一种自动穿经机的停经片供给系统的设计与应用
2022-04-01任保胜孙连雨侯兆冲
任保胜 孙连雨 侯兆冲
山东日发纺织机械有限公司(中国)
一直以来,纺织行业中的穿综和穿筘工序都是由人工完成的,其速度慢、生产效率低、用工多、质量差,而且劳动强度大,尤其是在速度方面,早已不能适应现代高速喷气织机的生产需要。山东日发纺织机械有限公司研发的自动穿经机作为一种自动化程度较高的智能化设备,正常运行时,实测该自制自动穿经机的穿经产量约为40 000根/(台·8 h),而人工穿经产量仅为6 000~8 000根/(人·8 h),即1台自动穿经机的产量约为 6名工人的产量。对于复杂的穿经工艺,如双穿工艺(1根综丝的综眼穿2根纱线),自动穿经机的穿经速度和质量与手工穿经更是形成强烈对比,其更符合现代纺织行业高效、高质量的发展需求[1-3]。
无梭织机通过每根经纱穿过对应停经片的孔洞来检测经纱断头。当经纱断头时,停经片落下,阻挡检测的红外光束,设备自动停机。自动穿经机需将纱线穿过停经片,停经片的上料、传输也需适应自动穿经机自动化、智能化的特点,采用相应的设备或装置来实现上述动作。本文采用双气缸结构实现停经片支架的夹紧,并通过可编程逻辑控制器(PLC)控制气缸动作,配合闸夹依次打开的顺序实现停经片传输。
1 停经片供给的工作原理
本文设计的自动穿经机的停经片供给装置包括成对气缸夹紧装置、依次存储停经片的闸夹、夹紧停经片气缸和存储停经片的支撑杆。停经片闸夹由两个成对的气缸组成,并同时运动完成依次存储停经片的功能。存储停经片的支撑杆表面光滑,并与设备水平面呈一定的夹角,便于闸夹打开时停经片能够依靠重力作用滑入下一个闸夹,实现停经片的供给。在靠近停经片搬运装置的部位,安装有夹紧停经片的长气缸,在停经片输送至该闸夹后,该气缸向停经片输送的相反方向移动,对输送的停经片进行夹紧固定。本文设计的停经片供给装置(图1)结构简单、制造方便,便于停经片的存储与输送。停经片的支撑杆需要和设备水平面保持45°左右的夹角,以确保停经片能够利用自身重力自动滑入下一个闸夹。停经片挂在左侧导杆上,有4个存储区域,当最右侧低处区域的停经片用完时,通过传感器的检测依次打开气缸,让上一区域内的停经片依靠重力作用滑入无停经片区域,确保每个区域都有停经片存在。若最左侧缺停经片,则系统将提示添加停经片。若停经片供给过程中需要手动模式打开每个闸夹,可将操作模式切换为手动模式。
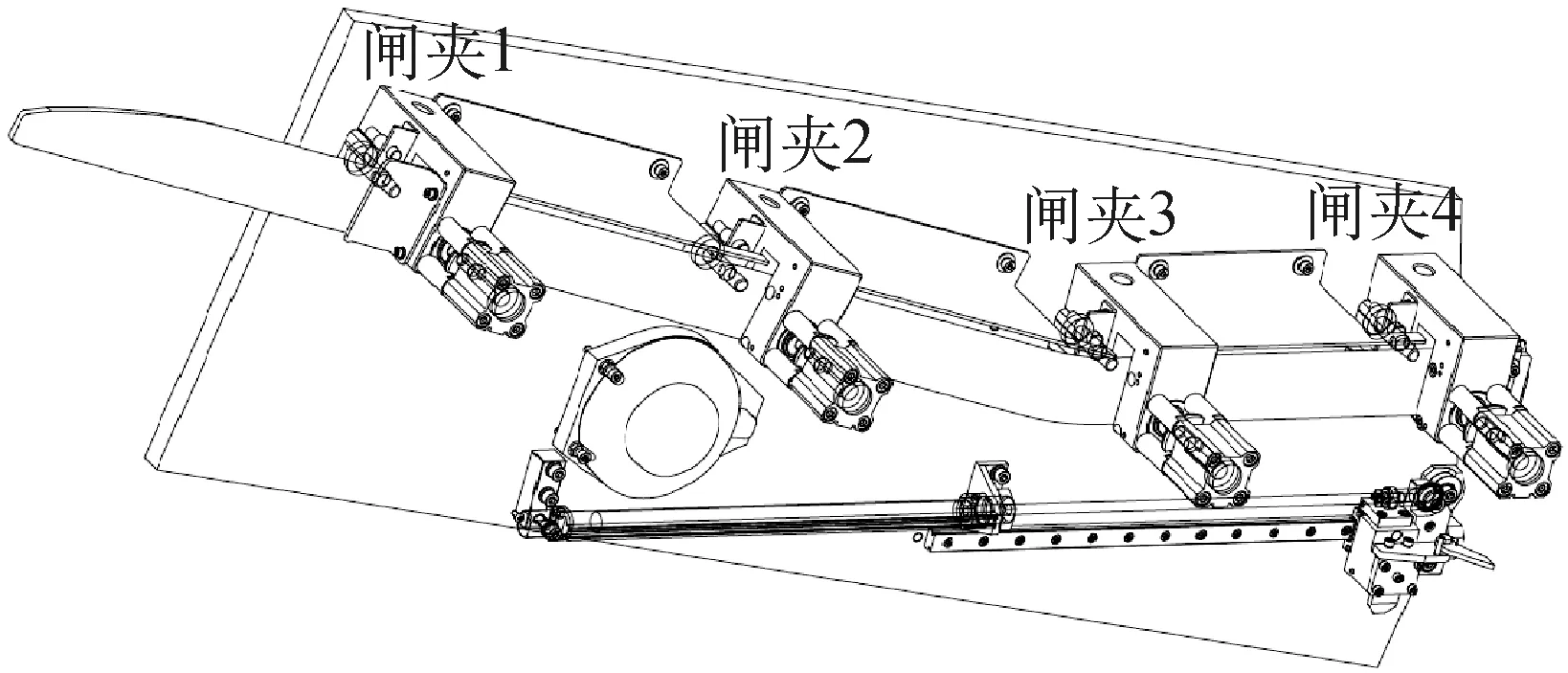
图1 停经片供给装置示意图
2 自动穿经机的停经片供给系统硬件架构图
本文设计的自动穿经机停经片供给系统的硬件系统包括PLC、I/O驱动、电磁阀、传感器、气缸、按钮等,通过人机触摸屏界面可以实现单独控制功能,按钮控制还可以实现手动、自动控制的切换。采用PLC、I/O控制电磁阀,通过气缸动作实现停经片的自动供给,配合传感器检测信号实现功能需求。
自动穿经机停机片供给系统的硬件示意图如图2所示。
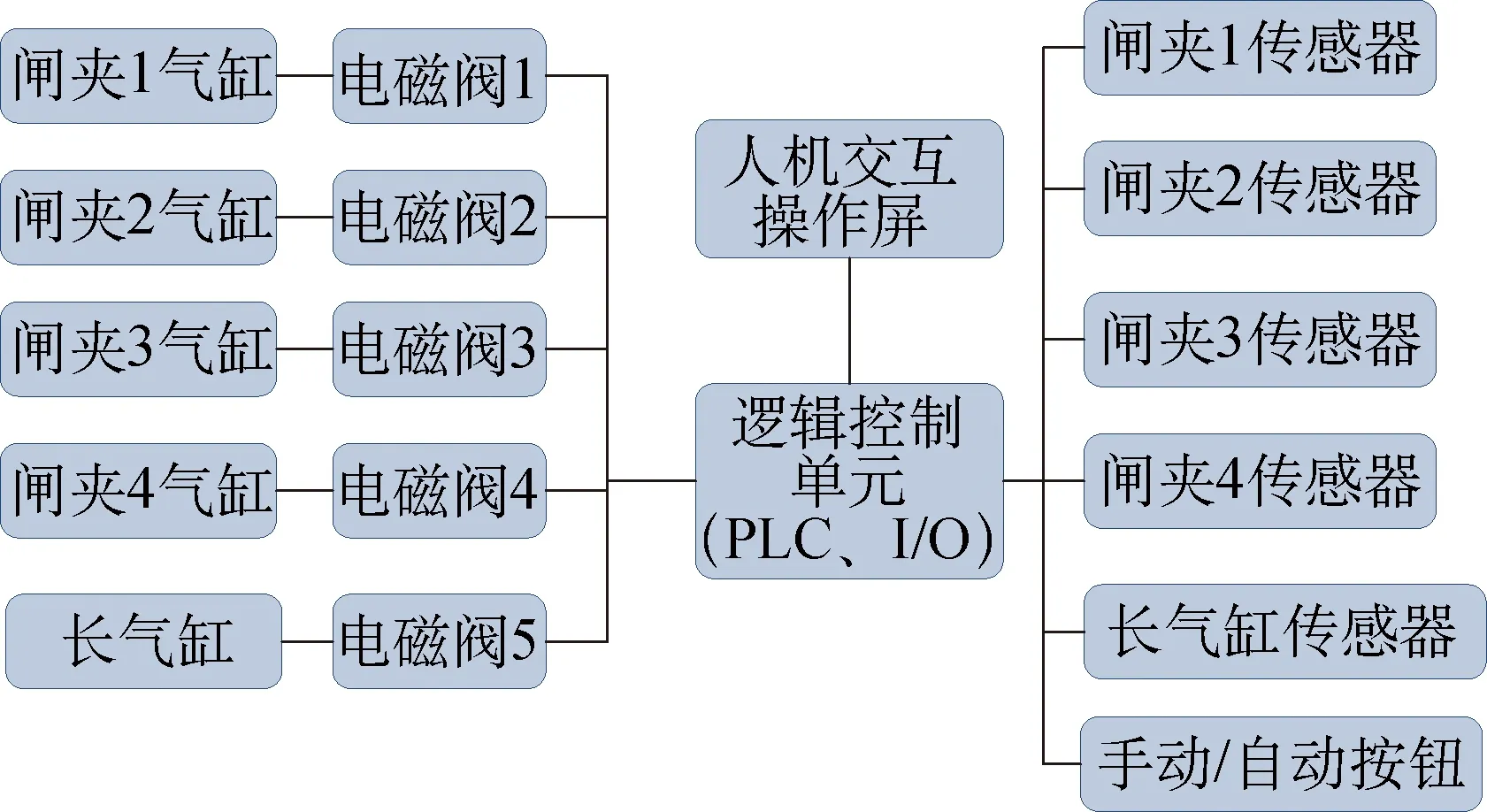
图2 自动穿经机停经片供给系统的硬件示意图
3 控制逻辑参数设计
本文设计的自动穿经机停经片供给系统主要实现两个功能:一是在各闸夹间存储一部分停经片;二是满足下一道工序的停经片供给,满足穿经工艺的需求。
自动穿经机停经片供给循环流程图如图3所示。
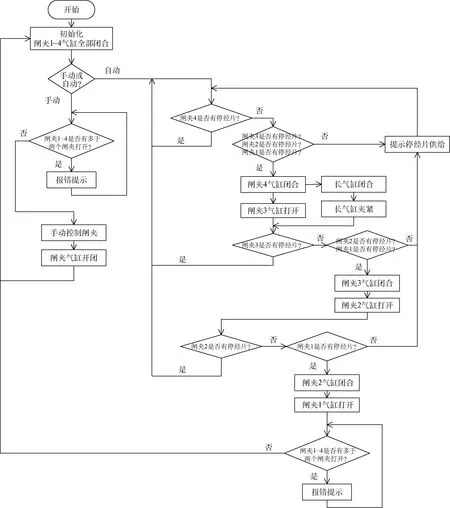
图3 自动穿经机停经片供给循环流程图
程序开始后,首先进行初始化设置,闸夹1~4的状态为闭合状态,然后选择手动或自动控制。如果选择自动控制输送停经片,则程序自动判断靠近停经片供给的机构是否有停经片,即通过第4个闸夹的传感器判断是否有停经片存在,若有停经片,则返回再次检查;若没有停经片,则检查闸夹1~3是否有停经片存在,若没有则提示停经片供给,若有则闭合闸夹4,然后打开闸夹3,让停经片自动从闸夹3滑至闸夹4中。长气缸传感器检测到停经片后,产生动作,将停经片夹紧、固定。之后,根据此程序判断,闸夹3若没有停经片,则从闸夹2输入停经片,依次判断直至闸夹1的停经片依靠重力作用自动进入闸夹2,然后程序返回自动判断每个区域是否有停经片。此时,闸夹2~4都存在停经片,而闸夹1无停经片,则设备提示停经片供给,从而往复循环实现停经片的自动供给。如果选择手动模式,程序会自动判断,如有多于2个的闸夹打开,则报错提示,需关闭闸夹;如果判断为正常,则允许手动模式操作单独的闸夹气缸,使其产生动作。
4 结语
本文设计的自动穿经机停经片供给系统基本可满足当前设备的功能需求,同时实现存储一部分停经片的功能。经不断调试及较长时间的运行,在充分暴露各种问题的情况下,不断优化程序,使系统的可靠性与稳定性得到极大的提升。目前,该设备已经在客户企业实现正常生产运行。后续还需对停经片的第一级闸夹结构进行修改,以实现操作人员将停经片放在该结构上,进而达到自动补充停经片的功能,这是对目前功能的进一步优化与扩展,可进一步提升设备的智能化水平。
