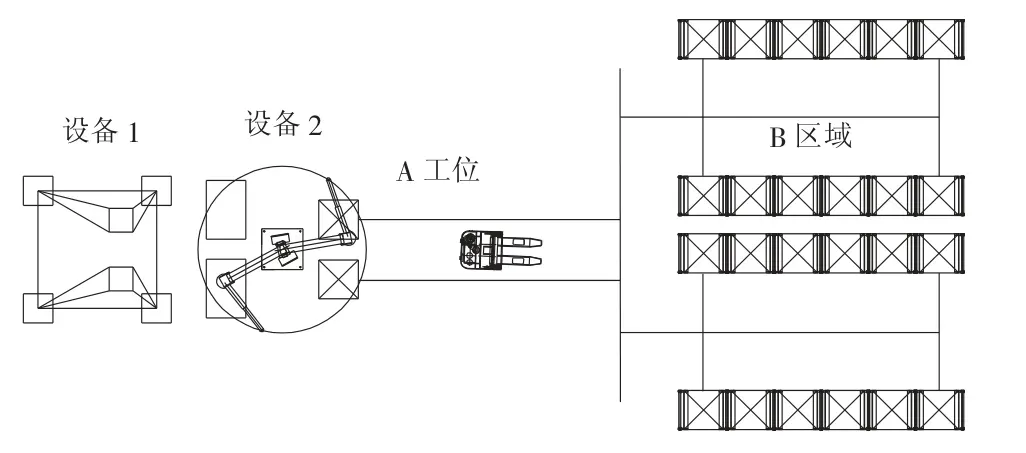
图2 智能铸造工厂AGV 机器人的工作区域
2.2 AGV 在绿色智能铸造工厂应用的优势
1)自动化程度高。当生产需要AGV 时,由工作人员在设备的控面板/ 工位安装的物理按钮呼叫AGV,AGV 接收到指令后自动运行,这一指令将会按照编写好的程序被AGV 接受并执行——将砂箱送至相应地点。
2)工作效率高、承载量大、安全系数高、不受场地的限制。与其他智能机器人相结合,提高工作效率,与传统的生产线相比,AGV 的活动区域无需铺设轨道、支座架等固定装置;承载量可根据实际生产需求设计建造。因此,在自动化运输系统中,最能充分地体现其自动性,实现高效、经济、灵活的无人化生产。
3)充电自动化。当AGV 没有任务时,AGV 会自动回到充电桩,当电量小于70%时自行充电,高于80%时停止充电,每充电15 min 可工作4h 左右。并且AGV 小车的电池寿命长,可使用5~10 年,减少更换电池成本。
4)路径规划方便,与智能工厂设计流程图完美结合,实现绿色制造。图3 为某铸造智能成形工厂设计规划图。
5)运行方便,占地面积少,生产车间的AGV 小车可以在各个车间穿梭往复。
3 结论
1)在铸造工厂通过引入AGV 替代吊车转运货物,规避了使用吊车带来的安全隐患,提高了现场人员的安全保障;
2)通过AGV 的应用,实现物流的自动转运,提高了产线的运行效率,减少人员参与,实现了高效、经济、灵活的无人化生产;
3)通过AGV 的应用,实现了信息流的自动流转,解决了各生产环节靠人传递信息的问题,提高了信息化程度。