两种管板型吊盖组合的设计与应用
2022-04-21刘相周
景 玉,刘相周,乔 鑫,黄 勇
中国石油第六建设有限公司,广西桂林 541004
1 工程简介
盘锦项目需要完成两台静设备吊装,其中一台200×104t/a渣油加氢装置热高压分离器(D-103)的尺寸为ϕ3 400 mm×16 720 mm×186 mm,设备质量为251.1 t;其中240×104t/a加氢裂化装置冷高压分离器(高毒,V-105)的尺寸为ϕ3 800 mm×16 780 mm×234 mm,设备质量为341.4 t。两台设备均已进行热处理,无法焊接吊耳,需要使用法兰吊盖系挂钢丝绳扣,才能完成两台大型设备的吊装就位工作。
2 管板型吊盖结构设计
根据设备法兰面的数据尺寸、设备重量,参考相关规范确定组合吊盖结构尺寸[1]。管板型吊盖的主要组成有上下盖板、吊耳主板、管轴等,管板型吊盖的材质为Q345-B,所有的构件都是通过焊接完成,必须由合格的焊工焊接,保证焊接质量,管板组合吊盖(以下简称吊盖)的结构设计见图1、图2。
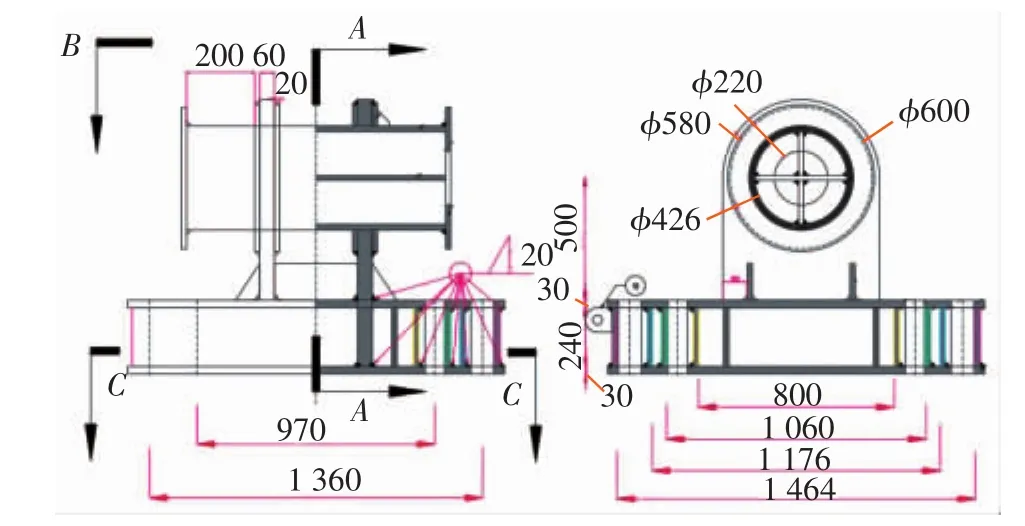
图1 管板组合吊盖的设计
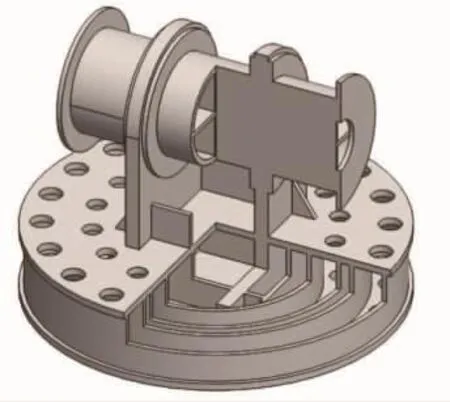
图2 管板组合吊盖实体模型剖视图
3 管板型吊盖
3.1 管板型吊盖受力分析
两台设备中冷高压分离器(高毒,V-105)设备质量341.4 t,吊盖的结构强度按照此设备的重量进行设计校核。通过静力学计算得出初步结论[2],再结合有限元分析对结构进行优化。
3.1.1 设备呈卧态时的吊盖焊缝强度校核
设备呈卧态时的受力分析见图3。
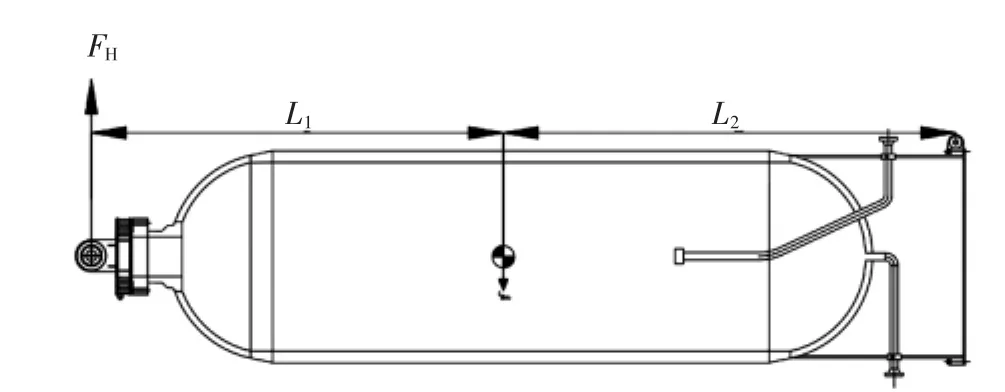
图3 设备呈卧态时的受力分析
(1)设备的计算吊装质量mc1为:

式中:mc为设备、吊盖和连接螺柱螺母三者质量(分别取值341.4、3、0.6 t) 之和,kg;k为载荷系数,取1.1。
(2)设备呈卧态时,作用于提升盖上的提升力FH为:

式中:FH为设备呈卧态时,作用于吊盖的提升力,N;g为吊装所在地的重力加速度,m/s2,取9.8 m/s2;L1为设备重心至提升力FH的水平距离,mm,取8 296 mm;L2为设备重心至溜尾力FT的水平距离,mm,取9 110 mm。
(3) C—C截面的弯曲应力为:

式中:M为弯矩,N·m;W为抗弯截面模量,mm3;h为吊盖吊耳板圆孔中心至C—C截面的距离,mm;R为吊盖吊耳板圆弧半径,mm。
(4)C—C截面应满足的强度条件:
当C—C截面为焊缝时:

式中:[σ]焊缝为吊耳板焊缝的许用拉应力,MPa,一般取 (0.7~1) [σ];[σ]为吊耳板材料的许用拉应力,MPa;安全系数取1.6。
3.1.2 设备呈立态时的吊盖耳板强度校核
设备直立时的受力分析见图4。
图4 设备直立时受力分析
(1)A—A截面的拉应力为:
式中:FV为设备直立时作用于提升盖上的垂直提升力,N;f1为吊耳板孔距外边缘的距离,mm;f2为补强板孔距外边缘的距离,mm;t1为吊盖补强板厚度,mm;t2为吊盖吊耳板厚度,mm。
(2)B—B截面的剪应力为:
式中:c为管轴径向截面的面积,mm2。
3.1.3 法兰盲板的强度校核

3.2 吊盖的有限元分析
3.2.1 管轴分析
吊盖管轴部分[3]可以简化为外伸梁,通过SOLIDWORKS软件对该管轴进行有限元分析,分析得出管轴的弯曲应力为198.4 MPa,见图5;最大剪力4×106N,见图6;最大弯矩7.6×105N·m,见图7。
图5 管轴弯曲应力/MPa

图6 管轴剪力/N
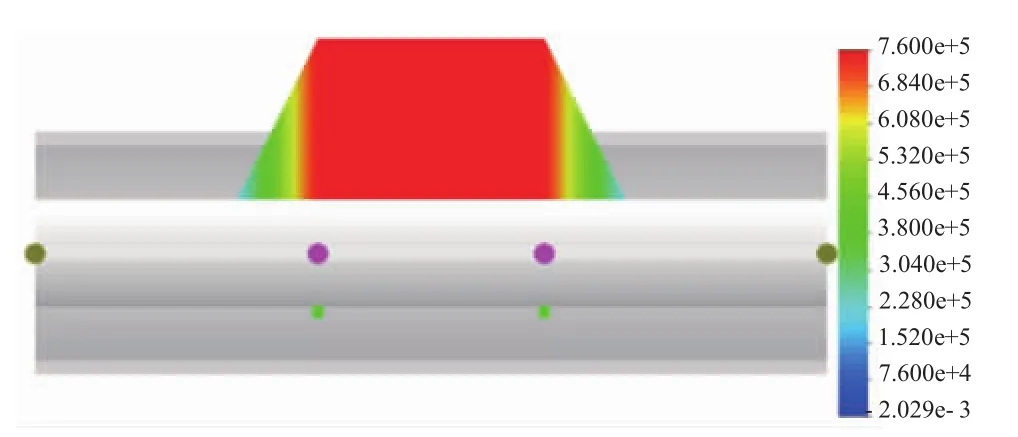
图7 管轴弯矩/(N·m)
3.2.2 吊盖整体分析
管轴在吊装过程中与钢丝绳扣直接接触,其局部受力较为集中,对其受力情况进行静力学分析[4]。通过查看在施加载荷后,吊盖应力云图的变化,对吊盖整体进行了静力学分析,以便据此优化结构,最后得到吊盖等效应力值为266.7 MPa,因此吊盖能够满足强度要求。分析结果见图8。
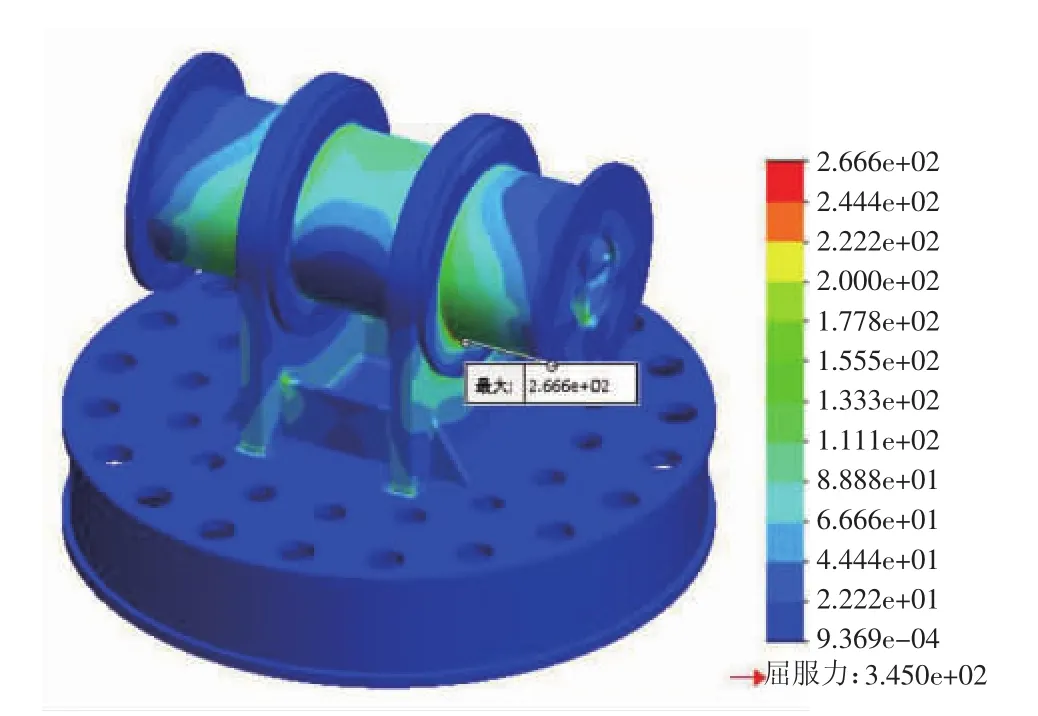
图8 吊盖整体结构分析云图/MPa
3.3 吊盖焊接制作的工艺流程
吊盖的主要结构由管道和钢板组成,总体质量3 t,需要使用倒链、千斤顶等工具完成吊盖的平移、旋转,而后通过焊接将其组合为一个整体。焊接结果见图9。

图9 焊接后吊盖实物
吊盖的内圈板有四层,焊接需要采用由内向外、由下向上的工艺流程,这样才能保证焊接工作的顺利进行。具体焊接工艺流程见图10。
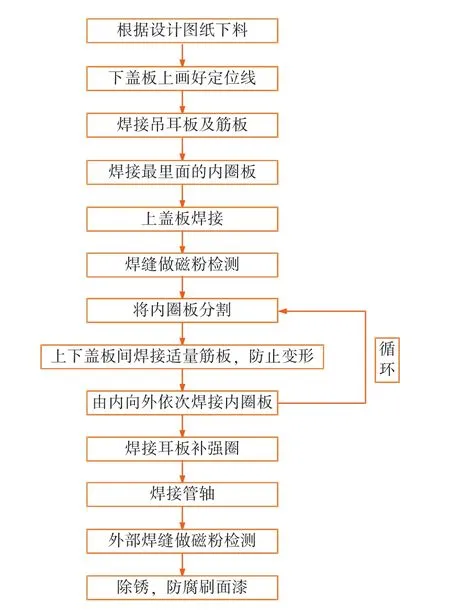
图10 吊盖焊接工艺流程
4 吊盖实际应用
4.1 热高压分离器 (D-103)吊盖安装
热高压分离器吊盖的安装需要配备规格为M76×3×800的螺栓,材质为25Cr2MoVA,每条螺柱配2个螺母,规格为M76X3,材质为35CrMoA,总计12套。整个安装过程需要一台25 t汽车吊配合,所有的螺母通过打击扳手拧紧,在管轴表面涂抹黄油,减少在起吊过程中钢丝绳扣与管轴之间的摩擦力[5],见图11。使用钢丝绳扣ϕ104 mm×16 m两根打双,单根载荷162 t。

图11 高压分离器吊盖安装
4.2 冷高压分离器 (高毒,V-105)吊盖安装
冷高压分离器(高毒)的安装需要配备规格为M90×3×830的螺栓,材质为25Cr2MoVA,每条螺柱配2个螺母,规格为M90×3,材质为35CrMoA,总计12套。整个安装过程需要一台25 t汽车吊配合,所有的螺母通过打击扳手拧紧,在管轴表面涂抹黄油,减少在起吊过程中钢丝绳扣与管轴之间的摩擦力,见图12。使用钢丝绳扣ϕ104 mm×16 m两根打双,单根载荷162 t。

图12 冷高压分离器吊盖安装
5 管板型吊盖组合优势
组合管板型吊盖的结构设计有三点好处。一是节省材料,在满足吊装要求的前提下,在同一个法兰吊盖上设计两种法兰尺寸,能够同时满足两台设备的吊装,直接节省了一个吊盖的材料成本和人工成本;二是脱钩方便,通过吊盖上面的管轴,可实现自动脱钩,传统的施工方式是通过卸扣或是销轴系挂吊盖和钢丝绳扣,完成吊装后需要人工脱钩,而管板型吊盖的结构能实现自动脱钩;三是实际操作性高,组合管轴吊耳结构是由钢管和钢板构成,相比用锻造方式制作出来的吊盖,其重量更轻,因此便于运输和安装。
6 结束语
实际应用证明,此种设计方法具有很高的实用性,在多方面的效果均显著。根据现场的实际施工环境,合理地应用此种设计方法,可以达到事半功倍的效果,在节省材料、降低成本、缩短吊盖的制作周期等方面效果均较为明显,保证了项目的施工周期和经济效益。本项目的成功实施可为今后类似项目吊盖的设计及应用提供借鉴经验。