面向轻量化的发动机关键零部件材料及工艺探究
2022-04-09宁李谱
宁李谱
(泛亚汽车技术中心有限公司,上海 201208)
主题词:汽车 发动机 材料 工艺 轻量化
1 引言
随着CO排放量的增加,世界各地气候异常现象和极端气候灾难频发,应对气候变化已成为人类面临的共同挑战。习近平主席在2020年12月12日“领导人气候峰会”上宣布将碳达峰、碳中和纳入生态文明建设整体布局。然而,我国要在10年内实现碳排放达峰、40年内实现碳中和目标的任务十分艰巨。
截至2020年底,我国机动车保有量达3.72亿辆,其中汽车保有量为2.81亿辆,是全球第1大汽车生产国和消费市场。汽车产量的不断增长在给国家经济注入活力,极大改善人们生活水平的同时,带来的能源和环境等问题也成为汽车行业发展面临的重要问题。汽车行业的碳减排对我国能否顺利实现碳达峰、碳中和至关重要。汽车碳排放量主要受车辆整备质量、燃油经济性、耗电量等因素影响,高效驱动技术的开发及轻量化技术的应用将有助于汽车全生命周期碳减排。
《节能与新能源汽车技术路线图2.0》关于燃油车的油耗,提出了明确的要求,2025年、2030年、2035年3个阶段,乘用车(不含新能源车)新车平均100 km油耗分别需要达到5.6 L、4.8 L和4.0 L。对于燃油车来说,降油耗是必然的,但是随着油耗法规要求愈发严苛,下降空间越来越小,依靠提高热效率降油耗的难度也越来越大。所以,出于对油耗、成本等各种因素的考量,轻量化无疑是降油耗最直接的技术手段。研究表明,若汽车整备质量降低10%,燃油效率可提高6%~8%;汽车整备质量每减少100 kg,100 km油耗可降低0.3~0.6 L;汽车整备质量降低1%,油耗可降低0.7%。据欧洲铝业协会报告,汽车整备质量每降低100 kg,100 km可节约0.6 L燃油,CO减排800~900 g。同时,汽车整备质量减轻还能使车辆在动力、操控以及安全等方面具有更出色的竞争力。在普通的轻型车辆中,发动机重量约占汽车整备质量的10%~15%,可以说发动机轻量化是整车降低碳排放的重要组成部分。
除了结构优化以外,轻量化技术主要是材料和制造工艺2个方面,如图1所示。其中,轻量化材料主要有2类:(1)高强度材料,主要指高强钢;(2)低密度材料,主要指铝合金、镁合金、钛合金、工程塑料及复合材料等。轻量化制造工艺方面包括热冲压成型、液压成型、铝镁合金压铸新工艺、精密锻造成型等成型工艺。
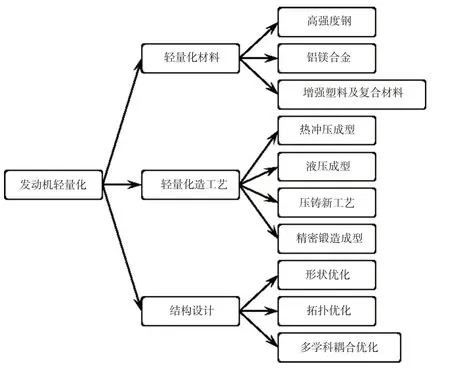
图1 发动机轻量化技术分类
2 发动机关键零部件材料
轻量化技术需要在保证强度和安全性能的前提下才能完成,由于发动机复杂苛刻的工作条件,包括高温、高压、腐蚀、摩擦磨损及振动等,所以和汽车其它零部件相比,发动机零部件需要具备高强度、耐疲劳、耐冲击、耐磨损及NVH性能好,进而发动机零部件对其所用的材料也提出了更高的要求。
2.1 缸体和缸盖
2.1.1 缸体
缸体可以说是发动机的躯体,是发动机最基础的零部件,其它各种零部件都直接或者间接安装在它的上面。缸体承载着曲轴、活塞、连杆等结构件,需要承受燃烧过程中压力和温度的急剧变化及活塞(环)高速往复运动产生的强烈摩擦,工作条件十分恶劣,如图2所示。

图2 发动机缸体
汽油发动机目前更多的采用铝合金缸体,或者是铝镁合金缸体。结构相对简单的缸体大多数采用的是高压铸造,对于内腔结构比较复杂的缸体一般采用消失模铸造和Cosworth法。
铝合金缸体的优点:
(1)散热性能好,有利于提高发动机的压缩比;
(2)重量轻,在相同结构下,与铸铁材料相比,重量可以减轻40%~60%。
铝合金缸体的缺点:
(1)成本较高;
(2)需要缸套或者通过特殊措施对缸筒内表面进行镀层处理,来提高内表面的耐磨性。
气缸套是镶嵌在缸体上的,支撑活塞(环)往复运动,要求必须非常耐磨,如图3所示。因此,一般采用耐磨性好的铸铁材料(例如:珠光体铸铁、合金铸铁、高磷铸铁、含硼铸铁)。目前,在铝合金缸体上可以直接使用金属喷涂技术,获得一层致密耐磨的铁基涂层,同时可以利用激光淬火,增强其硬度和耐磨性,可以大大减轻发动机的重量。

图3 铝合金缸体中的铸铁缸套
2.1.2 缸盖
缸盖从上部密封缸体,并与活塞顶部一起构成燃烧室,会与高温高压的燃气直接接触,所以其要承受很大的热负荷和机械负荷。现今的发动机,缸盖基本都为铝合金材质,这主要得益于铝合金的导热性较好。缸盖承载着配气机构的零部件,包括正时系统、凸轮轴、摇臂、进/排气门、气门座圈、气门导管,还有进/排气道等。缸盖内部有复杂的冷却水道和油道,分别与缸体的冷却水孔和油孔相通,利用循环水来冷却燃烧带来的高温,如图4所示。

图4 发动机缸盖
缸盖和缸体的工作条件和结构复杂程度有许多相同之处,所以2者一般使用同样的材质和工艺。铝合金材料导热性能好,具有良好的冷却性能,是1种优异的气缸材料。铝合金中加入Cu可改善热稳定性,加入Mg可提高铸件硬度。目前,大多数铝合金缸盖采用的是金属型重力铸造和低压铸造。
2.2 曲轴
曲轴在工作过程中,受到燃烧压力、惯性力及力矩的共同作用,从而产生拉压、弯曲、扭转、剪切等交变应力,要求曲轴有较高的抗拉强度、疲劳强度、刚度及耐磨性,同时心部还要有一定的韧性。目前,普遍使用的曲轴材料主要有锻钢和球墨铸铁2类,如图5所示。

图5 发动机曲轴
2.2.1 锻钢曲轴
采用精锻中碳钢或中碳合金钢,需要采用调质(或正火)热处理来提高强度并改善加工性能。锻造曲轴由于需要热处理,工艺较复杂,需要时间多,而且能源消耗较大。
微合金非调质钢是近些年来发展起来的新钢种,通过添加V、Nb、Ti等合金元素细化晶粒,强化基体,提高钢的强度。优点是,可省去调质(或正火)处理工艺,具有明显的简化工艺、节时节能效果。同时可改善切削加工性能。
2.2.2 球墨铸铁曲轴
球墨铸铁无残余应力,加工时产生的缺陷较少,而且其减振性、耐磨性、对缺口敏感性等方面优于锻钢。铸造工艺可使连杆轴径中空,减轻回转质量,同时可减少曲柄拐角处的应力集中。球墨铸铁曲轴,尤其是铸态球墨铸铁曲轴,具有生产工艺简单、能源消耗少、生产成本低、生产效率高等优点。
球铁要取代锻钢,重点是提高动态特性,尤其是动态韧性,可采用等温淬火(ADI)工艺,获得基体为奥氏体加贝氏体混合组织,其中加入少量Ni、Mo或Cu来提高硬度。富含碳的残余奥氏体比较稳定,韧性好且不连续,极大地提高了材料的性能。ADI提高了球墨铸铁类材料的机械性能,拓展了球铁材料的应用空间,使得球墨铸铁材料具有高强度、高韧性、耐疲劳和耐磨性能。
2.3 活塞和活塞环
活塞顶部承受燃气压力,并通过活塞销传给连杆,并使曲轴旋转,如图6所示。
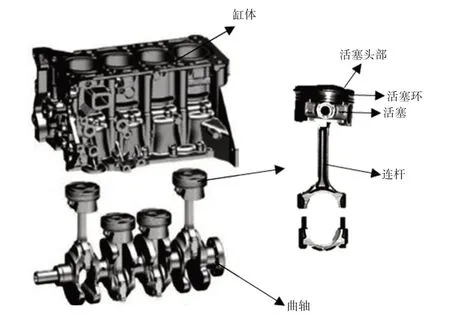
图6 活塞、连杆及曲轴位置关系
2.3.1 活塞
活塞的基本结构可分为顶部、头部和裙部。活塞顶部还是燃烧室的组成部分。活塞直接与高温气体接触,顶部温度高达600~700 K,且温度分布很不均匀,同时活塞顶部承受气体压力很大,活塞在缸筒内高速(8~12 m/s)往复运动,且速度在不断地变化。活塞在这种恶劣的条件下工作,会产生变形并加速磨损,还会产生附加载荷和热应力,同时受到燃气的化学腐蚀作用。
对活塞材料的要求:
(1)有足够的刚度和强度;
(2)导热性好,有充分的散热能力;
(3)低摩擦、耐磨损;
(4)热膨胀系数小,温度变化时,尺寸、形状变化要小;
(5)重量轻,尽可能减小往复惯性力。
铝合金材料基本上满足上面的要求,因此,汽油机活塞一般都采用高强度铝合金。
2.3.2 活塞环
活塞环安装在活塞头部的环槽中,以防止高温、高压燃气窜入曲轴箱,同时阻止机油窜入燃烧室。活塞环数取决于密封的要求,与发动机的转速和燃烧压力有关。高速发动机的环数比低速发动机的少,汽油机的环数比柴油机的少,一般情况下,汽油机采用2道气环、1道油环,如图7所示。
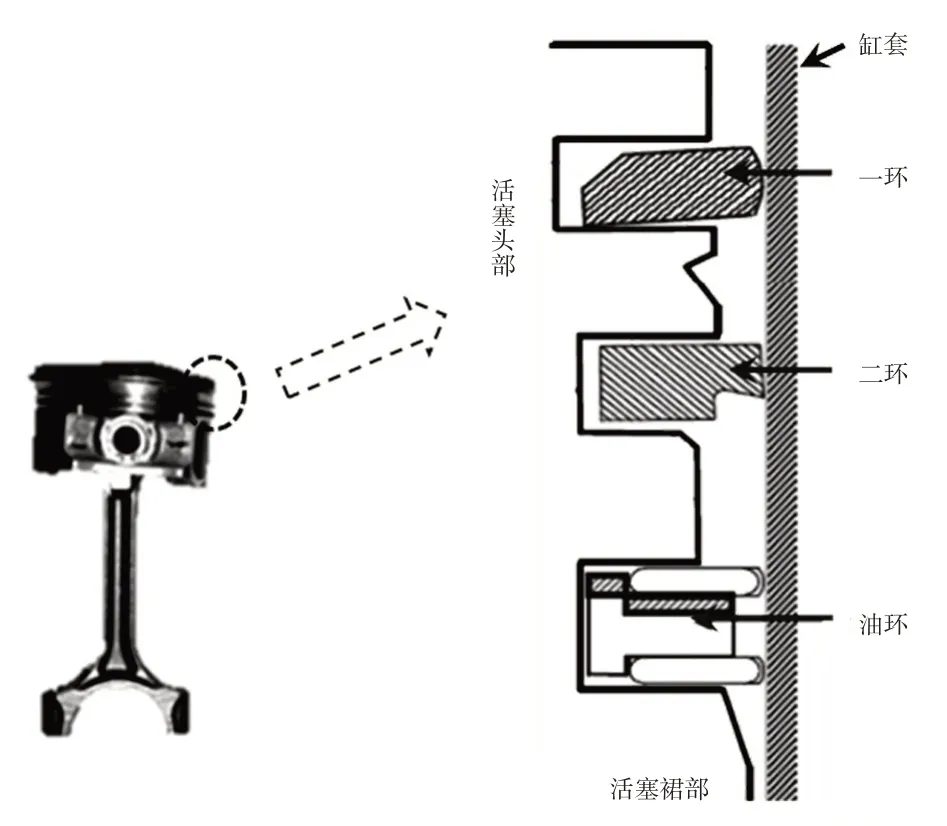
图7 活塞、活塞环与缸套位置关系
活塞环用的材料一般3种:球墨铸铁;合金铸铁;钢制(马氏体不锈钢或奥氏体不锈钢)。汽油发动机的活塞环一般采用钢制,相比铸铁环,钢质活塞环工艺简单,重量较轻、加工方法简单。活塞环发展的另一趋势是薄型化,活塞环高度变小,活塞环与缸套之间的密封性加强,可以进一步减少润滑油窜入燃烧室的机率。
活塞环直接与缸壁接触,并且随活塞高速往复运动,要求其有很好的耐磨性,与此同时还需要保证润滑性能。目前,在铸造基材上带有镀铬层的活塞环和带有氮化铬PVD涂层的钢活塞环应用较广泛。近些年,出现的DLC涂层,主要作为功能涂层,可以涂覆在抗磨损涂层(氮化层、PVD层)之上,进一步减少了涂层磨损水平。
2.4 连杆
连杆是发动机的核心受力部件,连接活塞和曲轴,把活塞的往复运动转变为曲轴的旋转运动,并将活塞承受的力传给曲轴。这些力的大小和方向都是周期性变化的,因此连杆受到强烈的交变载荷作用,做复杂的平面运动。所以,连杆必须有足够的疲劳强度和结构刚度。连杆杆身通常作成工字型断面,以求增加其强度和刚度。连杆大头与曲轴的曲柄销相连,大头一般作剖分式的,被分开的部分称为连杆盖,使用连杆螺栓紧固在连杆的大头上,如图6所示。
铸造连杆因具有成本优势,采用可锻铸铁和球墨铸铁生产,多用于轿车发动机。常规粉末冶金烧结连杆,其疲劳强度等力学性能已达到铸造连杆的水平,成本低且重量偏差小,有望取代铸造连杆。目前大量使用的连杆是模锻件,适用于高负荷、高转速发动机。锻造是使材料发生塑性变形,从而变成具有一定形状和尺寸的锻件,改善组织结构,获得高的力学性能。对于锻造材料,多选用调质钢,也可选用微合金非调质钢。粉锻连杆是将常规粉末冶金工艺与机械精锻相结合,既具有粉末冶金的特性,又具有机械精锻的优点。
2.5 凸轮轴
凸轮轴控制气门的开启和闭合动作。虽然在四冲程发动机里凸轮轴的转速是曲轴转速的一半,不过它的转速依然很高,而且需要承受较大的扭矩。因此,在发动机设计中对凸轮轴在强度和支撑方面的要求很高。凸轮轴承受周期性的冲击载荷,凸轮与摇臂(或者挺柱)之间的存在接触应力,相对滑动速度也很高,导致凸轮工作表面的磨损比较严重。所以,凸轮轴轴颈和凸轮工作表面除尺寸、表面粗糙度和刚度要求外,还应有较高的耐磨性,同时也需要保证良好的润滑条件。
对于汽油发动机,目前多采用双顶置凸轮轴,位于气缸盖上侧,如图8所示。凸轮轴通常由优质碳钢或合金钢锻造,也可用合金铸铁或球墨铸铁铸造。轴颈和凸轮工作表面经热处理后磨光。为了减轻重量,有些凸轮轴采用型芯铸造,可以做成空心凸轮轴。装配式凸轮轴,亦称组合式轮轴,是将凸轮轴分成凸轮、芯轴、轴颈等若干个可装配件,分别进行材料优化及精益加工,再组装成整体凸轮轴的新型组合设计。凸轮一般采用碳钢或粉末烧结材料,碳钢凸轮可进行精密塑性成形,并进行高频淬火或渗碳处理,芯轴则采用冷拔无缝钢管。

图8 发动机凸轮轴及其位置
2.6 气门
气门用来控制发动机输入空气并排出燃烧后的废气,分为进气门和排气门,如图9所示。气门是由气门头部和杆部组成。气门头部要承受燃烧带来的高温(进气门:570~670 K,排气门:1 050~1 200 K),同时还承受气体的压力、气门弹簧的作用力和传动机构的惯性力,而润滑、冷却条件相对比较差,要求气门必须有一定强度、刚度、耐热和耐磨性能。

图9 发动机气门
气门一般采用耐热钢材料,例如铬钢、镍铬钢、硅铬钢、镍基合金等。由于气门在发动机里工作环境恶劣,有时还会在气门表面喷涂一层钨钴合金,用以提高耐蚀性和耐高温性能。为了增强气门的散热性,尤其是排气门,会在气门内部充金属钠,钠受热熔化后在气门内部流动,可以将气门头部的热量带走并散发出去。
气门座圈镶嵌在缸盖上面,与气门配合工作,工作条件与气门类似,一般采用耐热合金钢或者合金铸铁等。气门弹簧的作用是使气门回位,同时保证气门头部和气门座圈的落座力,一般采用优质冷拔弹簧钢卷制而成,经过热处理,抛光或者喷丸处理而成。
2.7 轴瓦
发动机中的滑动轴承,有整体式和剖分式2种,整体式轴承通常称为轴套,典型应用是活塞销-连杆小头之间的轴承;剖分式轴承通常称之为轴瓦,形状为瓦状的半圆柱面。轴瓦与轴颈之间是间隙配合,工作时要求有1层油膜起到润滑作用。如果由于润滑不良,轴瓦与轴之间就存在直接的干摩擦,摩擦产生的高温仍然足于将其烧坏。轴瓦还可能由于负荷过大、润滑油存在杂质或黏度异常等因素造成烧瓦。
轴瓦材料的要求是:摩擦系数小、有足够的疲劳强度、良好的顺应性和耐腐蚀性。常用的轴瓦材料有轴承合金(巴氏合金)、铜合金、粉末冶金以及耐磨铸铁等。固体润滑轴承材料主要有聚合物、碳基材料和特种陶瓷3大类,如图10所示。
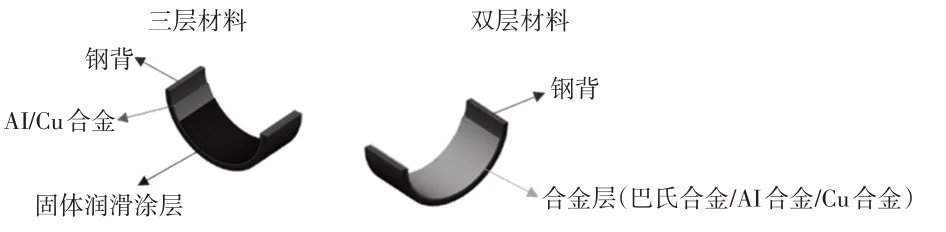
图10 发动机轴瓦示意
2.8 进气歧管
进气歧管是发动机进气系统中最重要的部件之一,决定着发动机的进气效率和各缸进气的均匀性。塑料进气歧管,如图11所示,具有重量轻、设计自由度高等优点,采用注塑工艺成型,相比传统的铝合金材料,质量可减轻40%~60%,且内腔表面光滑,流动阻力小,有助于提高发动机性能。常见材料有PA6+GF30、PP+SGF35等,尼龙材料具有较好的综合性能,经过玻纤增强改性后,其强度、尺寸稳定性等指标得到很大的提高,是汽车发动机及周边部件中用量最大的工程塑料。

图11 发动机塑料进气歧管
2.9 平衡减振齿轮
平衡减振齿轮由轮齿齿圈、腹板、配重块、橡胶环及轮毂组成,如图12所示。其中,腹板设计有配重块,整体结构类似扇形,可通过调整其厚度来调整动平衡。橡胶环通过硫化工艺固接于在腹板与轮毂之间,可以隔离曲轴扭转振动,提升平衡轴系统的耐久性,同时还可以降低齿轮的啮合噪音。
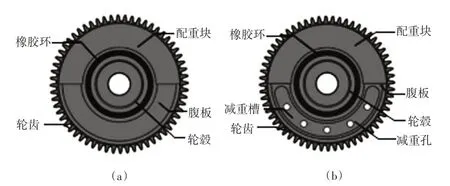
图12 减振齿轮结构示意[24]
轮齿、腹板、配重块及轮毂多采用粉末冶金材料,橡胶环材料为氢化丁腈胶,通过硫化工艺成为实现齿轮功能的关键部分,使得轮齿、腹板、配重块、橡胶环及轮毂粘接为1个整体,成为功能完善的平衡减振齿轮。
3 轻量化制造工艺
除了采用高强度钢、铝镁合金、复合材料以外,先进的制造工艺也是轻量化的另一重要途径。在不降低结构件本身强度和刚度的情况下,实现减重的要求。
3.1 热冲压成型
热冲压成型也称冲压硬化,多用于板材类零件的冲压成型。首先将初始强度为500~600 MPa的钢板加热到880~950℃,然后快速转移至内部带有冷却系统的模具内冲压成形,并处于保压状态,以大于27℃/s的冷却速度进行淬火处理,保压淬火后,获得均匀马氏体组织,可以生产出强度高达1 500 MPa的超高强度钢零件。热冲压成型技术可以改善冲压成型性并提高尺寸精度,减轻重量,是实现汽车轻量化生产的关键技术工艺之一。
3.2 液压成型
液压成型也称为内高压成型,适用于沿构件轴线变化的圆形、矩形截面或各种异形截面空心构件。液压成型是将管坯放入模具内,利用高压液体充入管坯空腔,同时辅以轴压补料,使其直径胀大至贴靠凹模的成型过程。与传统冲压焊接工艺相比,液压成型技术可以提高成型精度、成型件的强度与刚度、减少模具数量、降低生产成本等优点。
3.3 铝镁合金压铸新工艺
压铸成型是铝镁合金铸造最主要的成型工艺。铝镁合金本身具有优良的压铸工艺性能,包括合金液黏度低,流动性好,易于充满复杂型腔。近年来,一些新的铸造方式包括精密铸造、低压铸造、真空压铸、半固态压铸都有不断的发展。目的是消除铸造缺陷,提高尺寸精度及铸件内在质量。优势主要在于获得较高工艺品质的同时,可以生产中空、薄壁、复杂构件。随着铸造技术的进步,压铸件产品的壁厚也越来越薄,对于面积在100~500 cm的铸件,铝合金、镁合金可以生产1.8 mm壁厚的零件;对于面积大于500 cm的铸件,铝合金、镁合金可以生产2.5 mm壁厚的零件。
3.4 精密锻造成型
精密锻造成型技术是指零件在锻造过程中,仅通过少量环节的加工或者不需要进行二次加工,就制造出尺寸精度达标零件的技术。现阶段,精密锻造成型技术主要用于精锻零件和精细化毛坯2方面,即可以直接对零件整体、零件的某个部分及零件毛坯进行加工。依据成型温度不同可划分为:冷精锻、温精锻、热精锻及复合精锻。此成型工艺具有成本低、效率高、节能环保、精度高等优点。
4 新材料与新工艺在发动机开发中的位置
发动机开发流程(见图13)按照顺序可以分为设计需求、方案设计(概念设计)、总体设计与布置(初步设计)、性能设计与结构/强度设计(详细设计)和制造工艺与试验验证(工程设计),其中概念设计为确定发动机循环类型,进行方案研究;初步设计是从总体上把握新研制发动机的性能指标;详细设计起始于燃烧性能设计,然后进行结构设计和强度分析,此过程往往需要不断迭代才能完成;工程设计是进行制造工艺验证及发动机的试验验证,并最终确保发动机的性能和寿命。发动机研制流程中的新结构、新材料和新工艺正是创新点所在,这3者通常不是相互独立的,设计过程中需要系统地考虑3个方面的内容,形成发动机“结构-材料-工艺”一体化系统工程。

图13 发动机研制流程
5 结论与建议
由于发动机子系统众多,除了主要的旋转往复运动部件和主要承载部件,还包括冷却系统、润滑系统、燃油系统等子系统,结构复杂,对加工工艺要求较高,对设计能力提出了很高的要求,而这种能力需要完善的发动机设计体系作为支撑。发动机轻量化是1个系统工程,涉及到结构设计、材料、工艺等多个方面,结构设计是主导,材料应用是支撑,制造工艺是保障,需要更好的把新材料、新工艺、新结构,进行集成化、系统化的应用。
发动机轻量化新材料的使用是基于性能、环保、安全、成本等多种因素平衡的结果,材料多样性可以说是发动机材料选用的基本原则。高强钢、铝合金、镁合金、复合材料等汽车轻量化材料特性不同,用途不同。考虑用铝镁合金材料替代铸铁材料,结合结构的优化,实现更强,更轻,铝合金的典型应用有缸体、缸盖、活塞、油底壳等零部件,镁合金主要应用于壳体类零件。高强度钢的工艺成熟,成本优势明显,但是减重效果不如镁铝材料,主要应用于齿轴类零件。塑料制品重量轻、加工性能良好,但承载力、力学性能等与钢相比仍有差距,目前仅用于一些非承载零件,例如进气歧管、凸轮轴罩盖等。
在当前节能减排的大背景下,油耗及排放法规日益严苛,对汽油机的要求越来越高,热效率的提升也愈发困难,而通过轻量化来实现动力、油耗等层面的性能提升,可实现的范围更广,可能性也更大,轻量化新材料的推动势在必行。