螺母热压机器人工作站控制系统研究
2022-03-24李坤汶
李坤汶, 刘 鹏
(1.西南石油大学机电工程学院, 四川 成都 610000; 2.重庆会凌电子新技术有限公司, 重庆 400060)
引言
工业机器人是集机械技术、电子技术、控制技术、计算机技术、传感器技术、人工智能等多学科先进技术于一体的重要的现代制造业自动化装备,对国民经济和国家安全具有重要的战略意义,具有广阔的应用前景和市场,在汽车、电子、石化、自动化等工业领域已得到了广泛的应用[1]。PLC 作为工业自动化领域最常用的控制器,通常用来与工业机器人配合共同完成特定的生产控制任务。PLC 与工业机器人是智能制造自动生产线中主要的控制设备和自动化装备,结合智能视觉检测系统、人机界面交互系统、工具快换系统可快速地实现不同工业生产任务,为智能制造、个性化生产打下了一个良好的基础。
1 热压工艺及系统功能研究
1.1 热压工艺简介
嵌件螺母是一种带有内螺纹且外部有滚花或者其他花纹的嵌件埋置在塑胶或者其他合金产品内,使主体产品上形成有效螺纹的产品。金属螺母镶嵌有四种方式:热插入、超声波镶嵌、螺母注塑和冷压插入。热压工艺适用热塑性塑料整体性能高,工艺成本低,热压镶嵌工艺,需要事先在塑料件上预成形一个孔。比螺母外径略小。螺母前端直径略小于孔径,有助于插入件定位安放。在热压过程中,螺母被热模加热到一定的温度。在螺母插入塑料件中时,螺母会熔化孔周围的一小部分塑料。软化的树脂流入滚花齿中,然后凝固变硬与螺母形成牢固的结合。由于该工艺易于控制,成本相对较低,且易于自动化,所以热压工艺是热塑性塑料常用的螺母镶嵌工艺。
1.2 螺母热压机器人工作站功能需求
1.2.1 热压对象分析
工作站作业对象为发动机进气歧管,进气歧管热压螺母具有较高功能和工艺要求,使用机器人对发动机进气歧管螺母热压工艺加工主要存在以下难点:进气歧管其外形与结构复杂、体积多变,产品多样,需要在工作站热压多种产品,要满足柔性化需求;产品需求量较大,要提高机器人热压工作站生产效率,降低单个产品生产时间;多种产品,产品多个孔,每种产品螺母类型,数量及分布不均匀,要求对每种产品的每个螺母都具有独立参数控制,螺母的参数包括加热时间,保压时间,产品高度判定三种参数,需要进行参数化控制;工厂空间有限,需要使工作站尽量缩小空间。热压螺母是进气歧管生产线的首要环节,此站螺母热压质量决定整个生产线运行效率。
1.2.2 功能需求分析
根据作业对象分析,所设计的热压机器人工作站必须能够实现下列功能:满足柔性化需求,能够加工多种产品,实现一机多用;产品需求量大,产能功能紧张,要降低循环时间;螺母的参数化设置以及质量判定;节约工作站空间。因此,从多种因素综合考虑,本螺母热压机器人工作站采用旋转式双工位,双机器人协同作业模式工作站。
2 工作站总体布局
根据需求分析,机器人工作站的总体布局由下页图1 所示,整个系统右如下部分组成:
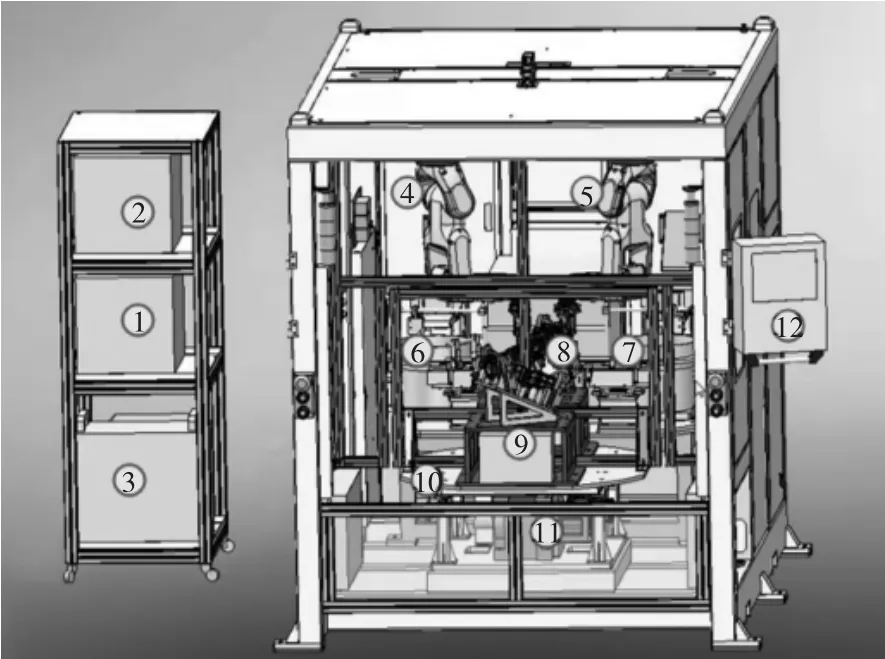
图1 工作站布局
①②R-30iB Mate 控制器。工作站机器人控制器,机器人控制器是根据指令以及传感信息控制机器人完成一定的动作或作业任务的装置。
③冷水机。通过吸收式循环达到制冷效果的机器。这些液体能够流过热交换器到达对空气或设备降温的目的,为高频加热控制器降温。
④⑤LR Mate 200iD 发那科机器人。LR Mate 200id 是一款大小和人的手臂相近的迷你机器人,可以被安装在狭小的空间进行使用[2]。
⑥⑦振动盘上料机。自动送料振动盘主要由料斗、底盘、控制器、直线送料器等配套组成。通过振动将无序工件自动有序定向整齐排列,准确输送到下道工序。
⑧⑨工装胎具。胎具是加工时用来紧固工件,使产品保持相对位置的工艺装置,确保位置准确。本工作站因柔性化需求,多种产品,因此需要多种胎具。
⑩间歇分割器。间歇分割器就是一种可以使连续的动作变成几部分完成,实现间歇性运动,通常输入轴转一周,输出轴完成一个工位。本工作站为双工位。
3 工作站控制系统硬件设计
根据控制对象的系统分析,然后根据实际需要确定控制系统类型和系统工作时的运行方式,即总体方案的实际内容,应包括控制对象的工艺要求、设备状况、控制功能。详细分析被控对象工艺流程及其工作特性[3],选择适合的硬件,系统以西门子1500PLC作为系统集成控制器,将全部自动化组态完美集成在“TIA 博途”中,新一代SIMATIC S7-1500 控制器作为中高端的复杂应用系统,在提高工程效率达到新的高度[4],以SIMATIC S7-1500 配置其他电气硬件,构成集成控制系统,硬件结构如图2 所示。通过Profinet 总线连接机器人,位移传感器,触摸屏,分布式IO。
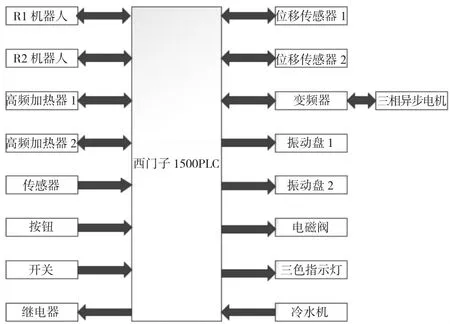
图2 硬件结构框图
4 工作站控制系统软件设计
工作站控制系统的软件设计包括PLC 软件设计和触摸屏软件设计。
4.1 工作站系统主程序设计
在对螺母热压机器人工作站系统进行控制程序设计时,首先,要明确工作站工艺生产作业流程,在此基础上绘制对应的工艺流程图;其次,从安全角度出发,考虑各工位彼此之间可能存在的影响或干涉,适当增加自锁与互锁设计,提高工作站的整体安全性能[2]。机器人工作站的工作流程图如图3 所示。

图3 工作流程
4.2 系统程序结构
程序有线性化和结构化两种程序结构。线性化编程把所有指令都写在主程序中,以实现一个自动化控制任务,这种编程方式不利于程序修改和调试,适用于简单控制任务[4]。结构化编程则是将复杂自动化任务分割成与工艺功能相对应的或者可重复适用的子任务,利于对复杂程序进行处理和管理,子任务在程序中以块表示(FC 或者FB)。本机器人工作站为中大型程序,采用结构化编程模式。OB1 组织块依次调用FC函数,FB函数块,程序结构如下页图4所示。

图4 程序结构
FC.auto:用于判定系统自动化条件,工位自动化条件,启动产品,作业计时。
FC.rotate:用于控制变频器驱动间歇分割器。
FC.robotL:左机器人子程序块,控制左机器人。
FC.robotR:左机器人子程序块,控制右机器人。
FC.sendL:控制左振动送料机构,左加热装置。
FC.sendR:控制右振动送料机构,右加热装置。
FB.robotLstop:用于左机器人作业参数传递与控制。
FB.robotLstop:用于右机器人作业参数传递与控制。
FC.product:产品计数,统计合格与不合格产品。
4.3 触摸屏设计
人机界面是操作人员与PLC 之间进行对话和相互作用的接口设备,用来显示PLC 集成控制系统的各种状态信息[5]。根据机器人工作站控制和操作要求,设计了主界面、参数设置界面、信号监控界面、参数显示界面、登录界面等。
5 结语
本文详细阐述了基于西门子S7-1500 PLC 在螺母热压工艺机器人自动化集成系统工作站的应用,实现了柔性化生产,提高了产品生产效率,实现了产品精确参数控制,同时,该工作站基于紧凑化设计,采用机器人倒装安装方式,节约了空间。经工厂实际生产表明:该工作站运行优良,完全符合企业生产要求。