农业废弃物稻壳材料化利用研究进展
2022-04-15张双燕丁文清吴玉涛
张双燕,任 浩,丁文清,吴玉涛
(安徽农业大学林学与园林学院,合肥 230036)
0 引言
中国是农业大国,改革开放以来,农业发展取得了举世瞩目的成就,但产生的农业废弃物却带来了资源浪费和环境污染问题,成为农业可持续发展的严重制约。研究表明,农业废弃物资源化利用,不仅可将其变废为宝,还能保护生态环境、促进农业可持续发展[1]。为此,党中央、国务院在十八届五中全会、2016年中央1号文件、《中共中央国务院关于加快推进生态文明建设的意见》、《国务院办公厅关于加快转变农业发展方式的意见》以及《“十三五”农业科技发展规划》等中均对农业废弃物资源化利用作出了明确部署,以期遏制农业废弃物对生态环境的破坏,推动农业绿色发展,全面提高资源利用效率。
稻壳是稻谷加工的主要副产品,一般加工1 t稻谷可产生200 kg稻壳,是中国最普遍存在的农产品加工废弃物之一。中国年产稻谷2亿t以上,产生稻壳废弃物资源可达4000多万t[2]。稻壳含有纤维素、半纤维素、木质素、硅化合物以及粗蛋白和粗脂肪等,是重要的生物质资源,具有很大利用价值。
稻壳资源经历了从最初随意丢弃、乱堆乱放和焚烧,到资源化利用过程的转变。目前,国内外对稻壳资源利用主要集中在能源化、肥料化、饲料化、基料化和材料化5个方面[3]。
稻壳资源化利用在能源化方面起步较早且相关研究较多,但这些利用中大多数方法都与热解相关,其开发利用过程中会释放大量腐蚀性气体,导致大气污染,危害人类健康[4]。因此,近年来材料化利用逐渐成为了稻壳资源化利用的新途径,尤其是用于制备生物质复合材料产品,已成为国内外研究的热点[5]。本研究在分析稻壳性能的基础上,综述了近年来国内外稻壳资源化利用在材料化方面的研究现状,重点阐述了稻壳制备稻壳板、稻壳聚合物基复合材料和稻壳水泥基复合材料3种生物质复合材料的性能及其研究进展,并对其发展方向和趋势进行了展望,为稻壳资源材料化利用的进一步研究提供参考。
1 稻壳性能
稻壳(图1)是包裹稻谷籽粒的覆盖物,一般长约10 mm,宽约1 ~3 mm,具有典型的瓢形结构,其外表面细胞呈长矩形粒状[6],沿轴向成排排列,而内表面则较为光滑平整。稻壳密度较低,其堆积密度约为220 ~750 kg/m3[7],导热系数较低,约为0.06 ~0.08W/(m·K)[6,8-9],具有多孔性,主要由C、O、Si、H、Ca、K等元素组成(表1)[10-11],其中Si元素含量最高,可达52.56%。

图1 稻壳
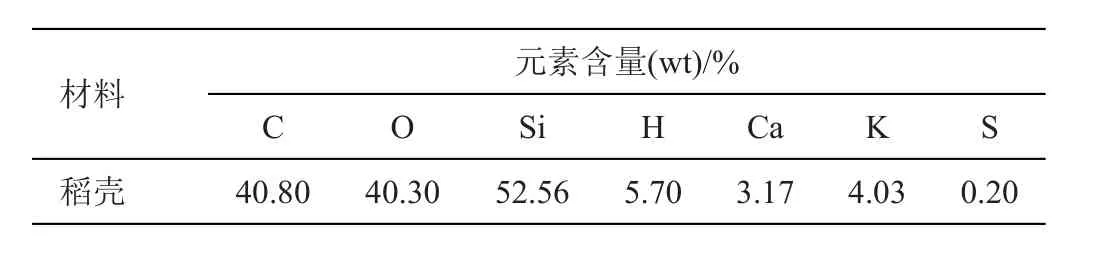
表1 稻壳主要元素组成含量
稻壳主要由纤维素、半纤维素、木质素、灰分等组成,其中纤维素和木质素含量较多(表2)[12-13]。与其他植物纤维相比,稻壳纤维较短,纤维长度介于134 ~1350 μm,主要集中在400 ~700 μm(图2),平均长度约为535 μm;纤维宽度介于5 ~21 μm,平均约为11 μm;纤维长宽比平均约为48,略高于5年生速生杨木木材纤维的41[14]。稻壳纤维力学性能较其他植物纤维低,拉伸强度介于25 ~75 MPa,弹性模量为2.50 ~3.70 GPa[13]。上述研究结果表明,稻壳可作为林木资源的补充,替代部分木材,用于制备生物质复合材料。
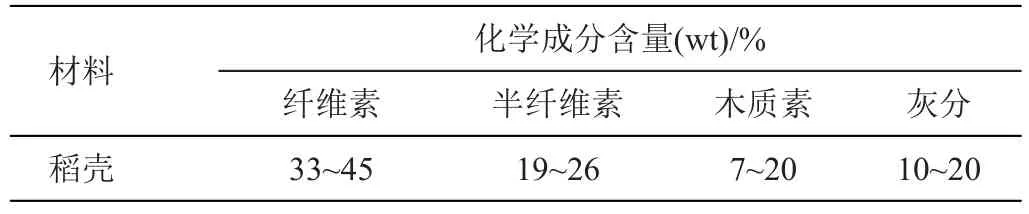
表2 稻壳主要化学成分含量
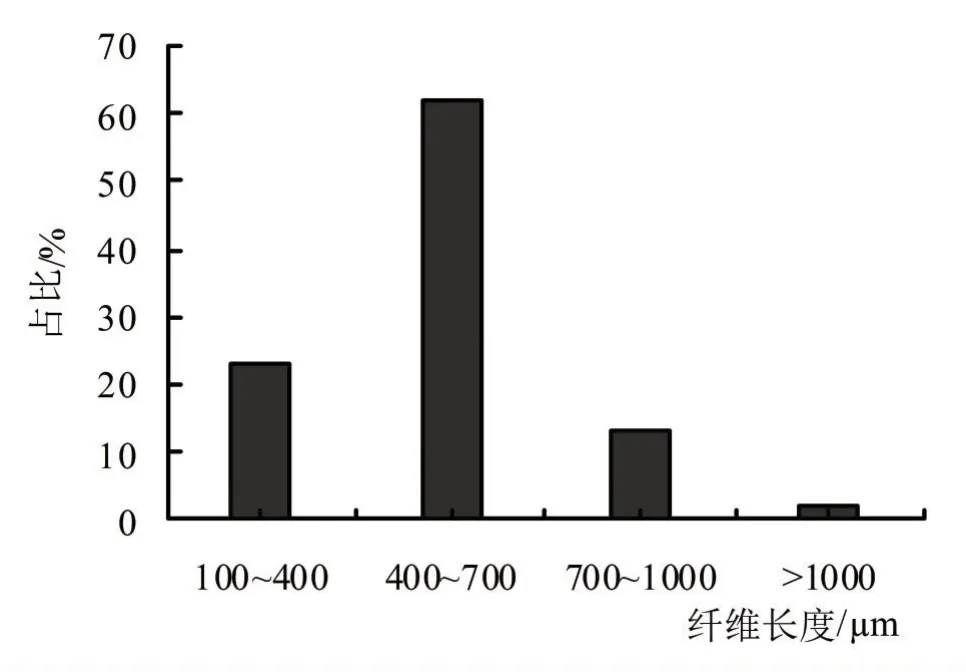
图2 稻壳纤维长度分布
2 稻壳板研究进展
稻壳板是以稻壳为原料,施加热固性树脂胶黏剂,经热压而成的一种板材制品(图3),具有轻质、保温、隔音等优点,可用于制作家具、包装材料、建筑内墙板以及车辆、船舱隔板等。

图3 实验室自制稻壳板
1966年 ,Kollmann在《Holzspanwerkstoffe:Holzspanplatten und Holzspanformlinge Rohstoffe,Herstellung,Plankosten Qualitätskontrolle usw》一书中最早提出稻壳可用于制备稻壳板,但直到20世纪70年,利用稻壳制板才引起国际上的广泛关注。中国在1979年就设想利用稻壳制板材,1981年试制品问世并通过了中试鉴定,从此国内开始了关于稻壳板的正式研究[15]。
2.1 稻壳板用胶黏剂研究进展
胶黏剂是稻壳板制造的核心,直接影响着稻壳板的性能。稻壳板最早参照刨花板制备工艺,采用脲醛树脂(UF)胶黏剂,但由于稻壳中Si元素含量较高,影响了对胶黏剂的吸附和氢键的形成[16],导致板材的强度下降。为了提高稻壳板性能,研究人员采用其他胶黏剂代替UF。赵林波等[17]采用异氰酸酯(MDI/PMDI),制备的稻壳板各项性能指标均达到《刨花板》(GB/T4897-92)国家标准的要求,但整体制板成本相比较高,难以大范围推广应用。Leiva等[18]采用大豆蛋白胶黏剂,制备的稻壳板抗弯强度、抗弯弹性模量和内结合强度达到了美国国家标准协会(ANSI A208.1-1999)中密度刨花板的要求,但由于大豆蛋白胶耐水性较差,使得稻壳板的吸水厚度膨胀率很难达到标准要求。Mgbemene等[19]采用单宁胶黏剂,制成的稻壳板强度仅适宜用于隔热或装饰覆面材料。以上研究表明,采用替代胶黏剂可使稻壳板的某些性能得以改善,但始终无法从根本上克服其强度低、耐水性差以及成本高等问题。
鉴于此,研究人员采用改性胶黏剂来制备稻壳板(表3),取得了一定的进展。国内李兰亭等[20-21]早在20世纪80年代末至90年代初就开展了这方面的研究,利用DN-8号低毒UF制备的稻壳板平面抗拉强度高达0.44 ~0.66 MPa,且各项性能指标均达到《刨花板》(GB 4896-4905—1985)国家标准要求。王谷怡等[22]利用自制改性酚醛树脂(PF)发现,施胶量为20%时,压制10 mm厚稻壳板的抗弯弹性模量可达2478 MPa,各项性能指标达到了潮湿状态下使用的家具型刨花板的(P6型)要求,且稻壳板的甲醛释放量仅为0.077mg/m3,远远低于0.124 mg/m3的标准要求。赵林波[23]、Torkaman等[24]采用MDI/PMDI改性UF胶黏剂,制备的稻壳板物理力学性能均提高50% ~100%。Kariuki等[25]采用改性淀粉胶压制的稻壳板抗弯强度和抗弯弹性模量达到14.32 MPa和2891.67 MPa,内结合强度高达1.71 MPa。Ciannamea等[26]利用硼酸改性大豆蛋白胶,有效提高了稻壳板耐水性。以上研究表明,选用改性胶黏剂制备稻壳板是一种可行且有效的方法,不仅提高了稻壳板的各项物理力学性能,降低了制板成本,还减少了板中游离甲醛的释放量,有利于环境保护。

表3 改性胶黏剂制备稻壳板的物理力学性能
2.2 预处理稻壳提高稻壳板性能研究进展
稻壳外表面含有大量硅元素,内表面含有蜡和脂肪[27],这些成分的存在是造成稻壳与胶黏剂胶合不良的主要因素。因此,对稻壳表面进行去除硅等杂质的预处理,能有效改善稻壳与胶黏剂的胶合,最终提高稻壳板性能(表4)。目前,稻壳预处理方式主要有物理和化学2种方法。Sejati等[28]采用100℃热水蒸煮的物理方法对稻壳进行预处理。结果表明,稻壳经蒸煮处理1 h后制备的稻壳板抗弯强度和内结合强度分别提高了1 ~2倍和2 ~4倍。Ndazi等[27]分别采用蒸汽物理方法和碱液化学方法对稻壳处理,有效移除阻碍胶合的稻壳表面羰基基团、二氧化硅和羧基化合物,制备的稻壳板力学性能显著增强。Ciannamea等[29]通过漂白处理,去除了稻壳中的半纤维素和木质素,使得稻壳结晶度减小,降低了稻壳表面二氧化硅含量,有效的增强了稻壳与极性胶黏剂的附着力,显著改善了稻壳板的性能。以上研究表明,采用物理或化学方法对稻壳预处理均能在不同程度上去除影响稻壳与胶黏剂胶合的硅等杂质,实现有效的胶接,提高稻壳板的性能。

表4 预处理稻壳制备稻壳板的物理力学性能
2.3 纤维增强稻壳板研究进展
稻壳纤维长度和力学性能较低,制备的稻壳板与木质人造板相比,力学性能较差。因此,除了选择适应于稻壳板的胶黏剂、对稻壳进行预处理外,稻壳板的制备过程中还可以通过加入各种增强纤维来提高其性能(表5)。目前,增强纤维加入主要有2种方式:(1)增强纤维与稻壳直接混合;(2)采用夹层结构(图4)即增强纤维为表层,稻壳为芯层。蒋远舟[30]、罗鹏[31]、Raya等[32]将蔗渣、剑麻头等植物纤维与稻壳均匀混合制备成稻壳板,其各项性能均得到明显提高。Kang等[33]将稻壳与木屑混合制备的稻壳板的吸声系数高于商用石膏板、瓷砖、木地板以及混凝土材料,可用作建筑吸声材料,拓宽了稻壳板的使用范围。Kwon[34]、孙建飞[35]、Nicolao等[36]采用夹层结构制备的稻壳板抗弯强度和抗弯弹性模量分别高达30.5 MPa和4.34 GPa,内结合强度达到0.8 MPa。解俊英等[37]用木刨花增强稻壳,采用夹层结构,稻壳板经过WCAMA 6个循环老化处理后,其内结合强度、抗弯强度和抗弯弹性模量均保留在50%以上,具有良好的耐老化性能。以上研究表明,增强纤维的加入有效提高了稻壳板的性能,以采用夹层结构加入增强纤维方式制备的稻壳板性能更为优越。

表5 纤维增强稻壳板的物理力学性能
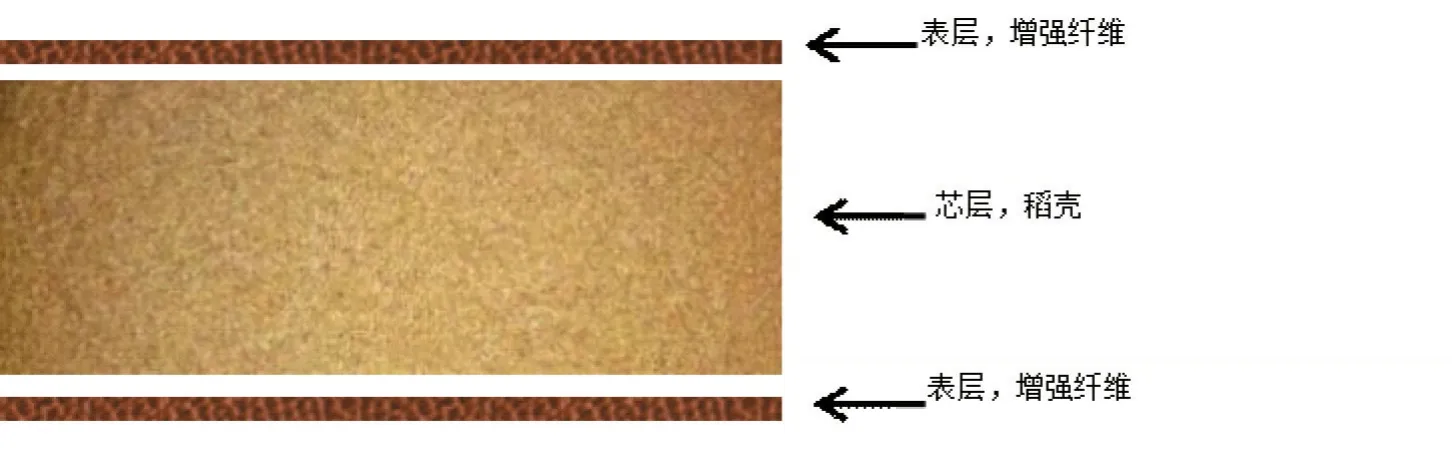
图4 夹层结构示意图
3 稻壳聚合物基复合材料研究进展
稻壳聚合物基复合材料,亦称为稻塑复合材料[38],是稻壳经打碎制成稻壳粉,与热塑性聚合物共混,通过挤出、模压、注塑等成型工艺加工而成一种复合材料(图5),兼具木质纤维和塑料的优异性能,被广泛应用于家居、船舶、汽车内饰、户外地板、建筑、包装运输等领域。

图5 实验室自制稻壳聚合物基复合材料试样
3.1 复合材料主要性能研究进展
稻壳聚合物基复合材料常用热塑性聚合物基体有聚乙烯(PE)、聚丙烯(PP)和聚氯乙烯(PVC)。目前,研究主要集中在稻壳与热塑性基体配比对复合材料性能影响方面(表6)。彭思来[39]、姚雪霞[40]、张庆法[41]、任海洋等[42]研究表明,稻壳与PE或PP配比为60:40时,复合材料综合性能最佳;靳玲[43]和唐婷等[44]研究则表明稻壳与PVC配比为20:100时,复合材料的硬度、拉伸强度、弯曲强度和冲击强度均达到最大。姜良朋等[45]采用稻壳与高密度聚乙烯(HDPE)配比为100:100时,对制备的复合材料进行模拟海水加速腐蚀试验,发现经腐蚀后复合材料的拉伸强度、抗弯强度、抗弯弹性模量和冲击强度分别降低了12.95%、18.53%、25.15%、53.02%,且表观色彩趋于变白、变黄和变绿。Mohamed等[46]用质量分数35%的稻壳填充PP,研究复合材料的抗疲劳性能,发现复合材料拉伸过程中呈现粘弹性,拉 ~拉循环1000次后,释放的能量值仍很稳定。陈冬梅等[47]按照稻壳与PVC同等质量分数配比,制备的复合材料具有较好的耐磨性,在相同磨损条件下,比磨损率达到最小,为6.96×10-5mm3/(N·m)。以上研究表明,当稻壳含量低时,基体均能将稻壳很好包裹,稻壳对复合材料体系起到增强作用,复合材料性能相应提高;而当稻壳含量较高时,稻壳则不能被基体完全包裹,加工过程中易于出现团簇现象,导致复合材料产生应力集中和缺陷,性能下降。

表6 稻壳聚合物基复合材料的性能
3.2 改性处理提高复合材料性能研究进展
复合材料的性能对其后续推广应用有着重要的参考价值。目前,可通过改性处理方法来提高复合材料性能。常用改性方法有:添加偶联剂、添加无机材料或有机材料以及稻壳改性处理。
稻壳分子结构中含有大量具有极性和吸水性的羟基基团,而热塑性基体则具有弱极性和疏水性,两者之间相容性较差,导致界面黏结力较小,影响复合材料的性能。偶联剂是一种表面改性剂,能使材料获得良好的表面质量和物理力学性能[43]。蔡红珍等[48]在稻壳与PE体系中加入硅烷偶联剂,有效增大了稻壳与PE间的界面结合力,使得复合材料冲击强度和抗弯强度显著提高。Raghu等[49]研究了m-TMI-g-PP和MAPP两种偶联剂对稻壳/PP复合材料性能的影响。结果表明:MAPP、m-TMI-g-PP偶联剂有助于稻壳与PP基体间的有效耦合;当稻壳含量占50%时,添加MAPP或m-TMI-g-PP的稻壳/PP复合材料的拉伸强度分别提高了40%和52%,抗弯强度分别提高了43%和46%,拉伸弹性模量分别提高了74%和82%。王春红等[50]在稻壳/回收塑料(PP)复合材料体系中加入偶联剂后,复合材料的拉伸强度、拉伸弹性模量、抗弯强度和抗弯弹性模量分别提高了82.01%、414.66%、152.62%和436.99%。袁杰等[51]研究发现γ-氨丙基三乙氧基硅烷(KH550)偶联剂的加入显著提升了稻壳/PVC复合材料的硬度、拉伸强度、抗弯强度、抗弯弹性模量和耐磨性性能。以上研究表明,偶联剂加入提高了稻壳在体系中的分散性,降低了基体的黏度,提高了稻壳与热塑性基体之间的亲和力和附着力,有效改善了稻壳和基体间的界面相容性,对提高复合材料综合性能十分有利。
袁杰等[51]探索了玻璃纤维(GF)无机材料的加入对稻壳/PVC复合材料性能的影响。结果表明:随着GF含量的增加,稻壳/PVC复合材料的硬度和抗弯强度呈现先减小后增大的趋势。唐健锋等[52]将改性剂纳米CaCO3加入稻壳/PVC复合材料中,有效提升了复合材料的耐磨性能。王宣博等[53]研究了纳米TiO2添加量对稻壳/PVC复合材料性能的影响,发现:随着纳米TiO2含量的增加,复合材料的力学性能、防水性能和热稳定性呈现先增加后降低的趋势,纳米TiO2的添加量为1.0份时,材料的综合性能最好。
Rahaman等[54]利用化学溶液对稻壳改性处理,结果表明:经碱液处理后,制得的复合材料的吸水性显著降低,稻壳含量为35%时,材料的性能最佳。葛铁军等[55]分别选用芥酸酰胺、十二苯磺酸和HY-3308对稻壳改性,发现改性后稻壳表面极性降低,疏水性提高,缓解了稻壳与基体间相互排斥作用,提高了稻塑复合材料的综合性能。其中,经十二苯磺酸改性的稻壳填充到低密度聚乙烯(LDPE)后,稻壳/LDPE复合材料的拉伸强度、断裂伸长率和冲击强度分别提高了22.4%、331.0%和39.5%;经芥酸酰胺改性的稻壳接触角达到124.7°,在LDPE中分散程度最高,稻壳/LDPE复合材料的加工流变性能较为优异。李文军等[1]采用氢氧化钠-氨基硅油对稻壳纤维进行表面改性,改性后稻壳在PP加工温度范围内的热稳定性得到显著改善,稻壳含量为25%时,稻壳/PP复合材料的冲击强度提高6.5%,吸水性下降24.9%。王磊等[56]采用水热、微波、碱处理和苯甲酰化对稻壳进行预处理,研究不同预处理方法在模拟土壤老化条件下对稻壳/聚氯乙烯复合材料抗老化和热学行为的影响。研究发现:4种预处理方法均提高了稻壳/聚乙烯复合材料抗老化和热学性能,其中采用苯甲酰化预处理的效果最好,处理后材料的初始热分解温度提高了3.9%,线性热膨胀系数下降了6.72%,24 h吸水率降低了55.6%,拉伸强度和硬度分别提高了103%和119%。以上研究表明,稻壳改性处理可降低其极性和亲水性,提高稻壳与基体的界面强度。
4 稻壳水泥基复合材料研究进展
稻壳水泥基复合材料以水泥为基体,稻壳为增强体,加入化学助剂及水经复合工艺制备的复合材料(图6),其开发基于水泥刨花板的研发,是一种性能优良的绿色建筑材料,具有无毒无味、耐水防火、防虫防霉、保温节能以及生产成本低等优点。

图6 实验室自制稻壳水泥基复合材料试样
4.1 复合材料性能影响因素研究进展
水泥中添加稻壳能有效改善普通水泥的力学、抗渗、抗冻、抗腐蚀性等性能。目前关于稻壳水泥基复合材料性能影响因素的研究主要集中在稻壳掺量、稻壳粒径方面(表7)。研究表明:稻壳粒径较小时,实现了水泥对稻壳的包覆,有效降低了稻壳与水泥间存在的相斥性,稻壳在水泥基体中分散更均匀,复合材料的性能更均一稳定。但随着稻壳掺量的增加,复合材料的密度逐渐减小,保温性能越来越好,材料的吸水性能却增加,材料抗折强度则逐渐降低[12,57]。王春红等[12]分别采用150、180、250 μm粒径的稻壳以水泥质量的3%、6%和9%掺入水泥基体中,发现稻壳粒径为150 μm、掺入质量比为3%时,复合材料性能达到最优。Chabi等[58]将稻壳掺入CEM II B-LL 32.5 R型水泥中,制备的复合材料具有良好的剪切性能,与普通混凝土相比,其抗剪强度高达抗压强度的27%,是一种经济理想的建筑非承力构件托梁材料。王明江等[59]将稻壳水泥基复合材料作为轻质墙体材料,研究发现:稻壳掺量在4%时,复合材料的抗压强度达到12.7 MPa;采用表面喷水的预处理方式,陈化12 h复合材料的抗压强度效果最好,而采用表面喷有机硅烷水溶液处理的方式,60℃烘干对提高复合材料的抗冻性效果最好。

表7 稻壳水泥基复合材料的物理力学性能
4.2 复合材料性能改善方法研究进展
稻壳化学组分中纤维素和半纤维素含量有大量亲水性羟基基团,极易吸收水分,从而降低了水泥水化反应中水分子含量,对水泥水化反应造成阻碍,最终导致稻壳水泥基复合材料性能不太理想。目前,可通过稻壳改性和添加其他材料等方法来提高复合材料性能。韩福芹[60]、陈墨等[61]采用羧甲基纤维素与甲基丙烯酸甲酯接枝共聚物(CMC-g-PMMA)对稻壳改性处理,处理后稻壳和水泥结合更为紧密,当稻壳含量为20%,CMC-g-PMMA添加量为1%时,材料的抗折强度和抗折弹性模量分别为未处理试样的2.27和2.71倍,材料受冻融、干湿处理影响较小,耐久性和保温性能较好。Pakravan[62]等在复合材料中加入聚乙烯醇(PVA)纤维,制备的复合材料抗弯强度介于6.01 ~6.48 MPa之间,抗压强度达到40M ~50 MPa。
5 结语与展望
将废弃物稻壳作为材料进行利用,制备生物质复合材料,既减少了对环境的污染,也实现了废弃物的高值利用,拓展了生物质复合材料的原料来源。目前,科研工作者在利用稻壳制备生物质复合材料的研究和应用上取得了一定的进展,但大部分研究集中在稻壳生物质复合材料的制备、稻壳改性处理以及改善稻壳和基体材料界面相容性方面,对如何最大限度发挥稻壳生物质复合材料的优势,进一步推动稻壳材料化利用的研究和应用,仍需加强以下几方面的工作。
(1)强化研究稻壳生物质复合材料的复合机理,处理好稻壳与基体界面相容性问题,提出高效的界面和稻壳改性方法,以指导开发性能更加优异的稻壳生物质复合材料。
(2)利用先进技术,优化稻壳生物质复合材料结构设计,深化稻壳生物质复合材料功能多元化研究,开发更具特色性能的稻壳生物质复合材料,拓宽其应用范围,创造更高经济价值。
(3)加强稻壳生物质复合材料宣传和推广,研发满足实际生产需要的工艺技术,进一步降低产品成本,推进产业化应用。
