拓宽热轧超薄超宽2205 系双相不锈钢船板极限规格研究
2022-04-02武文青杨厚琳
武文青, 张 雷, 杨厚琳
(山西太钢不锈钢股份有限公司临汾分公司, 山西 临汾 041000)
1 研究背景
2205 系双相不锈钢是由质量分数为22%的铬、质量分数为3%的钼及质量分数为5%~6%的镍氮合金构成的双相不锈钢。它具有高强度、良好的冲击韧性以及良好的整体和局部的抗强腐蚀能力。与奥氏体不锈钢相比,2205 系双相不锈钢的耐压强度是其两倍,热轧时变形抗力大。2205 系双相不锈钢是铁素体和奥氏体含量各占50%的不锈钢(标准状态下),在实际制造中,要求最高相含量比值在60%以内,在轧制时其特殊的组织边部容易开裂,特别是轧制超薄、超宽极限规格不锈钢时,存在热轧板形较差,成功率低的问题。
近几年,2205 系双相不锈钢板合同量不断增加,特别是2205 系双相不锈钢船板的合同量更是逐年增加,订单中2205 系双相不锈钢船板超薄、超宽极限规格越来越多,如7.5 mm×2 500 mm×Lmm、8 mm×2 500 mm×Lmm、8.5 mm×2 500 mm×Lmm、9.5mm×2600mm×Lmm、11.5mm×2800mm×Lmm,而热轧板形合格率只有20%以下。超薄、超宽2205 系双相不锈钢船板极限规格在轧制时板形难以控制,容易产生中浪、边浪板形缺陷,更有甚者会出现直接“刮框”轧废的情况。因此,需要分析造成板形不良的影响因素,查找具体原因并予以改进,以提高轧制板形,从而保证轧制超薄、超宽2205 系双相不锈钢船板极限规格生产的持续稳定和质量稳定控制。
2 热轧超薄、超宽2205 系双相不锈钢船板极限规格影响因素分析
2.1 超薄、超宽2205 系双相不锈钢船板坯料设计
在对超薄、超宽2205 系双相不锈钢船板极限规格轧制时,结合现场设备的工况,对坯料设计这一影响因素分析如下:
1)热轧超薄、超宽2205 系双相不锈钢船板极限规格坯料设计时,若钢板倍尺长度设计不合理,在轧制时易造成镰刀弯,轧制过程中也易出现钢板“刮框”轧废的情况;
2)热轧超薄、超宽2205 系双相不锈钢船板极限规格坯料设计时,钢板倍尺长度太长,轧机往复轧制时轧辊受热,热凸度增大,易导致钢板产生中浪;
3)热轧超薄、超宽2205 系双相不锈钢船板极限规格坯料设计时,通过二火改轧,直接改轧到成品宽度,一是改轧坯料通不过高压水除鳞箱,二是由于加热炉到精轧机距离为133.935 m,改轧中间坯厚度薄、温降快,无法保证终轧温度,钢板易出现瓢曲,而终轧温度太低,易轧废钢板。
2.2 加热温度
1)临汾分公司单炉单机生产,2 号加热炉与精轧机距离为133.935 m,坯料出炉后到精轧机轧制时,温度降低40~50 ℃,温降过快,轧制节奏、轧机控制不好,道次间的时间间隔延长,轧制时钢板易出现板形较差,更有甚者会出现“刮框”轧废的情况。
2)加热炉与精轧机距离较长,钢坯在运输过程中上表面散热速度快,轧制时上下表温差较大,容易形成头部上翘或下扣,薄板极易钻入上下工作辊护板间隙和轧机机后辊道间隙,造成钢板轧废甚至引起停机事故。
2.3 轧辊实际辊型
精轧机轧辊辊系凸度是辊系原始凸度、热凸度、轧辊磨损、轧辊挠度、辊缝倾斜等综合辊缝总和。精轧机轧辊原始凸度是精轧机轧辊辊缝凸度的基本保证,而精轧机轧辊磨床的磨削精度直接决定精轧机轧辊辊系的原始凸度。
精轧机工作辊型的计算公式如下:

式中:ΔD0为原始辊型,凸辊型为正,凹辊型为负,平辊型为零;ΔD热为热凸度,凸辊型为正,凹辊型为负;ΔD摩为磨损凸度。
通过精轧机工作辊型的计算公式可以看出,由于工作辊磨损凸度值很难事先确定,磨损凸度通过换辊来解决;热凸度由轧辊的材料和辊身温度分布决定,轧辊冷却水喷嘴堵塞,冷却不均匀皆会影响轧辊热凸度;原始辊型凸度一般情况为平辊型,由于辊温和磨损的影响,原始辊型凸度设计为负辊型,即由凹辊型来弥补辊温和磨损对精轧机工作辊型的影响。
2.4 精轧机窗口滑板间隙
1)精轧机窗口滑板间隙太大。由于钢板在轧制过程中,随着轧制时间的推移,精轧机窗口滑板不断磨损,磨损严重的滑板上的固定螺丝会磨损脱落,更有甚者牌坊上的滑板也会脱落。滑板不断磨损后,使得精轧机窗口滑板间隙太大,精轧机工作辊会在径向和轴向上产生“晃辊”“窜辊”,造成精轧机工作辊在轧制过程中轧制不稳定,从而形成边浪板形缺陷,更有甚者出现“刮框”轧废。
2)精轧机窗口滑板间隙上下工作辊差别太大。精轧机操作侧上下工作辊窗口滑板间隙差别太大,或精轧机操作侧和传动侧工作辊窗口滑板间隙差别太大,均会导致精轧机工作辊在轧制过程中受到的冲击力与轧制力不均衡,产生剧烈影响,且轧制控制也极不稳定,易造成飘曲板形缺陷,更有甚者出现“刮框”轧废。
2.5 精轧机推床中心线
1)轧制过程中,若推床对中不正或不进行推床对中操作,会使轧制钢板与精轧机工作辊中心线偏移,工作辊轴承两端所受的力不均衡,轧制时两个工作辊轴线不平行,就会导致轧制钢板两边压下率不相等,从而使轧制钢板两边出口厚度不相等,轧制的钢板易造成侧弯的板形缺陷。
2)临汾分公司2005 年投产的轧线中,精轧机推床与现在新上线的先进推床功能精度相差甚远,精轧机推床中心线对中差20 mm,两边轧制力差50 t,理论上钢板横向同板差约0.1 mm(不含压下机构弹性压扁、辊系凸度和油柱压缩不同引起的厚度差),钢板弯曲量在160 mm 以上。
3 超薄、超宽2205 系双相不锈钢船板板形控制措施
3.1 控制超薄、超宽2205 系双相不锈钢船板坯料设计
针对超薄、超宽2205 系双相不锈钢船板坯料设计影响因素,结合现场设备的工况,对坯料设计进行如下控制:
1)超薄、超宽、超长(8 000 mm 以上)坯料按单倍尺投料设计,倍尺板设计时,最好将总钢板毛长控制在20 m 以内;
2)针对同厚度、相近宽度规格船板,长度不好设计时,可考虑长钢板与短钢板之间的不同长度规格套轧,以保证钢板毛长小于20 m;
3)针对厚度在12 mm 以下,宽度超过2 500 mm的钢板,其长度设计越短越好,将毛长控制在10~15 mm 以内能较好地保证热轧船板板形。
3.2 优化加热工艺
针对2 号加热炉与精轧机距离为133.935 m 的实际情况,为了保证终轧温度,需优化加热工艺。
1)在对超薄、超宽2205 系双相不锈钢船板加热时,经与技术中心沟通,将加热二段、均热段的加热温度整体提高20 ℃,以确保超薄、超宽2205 系双相不锈钢船板的终轧温度。
2)为了避免超薄、超宽2205 系双相不锈钢船板轧制时上下表温差较大,容易形成头部上翘或下扣的板形缺陷的问题,加热二段温度时要控制上下表面温度相同,均热段下表面温度控制比上表面温度略低20 ℃,减少钢坯运输过程中上下表面温度不一致情况,使轧制时变形量均衡。同时防止轧制过程中出现头部上翘或下扣的板形缺陷。
3.3 优化精轧机工作辊辊型
优化精轧机工作辊辊型情况如图1 所示。
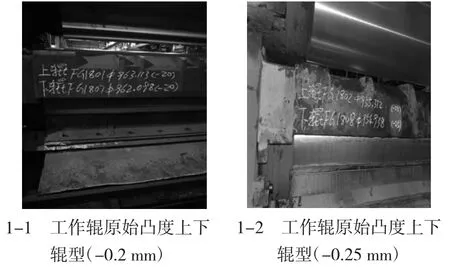
图1 优化精轧机工作辊辊型
根据2205 系双相不锈钢船板超薄、超宽规格,厚度8 mm 以下工作辊原始凸度设计为上下全部为-0.2 mm,轧制块数为100~200 块;厚度8 mm 以上工作辊原始凸度设计为上下全部为-0.25 mm,轧制块数0~100 块。
3.4 加强精轧机窗口滑板间隙检查确认
设定精轧机窗口滑板间隙功能精度标准:精轧操作侧上压紧缸滑板开口尺寸为1 220.6~1 221.847 mm,精轧操作侧下压紧缸滑板开口尺寸为1 220.8~1 221.915 mm;精轧传动侧上压紧缸滑板开口尺寸为1 210.6~1 211.847 mm,精轧传动侧下压紧缸滑板开口尺寸为1 210.8~1 211.915 mm。
每周至少测量三次精轧机窗口滑板间隙(见图2),在换辊时间或者检修时间测量精轧机窗口滑板间隙;精轧机窗口滑板间测量超出标准要求时,马上加插垫片来补偿滑板的磨耗量。
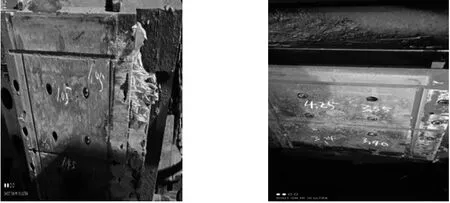
图2 精轧机窗口滑板间隙检查确认
每月月初检修时,检查和测量精轧机工作辊、支撑辊、牌坊滑板间隙,测量结果不满足工艺要求时,及时调整牌坊滑板间隙。
3.5 加强精轧机推床中心线确认
精轧机推床中心线设备功能精度:精轧机前、后推床轧件对中精度±10 mm;精轧机前、后推床轧件测宽精度±10 mm。确认现场图如图3 所示。

图3 精轧机推床中心线确认现场
轧机支撑辊使用的是油膜轴承,对前、后推床的对中要求更高。由于油膜轴承衬套和锥套间隙在0.1~1.1 mm(千分之轴承工作直径,随着使用时间的延续,间隙将增大),在支撑辊平衡力的作用下,主机不转时,两侧辊系间隙消除;主机转动时,衬套和锥套形成油膜,即轴承有0.1 mm 以上的油膜厚度间隙。当轧机咬入时,若推床对中差,会造成轧机里外侧油膜厚度压缩量不同。随着里外侧油膜厚度的变化,轧辊里外侧垂直位移量不同,辊缝形状随之发生变化,从而增加了板形弯曲和横向同板差。
临汾分公司精轧机推床与先进推床相差甚远,每次利用换辊时间定期调整校正使前后推床对中,以最大限度地减少推床对板形的影响。每周至少校正一次精轧机前、后推床轧件对中精度,以及精轧机前、后推床轧件测宽精度,当校正结果超出标准要求时,马上修正。
每月月初检修时,检查和测量精轧机推床最大开口度、最小开口度、常规宽度2 m 位置的中心线对中,若发现测量结果不符合设备功能精度要求时,及时调整推床位置。
4 应用效果
对轧制工序的关键工艺参数进行优化后,关键设备功能精度得到保障,坯料设计合理,完成了超薄、超宽2205 系双相不锈钢船板极限规格的合同交付。
川东船板交付:7.5 mm×2 500 mm×Lmm 规格8 块,12.66 t;8.5 mm×2 500 mm×Lmm 规格14 块,16.794 t;9.5 mm×2 600 mm×Lmm 规格22 块,36.418 t;11.5 mm×2 800 mm×Lmm 规格8 块,12.84 t。
中航鼎衡船板交付:8 mm×2 500 mm×Lmm 规格68 块,115.852 t;11 mm×2 794 mm×Lmm 规格14 块,36.97 t。
5 结论
1)通过对超薄、超宽2205 系双相不锈钢船板坯料合理设计,优化加热温度,优化精轧机轧辊辊型,以及对关键设备精轧机窗口滑板间隙、精轧机推床中心线对中设备功能精度进行周期检查测量,实现了2205 系双相不锈钢船板超薄、超宽极限规格成功轧制,板形合格率达到85%以上,实现了2205 系双相不锈钢船板超薄、超宽极限规格批量生产。
2)经过轧制工序的关键工艺参数优化,关键设备功能精度得到保障,成功拓宽超薄、超宽2205 系双相不锈钢船板极限规格的轧制,为临汾分公司生产其他超薄、超宽极限规格的不锈钢品种创造了条件,增加了特殊品种不锈钢的规格范围,为公司赢得了竞争力。
