不同焊接材料对6008-T7 铝合金焊接接头组织和性能的影响
2022-03-31齐芃芃周金旭金文福
0 前 言
6008 铝合金属于Al-Mg-Si 系可热处理强化型中等强度铝合金, 具有良好的热成型性、抗蚀性、 冷变形性、 焊接性、 抗疲劳性和韧性, 其由6005A 合金发展而来, 两者的不同之处主要是6008 合金中加入了0.05%~0.15%的钒
。 由于6008 铝合金在受到小规模冲击时只发生微小变形, 而在受到大规模冲击时发生折叠变形, 目前已被广泛应用于汽车防撞梁、 吸能盒等部件。
MIG 焊作为铝合金焊接常用的方法, 在焊接过程中易产生气孔、 裂纹等缺陷, 且接头软化严重, 选择合适的焊接材料有利于提高焊接接头的性能。 6008 铝合金在焊接过程中, 通常采用5 系铝合金焊丝作为填充材料。 目前关于采用不同型号的5 系铝合金焊丝焊接6008铝合金的研究较少, 因此, 根据母材的成分和性能, 本试验选用了ER5087 和ER5356 两种与母材成分相近、 强度相当的5 系铝合金焊丝进行手工MIG 焊接, 研究这两种不同的5 系铝合金焊丝对6008-T7 铝合金焊接接头微观组织与力学性能的影响, 为今后6008 铝合金的实际生产应用提供数据积累及理论依据。
第一剑:百雀羚将多年来苦心经营的大流通调整为有限流通渠道,只是将低价位的经典系列继续覆盖流通渠道,从而将资源大规模向终端倾斜,实现从流通到终端的跨越,并从三四级市场向一线、二线市场回归。这句话说起来简单,但真正敢于执行与彻底执行的企业寥寥无几,数不胜数日化企业在流通向终端转型过程中往往不能坚持,最后功亏一篑。
1 试验材料及方法
1.1 试验材料
本试验选用6008-T7 (过时效状态) 铝合金挤压型材, 加工成300 mm×150 mm×2 mm 的试板,选用ER5087 和ER5356 两种常用的5 系铝合金焊丝, 焊丝直径均为1.2 mm。 两种焊丝同属Al-Mg系不可热处理强化铝合金, 都具有较好的焊接性、抗脆性和抗蚀性, 常用于焊接5 系、 6 系铝合金,其主要差异为ER5087 焊丝中加入了能够细化晶粒的Zr 元素, 且Mn 元素的含量相对较多, 因而力学性能稍好于ER5356 焊丝。 6008-T7 铝合金与ER5087 和ER5356 焊丝的化学成分、 力学性能分别见表1 和表2。


1.2 焊接过程
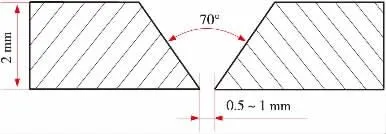
本试验采用的接头形式为对接, 使用的焊机为福尼斯TPS5000 手工MIG 焊机。 为最大限度地保证焊缝熔透, 减小焊接电流, 防止出现焊接缺陷, 焊前进行开坡口处理, 坡口形式为V 形坡口, 坡口角度为70°, 坡口尺寸如图1 所示。 焊前使用丙酮清理母材表面油污、 灰尘等污染物,吹干后用气动钢丝刷打磨坡口及两侧30 mm 区域内的氧化膜, 直至露出金属光泽, 然后将处理好的母材在工作台上用夹具固定, 为了保证焊接质量, 组对时应尽量无错边。 最后使用酒精清理打磨后的区域, 吹干后进行焊接
。 在分别使用两种不同的焊丝焊接时保持电弧稳定, 无较大飞溅,且焊缝成形良好, 均无表面气孔、 夹杂、 咬边等焊接缺陷。 焊接过程中所使用的焊接参数见表3。
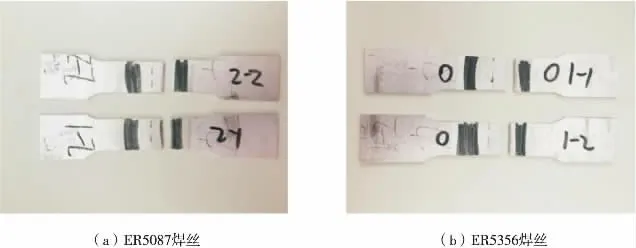
依据标准ISO 4136—2001 《金属材料焊缝破坏性试验横向拉伸试验》 对焊接接头进行了拉伸试验, 拉伸测试结果见表4, 不同焊丝焊接接头拉伸后试样如图2 所示。 结果表明,ER5087 焊丝焊接接头的抗拉强度平均值与ER5356 焊丝焊接接头相差不大, 且试样均断裂在热影响区处, 说明焊接接头的最薄弱处均在热影响区内。 这是由于热影响区中的晶粒在焊接热循环的作用下会出现明显的长大现象,严重降低了热影响区的力学性能, 使其成为整个焊接接头的最薄弱处。
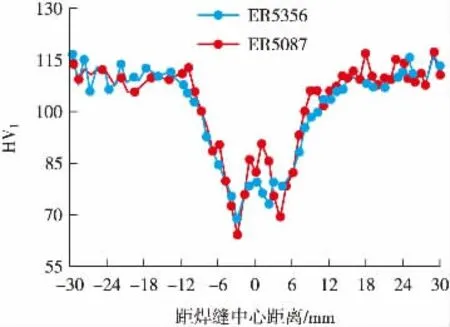
依据标准ISO 9015-1—2011 《金属材料焊缝破坏性试验硬度试验第1 部分: 弧焊接头的硬度试验》 对两种焊丝的焊接接头进行硬度检测, 检测结果如图4 所示。 由试验结果可知,ER5087 焊丝焊接接头与ER5356 焊丝焊接接头的硬度分布趋势相似, 均沿焊缝中心对称分布,硬度最低值均出现在热影响区。 在焊缝区内,ER5087 焊丝的硬度高于ER5356 焊丝, 这是由于焊缝区主要为焊丝成分, 其中ER5087 焊丝相对于ER5356 焊丝添加了微量的Zr 元素, 在熔池凝固过程中Zr 元素容易与Al 结合形成纳米级的Al
Zr 粒子, Al
Zr 粒子为Al 的形核提供条件,促进非均匀形核, 从而细化晶粒。 晶粒尺寸减小, 晶界对位错滑移的阻滞效应明显, 导致位错塞积, 从而提高了强度
。

1.3 试样检测方法
使用光学显微镜分别对两种焊接试样的热影响区、 熔合区、 焊缝区进行微观金相组织观察,检测结果如图5 和图6 所示, 可以看出两种焊丝的热影响区组织相似。 熔合区分为半熔化区和未混合区, 靠近母材一侧存在已熔化的液相组织和未熔化的母材, 都呈粗大的胞状枝晶组织, 此区域为半熔化区; 靠近焊缝一侧, 母材与焊丝已全部熔化, 但还未混合, 呈柱状晶组织, 此区域为未混合区。 两个区域的分界线为熔合线
。 焊缝区均为等轴晶组织, ER5087 焊丝焊缝区与ER5356 焊丝相比, 组织更加细化, 这是由于ER5087 焊丝中的Zr 元素在焊缝凝固过程中与Al 基体结合形成了少量的Al
Zr 粒子, Al
Zr 粒子与Al 基体的晶体结构匹配度高, 可作为非均匀形核的中心, 形成细小的等轴晶从而促进非均匀形核, 起到细化晶粒的作用
。
2 试验结果与分析
2.1 焊接接头拉伸性能
肿瘤干细胞是肿瘤中具有极强自我更新能力和不对称分化能力的干细胞样细胞,是恶性肿瘤发生、发展和转移的重要因素。神经作为“干细胞巢”中的一部分,在维持、保护和调节干细胞中有一定的作用。目前,肠神经系统(enteric nervous system,ENS)中神经元来源和肠上皮中非神经元来源的乙酰胆碱(acetylcholine,ACh)均已被发现能响应于内部或外部刺激而产生,并通过烟碱型乙酰胆碱受体(nicotinic acetylcholine receptors,nAChR)和毒蕈碱型乙酰胆碱受体(muscarine acetylcholine receptors,mAChR)调节细胞活性。

2.2 焊接接头弯曲性能
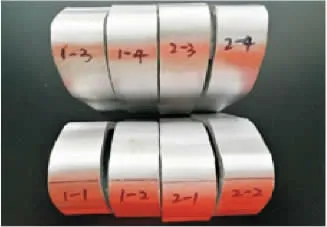
依据标准ISO 5173—2009 《金属材料焊缝破坏性试验弯曲试验》 对焊接接头进行了弯曲测试, 弯曲试验结果见表5, 弯曲试样如图3 所示。 由结果可知, 两种焊接接头的弯曲试样均未出现断裂且表面都不存在大于3 mm 的裂纹, 说明ER5087 和ER5356 焊丝的焊接接头都具有良好的弯曲性能。

2.3 焊接接头硬度检测
结构补强法主要对一些运行时间相对较长的路桥有较好的处理效果,尤其是裂缝较陈旧情况下尤为适用。对于一些陈旧的裂缝来说,混凝土抗压性易受火灾的不利影响,修补的方法比较多,要根据具体情况采用结构补强法来提高其稳定性,以此增强对外界环境的预应力。此外还可以通过灌浆方法对一些裂缝进行有效修补。在施工过程中,施工企业还需采用严格的监管方法对裂缝进行监督与管理,包括前期修补与后期维护,这在较大程度上能够保证裂缝修补的质量,减少裂缝发生率。
2.4 微观金相组织观察
使用岛津AG-X 100KNH 型电子万能试验机进行横向拉伸试验, 加载速率为10 mm/min, 拉伸试样厚度为2 mm, 每组测试2 个试样, 取平均值作为测试结果。 使用岛津AG-X 100KNH 型电子万能试验机进行正面弯曲和背面弯曲试验,每组测试2 个试样, 弯曲试样厚度为2 mm。 使用FV-810 型维氏显微硬度计对焊接接头进行硬度测试, 测试点在焊缝横截面中心与焊缝正面平行排列, 沿焊缝中心两侧各30 mm, 每隔1 mm打一个硬度测试点。 使用蔡司M2m 光学显微镜对焊接接头不同位置进行金相观察。


3 结 论
(1) 分别采用ER5087 焊丝和ER5356 焊丝焊接6008-T7 铝合金焊接接头抗拉强度相当,无显著差异, 其焊接接头均具有良好的弯曲性能; 焊接接头硬度分布趋势相近, 均沿焊缝中心对称分布, 硬度值最低点均出现在热影响区内, 且ER5087 焊丝的焊缝区硬度高于ER5356焊丝。
创新创造活力,坚守体现工匠精神。没有创新就没有突破,没有专注的工匠精神也不可能企稳行远。源远的企业文化与始终如一的企业责任,使企业时刻保持严谨,兢兢业业,而新鲜血液的注入和跳跃的思维又带领企业探索光明未来。
(2) ER5087 焊丝和ER5356 焊丝焊接6008-T7 铝合金的焊接接头热影响区和熔合区显微组织相似, 但由于ER5087 焊丝中Zr 元素的作用, 使其焊缝区组织更加细化。
(3) 在无其他特殊要求的前提下, 这两种5系铝合金焊丝在实际生产中均可用于6008-T7铝合金产品的焊接。
[1] 赵志升. 6008 合金车体型材的研究[J]. 世界有色金属,2009(6):34-35.
[2] 李飞庆. 化学成分和挤压工艺对6005A 铝合金粗晶组织的影响[J]. 轻合金加工技术,2015,43(7):38-42.
[3] 吴璐. 6008 铝合金在不同挤压方向上的力学性能和断裂行为的研究[J]. 热加工工艺,2016,45(2):53-59.
[4] 李妙珍. 关于铝及铝合金的焊接工艺浅析[J]. 轻金属,2007(9):66-69.
[5] 尹志民. 微量Sc 和Zr 对Al-Mg 合金铸态组织的晶粒细化作用[J]. 中国有色金属学报,1997,7(4):75-78.
[6] 李飞. Zr 元素对纯铝细化机理的电子理论研究[J]. 材料导报,2018,32(18):3190-3194.
[7] ROKHLIN L. Investigation of phase equilibria in alloys of the Al-Zn-Mg-Cu-Zr-Sc system[J]. Journal of Alloys and Compounds,2004,367(1/2):10-16.
[8] FURYKAWA M. Microhardness measurements and the Hall-Petch relationship in an Al-Mg alloys with submicrometer grain size [J]. Acta Materialia,1996,44(11):4619-4629.
[9] 靳佳霖. 焊丝成分对6082-T6 铝合金焊接接头组织和性能的影响[J]. 中国有色金属学报,2020,30(30):1-8.
[10] 陈和. Ti、Zr 微合金化焊丝对2A12 铝合金焊缝组织及性能的影响[D]. 南昌:南昌航空大学,2015.
