废旧铅酸蓄电池打孔控制系统的研究
2022-04-12史兴龙丁文捷
史兴龙,丁文捷
(宁夏大学 机械工程学院,宁夏 银川 750021)
目前我国铅的矿产资源已濒临枯竭,保障年限不足5年,铅的需求越来越依靠铅的二次资源,由此废旧铅酸蓄电池回收处理产业应运而生[1]。我国废旧铅酸蓄电池回收行业总体处于一种无序状态,其技术装备水平低、金属回收率低、能耗高,因此高效绿色和规范机制成为该行业发展研究的重点[2]。
国内废旧铅酸蓄电池破拆回收采用的是切割分离方法。拆解的首要步骤是对电池顶盖进行打孔,目的在于将酸液从孔位排放干净,避免在后期处理过程中造成酸液泄漏。蓄电池内的酸液具有强腐蚀性,已列入《国家危险废物名录》其他废物(HW49,900-044-49),因此破拆前排除酸液是必不可少的环节[3-4]。传统废旧铅酸电池倒酸采用人工打孔方式,每次只能打出单孔,费时费力且效果完全依靠工人的经验,技术不够规范,打孔步骤繁多,自动化程度低,并且操作时含铅的硫酸水溶液四溅,会对环境和人体造成伤害,这种有害物质在人体内或自然环境中会造成永久性的损害[5]。因此,需要设计一种打孔装置满足机械化打孔需求,从而弥补人工打孔的不足,减少碎屑的产生,提高打孔效率。
1 控制系统的组成模块
废旧铅酸蓄电池打孔控制系统由打孔硬件装置部分和控制软件部分组成,见图1。硬件部分中,打孔装置实现各个钻头的分级变距、机架升降和定位输送电池;软件部分中,通过RS485 串口模块实现硬件装置与PC 机的数据通信。用户可以通过MFC窗口界面配置通讯端口和波特率,实现手动输入钻头位置打孔和自动读码打孔,打孔运行模块和机头位置模块可完成启停打孔、显示位置等操作。

图1 打孔控制系统组成部分
2 硬件基本组成
2.1 硬件结构
打孔控制系统的硬件部分采用了一种铅酸蓄电池可阵列打孔输送装置,主要包括:动力驱动装置、拉杆变距装置、机架升降装置、电池定位输送装置。动力驱动装置由移动滑块、气缸、浮动接头和辅助推块组成;拉杆变距装置由彼此连接成滑槽副的滑槽杆和滑槽块组成;机架升降装置由升降滑板、升降滑轨、底座板、底座气缸及底座浮动接头组成;电池定位输送装置由电机和带周转箱的传送带组成。打孔控制系统硬件结构图如图2 所示。
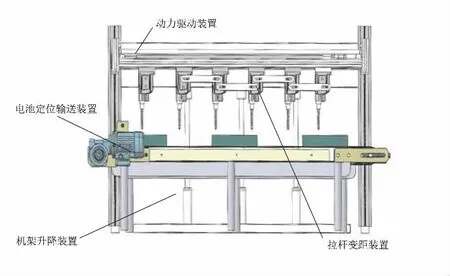
图2 打孔控制系统硬件结构图
自动化可阵列式打孔装置可实现一次性同步打孔,打孔装置的实施动作如下:将铅酸蓄电池在同一水平线上线性排列,利用电机驱动装置实现联动,即气缸与浮动接头配合。浮动接头的作用是保证钻距的定位精度,通过彼此连接成滑槽副的拉杆变距机构来调整钻头之间的距离。气缸活塞杆伸出至辅助推块,辅助推块与钻头固定座、滑槽块、滑槽杆联动实现分级变距,以适用于不同尺寸的电池打孔。阵列钻头运动至电池外壳盖的相应目标区域,定位完毕后,移动板内挡销伸出并与钻头固定座锁死,执行打孔指令。
硬件部分具有以下特点:
(1)自动化同步打孔。针对某一具有6 个铅栅隔板的铅酸蓄电池,打孔装置可以对隔板一次性打出6 个钻孔。为了满足扩充阵列排钻的需求,系统根据具体情况能够一次性完成N 个钻孔。
(2)可调钻头间距。各个电池尺寸和仓数不同,系统能够对钻头间距进行可调控制,突破了打孔种类单一的限制。
(3)更换排钻操作简单。在后续设备的运维管理方面,为了便于安装或拆卸钻头,系统设计了阵列排钻的更换操作。
2.2 实施接线
实现铅酸蓄电池打孔控制数据传输的主要装置有:VSMD103_025T 微型一体化步进电机、RS485 串口模块。该步进电机主要技术参数如下:
(1)输入电压(IVT):12~40 V 直流电压。
(2)波特率(BDR):2 400~912 600 b/s。
(3)微步细分(MCS):1/32 微步~全步。
(4)速度(SPD):-192 000~192 000 r/min,正值代表电机正转,负值代表电机反转。
(5)匀速电流(CRN):0~2.5 A,匀速状态下降低电流,可减小电机发烫现象。
步进电机1、步进电机2、步进电机3 分别驱动打孔钻头X,Y,Z 的运动方向。步进电机与RS485总线级联在一起,可便于扩展。RS485 接口最大可级联16 个从设备。打孔装置硬件接线图如图3 所示。

图3 打孔装置硬件接线图
2.3 理论依据
打孔钻头运行状态和电机运动距离的计算是保证装置顺利工作的重要依据。打孔钻头的选型计算主要包括钻削力[6],公式如下:

式中:Fc为打孔钻的钻削力,N;CFc为材料加工系数;fyfc为材料加工指数等于0.7 时的钻削进给量,mm/r;dzfc为材料加工指数等于1 时的打孔孔径,mm;KFc为材料的硬度系数。
步进电机的脉冲与装置移动距离计算公式如下[7]:

式中:P 为电机旋转一周需要的脉冲,个;l 为装置移动的线位移,mm;C 为同步轮旋转一周时行进的距离,mm;d 为同步轮的直径,mm。
3 软件操作流程
3.1 控制界面
基于Visual Studio 2015(VS)MFC 窗口功能设计的打孔控制器界面如图4 所示。程序代码通过PC机发送至驱动装置,实现打孔等操作。废旧铅酸蓄电池打孔控制系统软件部分需要完成以下功能。

图4 打孔控制器界面
(1)通讯模块。打开/关闭通讯端口:用于实现上位机与下位机RS485 串口模块之间的数据传输。
(2)打孔码模块。读码:打开PC 机内编译程序文件,执行打孔代码指令。保存:将用户编译完成后的文件保存至PC 机。
(3)钻头位置调整模块。置零:将实时运动钻头X,Y,Z 轴位置清零。调整:执行输入钻头位置参数的指令。回零位:将实时运动钻头X,Y,Z 轴返回移动参考点。
(4)机头位置模块。实时显示钻头X,Y,Z 轴移动位置和计时器读数。
(5)打孔运行模块。打孔:开启串口模块通讯和电机使能,执行打孔程序文件代码。继续:将系统的停运状态转为运转状态。终止:拒绝读取当前打孔程序代码。急停:若遇特殊状况,打孔装置停止当前工作。
软件按钮的功能在C++基础上进行编写,文件项目为VSMD_LIB 应用程序,程序函数主要包括以下内容。
(1)“VSMD_LIB.cpp”:打孔软件主应用程序源文 件,包 含“stdafx.cpp”“VSMD_LIB.cpp”“VSMD_LIBDIg.cpp”。
(2)“VSMD_LIB.vcxproj”:向导生成的VC++项目的主项目文件,包含项目文件版本、平台、配置和项目功能信息。
(3)“VSMD_LIB.vcxproj.filters”:筛选器文件,包含有关项目文件与筛选器之间的关联信息。
(4)“VSMD_LIB.h”:应用程序的主头文件,包括“Resource.h”“stdafx.h”“Vsmd.h”“VSMD_LIB.h”“VSMD_LIBDIg.h”。
(5)“VSMD_LIB.rc”:可编辑MFC 图标窗口界面等资源列表文件。
(6)“VSMD_LIB.ico”:应用程序图标文件,包括标题栏图标和machine 图标。
3.2 操作方法
打孔软件可实现自动化打孔作业需求,输入打孔程序代码即可实现废旧铅酸蓄电池的打孔工序。打孔控制软件运行流程如图5 所示。

图5 打孔控制软件运行流程图
具体实施步骤如下。
(1)连接完成打孔装置的硬件连线后,利用RS485串口模块实现打孔装置软、硬件之间的数据交互传输。信息流上传至PC 机,此时串口模块运行灯闪烁。当串口模块通过USB 端口接入PC 机时,PC 机自动为其分配一个COM 端口,可在“我的电脑”下“设备管理器”的端口栏查看。打开Visual Studio 2015 界面程序,开启装置电源,电钻头空转,预测试打孔装置的平稳性与安全性。待打孔装置平稳运转后,将待破拆的废旧铅酸蓄电池放在打孔工作台上。
(2)打开本地Windows 调试器,系统自动显示Visual Studio 2015 MFC 打孔控制器窗口。用户可以在通讯模块输入端口COM3 和波特率9 600 b/s;也可以在配置文件configuration.ini 中调整通讯参数,包括COM 端口和波特率。为了满足RS485 串口模块与PC 机适配要求,在记事本里自行输入要更改的参数,保存后的配置文件及数据会自动更新至打孔控制器界面中。打开通讯端口按钮后,若装置正常运行电机使能,串口模块运行灯闪烁并且可以听到VSMD 步进电机启动响声。
(3)当钻头X,Y,Z 轴处于(0,0,0)位置时,钻头位置调整模块里所有按钮无效触发,仅当输入钻头位置参数后才能有效触发。点击回零位按钮,机头运动至程序预先设置好的重置点,为后续执行打孔指令做好准备。点击打孔码模块中的读码按钮,PC机自动弹出程序文件窗口,选择预先编译完成的标准测试文件,此时打孔码模块区域自动读取“时刻,轴,脉冲数”参数程序,例如显示:1,1,500;6,2,6 000;19,3,-5 500。其中轴1,2,3 分别代表步进电机X,Y,Z的方向,“1,1,500”3 个参数含义为:当计时器运行时间为1 s 时,步进电机仅移动X方向,电机运行至设置位置的脉冲数为500 个。点击打孔运行模块中打孔按钮,打孔装置可执行打孔编译程序,完成指令。机头位置模块可以实时显示钻头X,Y,Z轴移动位置和计数信息。
(4)自动化打孔装置在工作过程中一旦发生程序读码错误,产生碰撞打框等安全事故,可在打孔运行模块中点击急停按钮,打孔装置会立即响应,使电机脱机,并且同时关闭通讯端口,即串口模块运行灯不再闪烁,电机启动响声停止。再次点击继续按钮时,可以恢复运行状态,即串口模块运行灯闪烁,电机启动响声,打孔装置正常运转。
4 结论
本文针对废旧铅酸蓄电池自动化打孔作业需求,设计了一种废旧铅酸蓄电池打孔控制系统,得出以下结论。
(1)打孔装置硬件部分可实现自动化同步打孔、可调钻头间距、扩充阵列排钻功能。系统采用机械化生产代替人工操作,能够提高生产效率,满足工厂实际作业需求。
(2)软件部分的基本组成模块包括:通讯模块、打孔码模块、钻头位置调整模块、机头位置模块、打孔运行模块。软件界面简单易懂,用户操作方便,灵活便捷,可调整端口设置以满足机器适配需求,并且便于监控和判断打孔装置的运行状态和程序读码的正误,提升了软、硬件交互的安全指数。
(3)本文给出了一种具体的打孔控制软件操作方法。系统结合打孔装置的技术参数范围,选择了适合本机使用的打孔运行状态,为用户提供了清晰的操作逻辑。
