环锭纺自动管纱锭位追溯系统的研发与应用
2022-03-24程慧鹏李加云程卫平
程慧鹏 杨 朝 李加云 程卫平 徐 阳
(1.新疆大学,新疆乌鲁木齐,830046;2.新疆东纯兴纺织有限公司,新疆图木舒克,844299)
为降低设备制造成本以及使用成本,环锭纺细纱机在向集体落纱与超长化方向发展[1],目前新型环锭纺长车锭数一般都在1 000 锭以上,在多锭位中找到有问题的纱锭是环锭纺纱质量攻关的重要内容之一[2]。大部分纺纱企业对细纱环节的质量追溯还依赖于传统的写字法、二维条形码等方法[3],这已经无法达到现代纺织企业对细纱环节实时追溯与精细化管理的要求[4]。随着物联网技术的飞速发展,一些企业引进了利用无线射频识别(RFID)技术的手持式锭位追溯系统[5],这种系统在一定程度上提高了细纱追溯的效率,但停车检测时间长,需要停车对所有锭位管纱逐一采集,且出错率高。针对环锭纺细纱长车的特点和上述方法的弊端,本研究采用红外感应检测技术与RFID 技术相结合,开发了一套环锭纺自动管纱锭位追溯系统,并在120 台Zinser 71 型细纱机上进行了实际应用。
1 自动管纱锭位追溯系统架构
自动管纱锭位追溯系统整体架构如图1 所示。将含有红外感应装置和装有RFID 芯片的电子纱管阅读装置集成为一体化检测读写装置,安装在管纱(纺满纱的管子)的落纱传送区段内。在集体落纱时,排列间隔有序的专用电子纱管在传送带传输作用下运动并通过集成检测装置,当电子纱管进入检测区,就会触发红外感应开关,启动RFID 读写探头读取电子纱管的唯一ID 码并写入纱管锭位信息,然后把信息存储到PC 端的纺织检测软件数据库中。管纱在进入络筒工序后,如果电子清纱器检测到某个管纱有较多疵点问题,会将其剔除,被剔除的质量不符合规定要求的管纱信息被专用阅读器读取后,会按照用户事先编程设定的选项,自动调动数据处理中心中存储的生产信息和锭位信息,以信息形式自动发送到指定人员(管理者、技术员、挡车工)手机中的锭位信息管理系统APP 上。工作人员可以快速查找到相应的细纱锭位,精准找到纱疵产生的原因并及时采取解决措施,达到提高细纱质量、减少细纱疵品和提高成品质量的目的,进而提高企业的精细化管理水平。

图1 系统架构
2 细纱机电子纱管自动检测装置
2.1 检测与读写
锭位信息检测是系统进行细纱质量追溯的基础。利用环锭纺长车的集体落纱系统,将集成了管纱红外感应和RFID 芯片读写的检测装置固装于落纱的管纱传送区段,检测时,红外感应探头和读写探头互相配合,当装有RFID 芯片的电子管纱落纱后,在传送带的作用下会先进入红外感应探头的识别区域,红外感应探头检测到有物体遮挡时会向读写探头发送读取指令,读写探头会读取上传管纱的唯一识别ID 号,并记录其锭号。值得一提的是,管纱对应锭号的确定主要依赖于红外装置的计数功能,红外装置只要检测到有物体经过,即使是没有插管的空托盘都会被计数1 次,这样可以确保前面空管或坏管不会影响到后面管纱的实际锭号。
2.2 检测装置安装位置选择
在实际生产中,检测装置安装位置、检测范围、机器故障等因素都会对电子纱管读写信息的准确性产生不同程度的影响,其中检测装置安装位置是最重要的影响因素。选择合适的安装位置能有效提高系统采集的效率和精准度,并缩小其他因素造成的不良影响。
Zinser 71 型细纱机车头共有3 处适合安装检测装置,如图2 所示。位置1 为落纱出口的水平传送位置,位置2 为传送斜坡前的水平位置,位置3 为管纱传送斜坡区域内与斜坡垂直的铁皮上。一般在机器各部件正常传动的情况下,都能满足正常的检测条件,但机械运转不可避免会出现一些偶发故障[6]。

图2 车头适合安装检测装置的3 处位置
将检测装置安装于位置1 时,因某些机台的传送带破损,在传送途中管纱偏离检测区域,导致某些管纱信息写入失败。此外,机器有时候会产生一些偶发性故障而导致管纱停止传送。当因纱管输送口堵塞而停止传送时,如果恰好有管纱停在检测装置的红外检测区域,检测装置会反复读取,致使采集界面出现若干个空格信息,导致后面锭位信息编号全部出错。对Zinser 71 型细纱机来说,采集写入的末个管纱锭位编号本应是1 200,由于空格的出现,末个管纱锭位编号会大于1 200。
将检测装置安装在位置2 时,如果传送机械发生故障,会一直出现3 个~4 个纱管间紧密相连紧挨着运行,并且速度很快,导致其中有1 个~2个管纱没来得及被采集,会出现锭位编号错乱。如锭位编号为10 的管纱,由于前面两个未被采集,其编号变成了8,造成追溯到的锭号与实际锭号严重不符。
将检测装置安装在位置3 后,检测有序进行。管纱传送斜坡区域上面的传送带有间隔均匀的铆钉,管纱运行至斜坡后会自动保持均匀间隔,有效避免了管纱偏离检测区域和纱管间紧密相连紧挨着运行的情况,保证装置采集信息有序进行。再结合软件方面,通过优化程序代码,当出现管纱停滞在检测区,系统采集到重复的电子纱管ID 信息时,软件会向检测装置发出指令,即自动暂停检测;待故障解决后,红外装置检测到物体移出检测区域,且当下一个电子纱管到达检测区域被红外装置检测到时,解除暂停状态,恢复正常检测。有效解决了偶发性故障导致管纱停在检测装置的红外检测区域而引起锭位信息编号出错的情况。通过效果对比得出,位置3 是检测装置的最佳安装位置。
3 系统软件功能和运行流程
实现管纱锭位的自动追溯,开发实用、操作便捷的软件是必不可少的一部分。该系统软件包括PC 端的纺织锭位检测软件和手机端的锭位信息管理软件,两款软件的数据交互保障了整个系统追溯流程的精准性、实时性和高效性。整个系统软件的运行流程图如图3 所示。
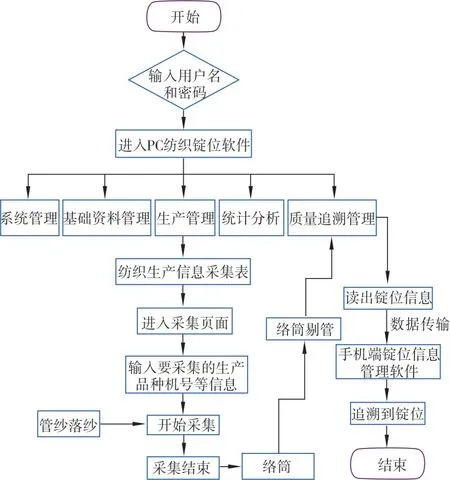
图3 系统软件运行流程图
PC 端的纺织锭位检测软件是根据环锭纺长车自动落纱生产特点开发的一款细纱追溯专用软件。PC 端的纺织锭位检测软件功能主要包括用户管理(对使用人员及密码进行管理)、系统管理(对车型、车号等基础数据进行管理)、生产管理(对生产信息采集进行管理)、信息查询(生产后的信息追溯查询)、数据传输(用于与手机端软件的数据交互)、问题成因及分析维护、问题统计。这些功能主要应用在落纱→扫描检测→采集记录生产信息和锭位→络筒→报警剔管→记录报警→扫描查找机号锭位的整个过程中。PC 端系统软件主界面如图4 所示。

图4 PC 主端系统软件主界面
手机端的锭位信息管理软件,其主要功能是将PC 端系统软件检测记录的重要生产信息,在第一时间实时发送到车间管理者和挡车工的手机上,以便于快速找到相应机号的锭位,及时检查并解决该锭位引起不良纱疵的隐患。
4 系统应用效果
针对新疆东纯兴纺织有限公司的实际生产情况,我们对自动管纱锭位追溯系统进行了优化完善和改造升级,将改造后的系统在该公司120 台(14.4 万锭)Zinser 71 型细纱机上进行了应用,具体应用效果如下。
(1)检测准确度高、效率快。为了保证追溯的效率和准确度,除了选择最佳安装位置外,应用时发现,细纱车间已有电子设备的一些信号源会对电子标签信息传递产生一定干扰。因此,综合考虑细纱机锭位空间大小特性,对标签天线形状、超高频RFID 的防碰撞算法等进行研究,通过研究标签检测装置电路阻抗与高频特性关系特征,优化功率模型,实现了高速、可靠检测。在检测时,电子纱管能够在2 cm~4 cm 内被准确检测读取,读取速度为1 个/s 以上。该机型每台车有1 200个电子纱管,在遭遇故障的最坏情况下,最多有1个~2 个纱管出现读取失败的情况,且不会对其他纱管和对应的锭位产生影响,读取准确率达到99.8%以上。
(2)降低了人工成本,提高了细纱追溯效率。早期,该企业是通过写字法,用铅笔在普通纱管上标记锭位信息,一台细纱机1 200 个纱管,需要在停车状态下10 人同时进行写字标记。引入手持式管纱锭位追溯系统后,1 个人在停车状态下检测一台车需要30 min。应用自动管纱锭位追溯系统后,检测过程中不需要人为干预,不需要停车检测,可实现自动检测;正常情况下,1 个人可以同时管理10 台车的追溯检测工作,只需在检测时巡查是否出现故障问题,大幅节省了人工成本。
(3)减少了疵管数量和原料的浪费。应用自动管纱锭位追溯系统后,可及时追溯络筒剔管对应的坏锭,并解决该锭位引起不良纱疵的隐患,显著减少了疵管数量。以平均每1 200 个管纱5 个疵管的检出率计算,有效杜绝了这5 个疵管对应锭位的质量隐患,明显减少了纱疵造成的原料浪费,提高了生产经济效益。
(4)降低了纱疵数量,提升了纱线质量。据统计,在120 台Zinser 71 型细纱机上,该系统安装前由络筒电子清纱器检测出的纱疵数量为39 781个/月;安装该系统稳定运行3 个月后,由络筒电子清纱器检测出的纱疵数量为26 936 个/月。由数据对比可以看出,应用该系统后,每月纱疵数量明显减少,纱线品质得到提升。
5 结语
本研究针对环锭纺长车的特点和目前企业细纱疵点追溯方法的不足,利用红外感应检测技术与RFID 技术,结合络筒工序电子清纱器的疵点检测结果,开发了一种环锭纺自动管纱锭位追溯系统,并根据实际生产特点,对系统进行了硬件(检测装置)改造和软件开发,最终在120 台Zins⁃er 71 型细纱机上进行了初步应用。实践结果表明,该系统应用效果良好,检测效率快、准确度高,降低了追溯的人工成本,提高了疵点纱管的追溯效率,减少了原材料的浪费,降低了纱疵的数量,提升了纱线的品质。该系统的初步应用虽取得了较好成效,但仍需要不断在实际生产应用中吸取经验,对系统进行升级改造,充分发挥物联网技术的先进性,以响应纺织产业智能制造的发展方向,向更多的纺织企业推广,努力为纺织产业向高技术水平发展起到良好的促进作用。