探析机械加工中的工装夹具定位设计
2022-03-17邢朝华
邢朝华
芜湖航翼集成设备有限公司 安徽 芜湖 241000
1 工装夹具设计的基本原则及要求
1.1 工装夹具设计的基本原则
机械加工中在进行工装夹具的设计时要考虑到工装夹具的实用性和设计成本,不能为了美观而采用复杂的结构,这样会徒增设计成本而忘记了工装夹具原本的作用。因此,进行工装夹具设计时应当考虑到实际的使用情况来进行设计。合理的机械工装夹具在保证实用性的前提下,尽可能降低设计成本。对于机械加工中的工装夹具的设计结构,在保证功能的前提下,尽可能采用精简的设计方案,这样不仅能够极大地减少设计成本还能够提高工装夹具的操作效率[1]。在工装夹具进行设计之前,应当考虑到工装夹具的使用状况和目的,用符合实际情况的合适方法进行工装夹具的设计,此外,为了让工装夹具的稳定性不受其他操作的影响,让其定位效果下降应当对工装夹具有合理的设计来解决这些问题,让工装夹具拥有较好的稳定性和可靠性。机械加工中工装夹具所使用的各个零件应当符合国家规范的质量标准,对于质量不合格的零件不能使用。机械加工中工装夹具的设计应当按照以下原则进行设计,包括手动、气动、液压、伺服原则。为保证机械加工中工装夹具的稳定性,对于一些经常损害需要更换零件的位置,应当将该位置的结构设计为更换频繁,较易更换的结构[2]。
1.2 工装夹具设计的基本要求
机械加工中工装夹具在进行生产或是进行应用的时候,如果工装夹具的强度与刚度二者的比值过低,这就会导致工装夹具不能够承受过强的力度,进而出现工装夹具受损的现象。因此,为了避免工装夹具受损现象的出现,在进行结构设计的时候,要对材料的强度进行测定,采用合适的设计方法让最终设计出的工装夹具有较高的承载能力,减小机械加工中工装夹具损坏的情况[3]。在进行工装夹具设计时,在不影响工装夹具性能的前提下,尽可能地将工装夹具设计为易拆卸的,这样能够减少工装夹具在进行吊装、焊接定位时因操作不当而产生工装夹具损坏的情况。工作人员所处的工装夹具的焊接空间环境应当安全,必须让工作人员在保证生命安全的前提下进行工装夹具的焊接工作[4]。
2 工装夹具定位的设计原理
目前我国正处于工业飞速发展的时代,而工业的发展自然离不开多种多样的机械元件,并且有许多元件对于加工的要求和工序是有很大不同的。因此为了能够让个机械元件的质量达到工业生产的标准,在生产加工开始之前,毛坯原件需经过机械加工设备加工处理,由毛坯原件加工成机械元件,在这个过程中由工装夹具来完成对机械毛坯件的固定[5]。工装夹具能够在毛坯元件加工过程中不发生位移,让毛坯元件保持固定,从而不影响加工的精确度,这样生产出来的机械元件能够符合生产的规范需求。如果想加工得到符合生产的规范需求的机械元件,需要工装夹具和设备之间的配合,一些较为先进的机械部件也需要工装夹具来合成机械元件,在这个新的机械元件中,机械加工中的工装夹具不仅是元件的组成部分,能够进行定位基准,还能够作为基准点。将工装夹具作为基准点能够提高加工的精准度,其主要的原因是因为在机械加工生产中,基准点能够作为其他生产原件生产的参考基准[6]。
3 机械加工的定位基准
机械加工的定位基准就是指在机械加工中根据机床与道具的具体情况,来选择一个正确的位置如下图1所示。在机械加工的工装夹具中定位基准发挥着极为重要的作用,夹具中零件的尺寸、精度都会受到定位基准的影响,并且工装夹具的设计机构也会间接地受到定位基准的影响。确定定位基准应该参考零件的设计基准,同时应了解以下原则:首先定位的基准应当与设计基准相重合,如果定位的基准与设计基准之间不能完全重合,会让制造生产产生误差。其次机械加工的各项目应使用统一的基准面[7]。另外,将机械加工的项目作为基准面。再次互为基准,即将机械加工中的多个项目相互做基准面。最后,定位的准确度的好坏离不开一个合适的基准,确立正确的基准能使机械加工更加便捷。除此之外,粗基准和精基准也包含在定位基准当中,采用尚未加工的毛坯面作为基准面,这种方法叫作粗基准,而精基准则与粗基准恰恰相反,精基准采用的是经过加工的毛坯表面作为基准面。分析毛坯加工面与毛坯未加工面之间的不同可确定定位基准的选择。加工面与未加工面的位置可以从图纸中确定。比如选择未加工的表面作为粗基准时,为了满足加工面和未加工面在位置上的要求,粗基准要选择不加工的工作面,如果有多个不加工的基准面,则需要选择位置要求比加工面位置更高的面作为基准面,这样做的目的是能够更好地保证形状的对称性。如果毛坯孔与外圆二者之间的偏心过大,就需要将未加工的外圆作为定位基准,三爪自定心卡盘固定工装夹具,为确保壁厚均匀应当消除毛坯同轴度与镗孔之间所产生的误差,毛坯孔与外圆位置示例图见图2所示。如果选用精基准,则需要满足定位的基准应当与设计基准相重合,机械加工的各项目应使用统一的基准面。在进行机械加工的定位时,不管是精基准或是粗基准,都需要结合工件的加工要求及实际情况进行分析,合理适当地控制工件的自由度,从而提高工件的加工精准度[8]。
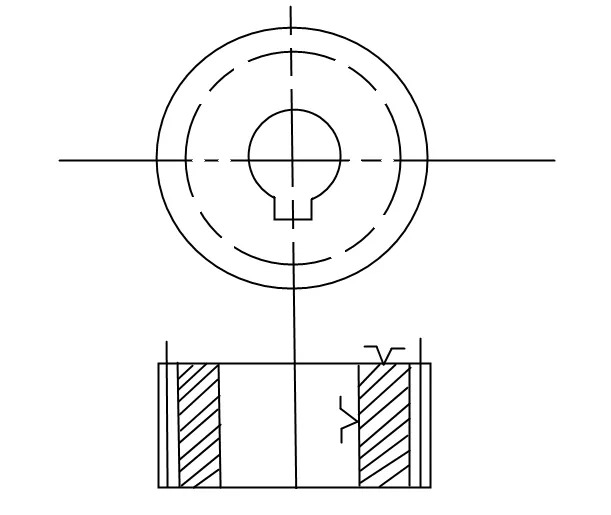
图1 定位基准示例

图2 毛坯孔与外圆位置示例
4 工装夹具定位方法
在机械加工中对于工装夹具定位方法的定位办法主要是以下几种:完全定位法、不完全定位法、对工件施行欠定位、过定位。完全定位法就是通过完全限制工件的自由度完成工装夹具定位的方法。不完全定位法与完全定位法二者方法相反,不完全定位法只会限制部分工件的自由度,只要符合加工要求即可。欠定位法与上述两种方法不同,该方法是指对工件实施欠定位,通俗讲就是在进行工件加工时,工件应该进行定位自由度,但却没有进行定位。过定位与欠定位相反,通俗讲就是在进行工件加工时,工件进行自由度定位[9]。在进行机械加工的定位时,不管是精基准或是粗基准,都需要结合工件的加工要求及实际情况进行分析,合理适当地控制工件的自由度,从而提高工件的加工精准度。
5 机械加工的辅助机制
机械加工的辅助技术可帮助机械加工获得合适的定位,机械加工的辅助机制并不属于机械加工的工件表面基准。因为有些零件的表面会受到工艺的影响,所以需要对这些零件进行定位基准。为此,一个附加的基准面是使用定位过程来提高加工的基准水平和表面质量,加工辅助机制可提高机械加工的精准度,设计和组装基准通常会选用设计和装配基准,这样设计定位基准对实际表面不会造成影响,而且这样能在定位过程提高机械加工的基准度[10]。
工装夹具要符合国家或相关地区的规范标准,因此要达到工装夹具的要求和标准就不能违反国家规定的标准。为了能够达到国家规定的相应标准,就要提高工装夹具的精度。例如,用更高精度的工装夹具能够在降低员工工作量的同时提高生产效率,为企业带来更高的经济效益,还有在车床上进行的高速定心卡实验,需要用到电动虎钳因为在实验中其能够达到每分钟九千转,为了提高生产效率,让工装夹具的平滑度满足设计要求,就需要符合实际情况的调整和整合方案。有些不能拆卸的工装夹具,为了能够让专用的工装夹具升级为能够进行装卸的工装夹具需提高工装夹具的柔性化程度,为了达到要求,就离不开机床夹具和分类加紧的协助,此外加紧过程中外力必须足够强大[11]。
机械加工中生产产品数量较少时,使用特定的夹具可在生产过程中提高夹具的精确度,能够有效提高生产效率和质量。机械加工中的工装夹具必须通过定位设计和明确工件的位置来确定工装夹具在机床上的具体位置,对于没有进行定位的机械加工工装夹具可以通过空间坐标系的自由度来对机械加工工装夹具进行定位。怎样限制机械加工工装夹具的自由度需要对定位原理有透彻的理解,熟悉当前的工件定位方法,正确计算定位误差极为重要[12-13]。
6 结束语
综上所述,随着我国社会的不断发展,机械加工技术也在不断地进步和提升,通过对工装夹具定位的科学设计,不仅能够保证机械加工中工件加工的准确度,还能够提高产品质量,减少人力的投入,提高企业的生产效率,降低生产成本,增加企业的收益。同时,在实际的加工过程中用合理可靠的工装夹具设计方法,能够控制好自由度的限制,提高工件的准确性,通过机械加工技术能够对帮助工装夹具的技术提供支持。

