海洋石油平台透平发电机基座机械加工工艺的研究
2022-03-11方春伟刘佳宋庆章高指林王杨健
方春伟,刘佳,宋庆章,高指林,王杨健
(海洋石油工程股份有限公司,天津 300452)
1 引言
随着海洋油气田开发工程逐步向深海推进,海洋石油平台和半潜式储油平台正在向大型化、工厂化和智能化方向转变,其制造涉及钢结构、设备、管线、电气仪表通讯以及防腐舾装等施工工作。海上油气田尤其是气田开发的迅速发展,对燃气透平发电机的需求与日俱增,作为海洋石油平台和半潜式储油平台的核心设备,设备安装的优劣对燃气透平发电机的正常运行起到至关重要的作用。燃气透平发电机主要依靠国外进口,不同厂家,或者同一厂家的不同型号的设备,安装工艺都有所差异。
本文基于国内海洋油气田开发项目常用的Caterpillar Turbines和Solar Turbines,对不同厂家设备的基座机械加工工艺进行了相关的探讨,对后续类似设备的基座机械加工工艺具有一定的指导意义。
2 工作原理和特点
燃气透平发电机是利用燃料油或油气田产生的天然气与空气混合燃烧后驱动发电机的电力能源设备,主要由透平机(压气机、燃烧室和动力涡轮)、发电机、进排气系统和其它辅助系统等组成。压气机通过大气连续吸入空气并将其压缩;压缩后的空气沿风道进入燃烧室,与喷入的燃料油(通过柴油系统或天然气系统供给)混合后燃烧,产生带机械动能的高温燃气,随即流入动力涡旋中膨胀作功,推动透平叶轮带着压气机叶轮一起旋转;最终通过联轴器和传动轴驱动发电机旋转,为海洋石油平台和半潜式储油平台提供电能[1]。
燃气透平发电机具有工作效率高,稳定可靠,应用灵活和节能环保等特点,同时,成撬设计集成度高,燃料系统,启动系统,控制系统,同期装置和励磁系统均可成撬,设备安装周期短,适用于海上石油平台的电力能源设备[2]。
3 机械加工关键工艺
燃气透平发电机是集燃料系统,启动系统,控制系统,同期装置和励磁系统成撬的大型复杂设备,主要由透平机、发电机、底座、冷凝器、控制柜、空气进气滤器、进气和排气系统、消音器和排烟系统等部分组成,总体模型见图1所示。燃气透平发电机为大型动设备,它的安装对基础结构的刚性和水平度要求极高,在主结构建造完成后,对基座支撑垫板进行铣削加工,确保基座水平度、共面度和其它技术参数符合厂家要求[3]。
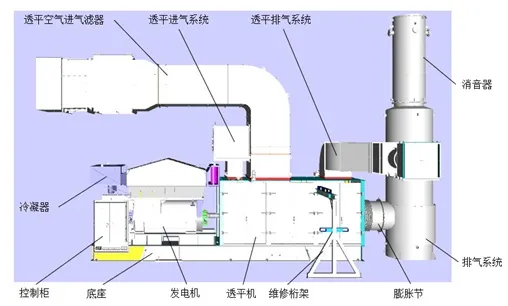
图1 Solar TurbinesT60 GS总体示意图
国内外各厂家的成撬结构设计基本一致,以国内海洋油气田开发项目常用的 Caterpillar Turbines和 Solar Turbines为例,对两种不同厂家的设备基座现场机械加工工艺进行探讨,总结出重点和难点,为燃气透平发电机基座机械加工工艺的标准化进行技术积累。
基座机械加工工艺的关键技术主要包括基座形式、机械加工参数和参数测量[4]三个方面的内容,根据上述参数设计对应的机械加工工艺。其中,依据基座形式确定基座板的加工方向,加工宽度和厚度等加工参数,设计合理的加工工步和工序以匹配机床设备的性能,同时,选取合理的测量工具保证数据的准确。

表1Saterpillar Turbines和Solar Turbines基座参数表
3.1 基座机械加工工艺流程
燃气透平发电机基座的机械加工工艺流程如下:(1)基座焊接和检验:在进行基座现场机械加工前,需要确保基座完成焊接、检验和周边环境检查工作,排除后续可能对基座造成变形的施工工作。(2)基座标高测量:利用精密仪器(全站仪或其它)对基座进行测量,单块基座垫板测量五个位置的数据(图2)。(3)机械加工余量确定:基座标高数据测量完成后,依据设备安装标高确定基座每块板的最大机械加工余量。(4)工机具准备和调试:将机床吊装到平台相应位置后,对机床进行调平和固定工作;机床调平和固定完成后进行试车加工,确认机床的调平和固定是否满足使用要求。(5)基座粗加工和测量:粗铣加工到工序设计尺寸后,对基座板进行测量,核实加工余量,若有加工偏差需要及时调整,再进行精加工。(6)基座精加工:根据基座粗加工和测量结果确定精加工的工步和工序,设计合理的加工参数。(7)平面度和共面度测量[5]:基座精加工完成后,使用框式水平仪测量单块基座板平面度(图3),所有基座板加工完成后,使用激光水平仪测量单台设备基座的共面度(图4)。
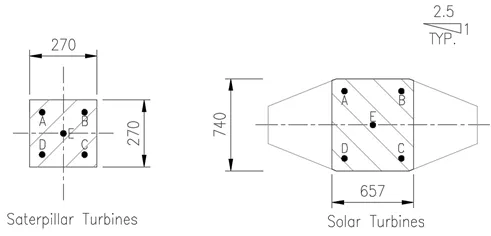
图2 基座标高测量示意图

图3 基座板平面度测量示意图
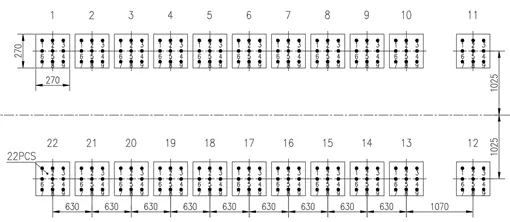
图4a Caterpillar Turbines共面度测量示意图

图4b Solar Turbines共面度测量示意图
3.2 Saterpillar Turbines基座机械加工工艺
Saterpillar Turbines基座为22块板组成,隔振器安装在机械加工完成后的基座上。依据Saterpillar安装要求(单台设备基座现场机械加工后的共度面公差为2mm,单块基座板的平面度公差要求为0.4mm/1m)和基座形式,确定现场机械加工工艺参数。其中,设备刀具沿轴向进刀,最大粗铣加工量为12mm,精铣加工量为3mm,现场机械加工后厚度为 mm(厚度根据设备安装标高确定),表面粗糙度Ra6.3,未标注形状和位置公差按GB/T 1184-1996-H级,未标注线性尺寸按GB/T 1804-2000-m级执行。
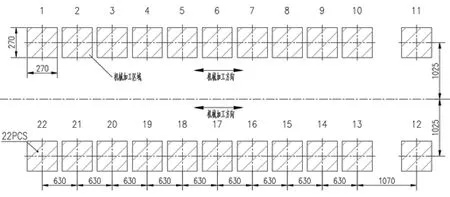
图5 Caterpillar Turbines加工示意图
3.3 Solar Turbines基座机加工工艺
Solar Turbines基座为3块八角板组成,承重板焊接在机械加工完成后的基座上。依据Solar技术要求(单台设备基座现场机械加工后的共度面公差为3mm,单块基座板的平面度公差要求为0.42mm/1m)和基座形式,确定现场机械加工工艺参数。其中,设备刀具垂直于八角板轴向进刀,最大粗铣加工量为25mm,精铣加工量为5mm,现场机械加工后厚度为 mm(厚度根据设备安装标高确定),表面粗糙度Ra6.3,未标注形状和位置公差按GB/T 1184-1996-H级,未标注线性尺寸按GB/T 1804-2000-m级执行。

图6 Solar Turbines加工示意图
4 结论
燃气透平发电机价值高,制造周期长,作为海洋石油平台的核心设备,如何安全有效地完成平台成撬至关重要。本文以国内海洋油气田开发项目常用的 Caterpillar Turbines 和 Solar Turbines作为依托,对不同厂家设备的基座机械加工工艺进行了详细探讨,重点分析加工方向和机械加工参数如何确定,加工参数如何测量等方面的内容,总结出各自的优势。结果表明,基座形式决定基座板的加工方向,加工宽度和厚度等加工参数,合适的测量工具和数据采集方法保证测量数据的准确性,上述经验对类似工程项目具有重要的指导意义。
