八钢板坯连铸结晶器高频率小振幅的实践
2022-03-04赫忠华
郭 鹏,赫忠华,陈 飞,刘 慧
(新疆八一钢铁股份有限公司炼钢厂)
前言
八钢公司板坯连铸机结晶器的振动方式有正弦振动和非正弦振动,相同工艺和振动参数条件下,非正弦振动方式负滑脱时间短,振痕深度相对较浅,铸坯裂纹缺陷率较低,实际生产过程中选择的也是非正弦振动方式,但在铸坯振痕深处还常伴有裂纹,轧制后会出现边裂和中间裂纹缺陷,严重制约产品质量提升。
日本住友金属和歌山钢厂研究发现铸坯的振痕深度随着振动频率的增加和振动幅度的减少而减轻,铸坯裂纹率大幅降低,尤其是含铌元素裂纹敏感性较强的钢种[1]。 英国钢铁公司通过优化结晶器的振动频率和振幅,使连铸坯振痕深度减少到0.15mm[2]。 宝钢2#连铸机通过提高频率、减小振幅后,铸坯的振痕深度0.39mm 减小到0.29mm[3]。本文在四号连铸机通过优化结晶器振动频率和振幅,减轻铸坯振痕深度。
1 研究方法
1.1 连铸机基本参数
八钢公司第二炼钢厂四号机是垂直弯曲型连铸机,7 点弯曲6 点矫直,基本半径9m,冶金长度32m,详细铸机参数见表1。

表1 四号连铸机主要参数
1.2 结晶器振动方式及控制参数
本次实验结晶器振动方式选用非正弦振动,振动频率f、负滑脱时间tn 和负滑脱率Ns 的数学表达式分别如下:
式中:T—结晶器振动周期,min;
ɑ—波形偏斜率;
vm—结晶器下振时的最大速度,m/min;
vc—拉坯速度,m/min;
A—振动幅度,mm。
1.3 试验方案
随着频率的增加,保护渣消耗量下降,容易发生漏钢事故[2]。 本次试验在不调整保护渣的情况下,频率小幅度提高,每次增加10Hz,总共提高20Hz,振幅 不 变, 在 四 号 机 生 产250mm × 1800mm 规 格Q345qE 钢种(出钢记号IL5811A1),恒拉速0. 8m/min 浇注,每个方案生产2 炉钢。 详细方案见表2。
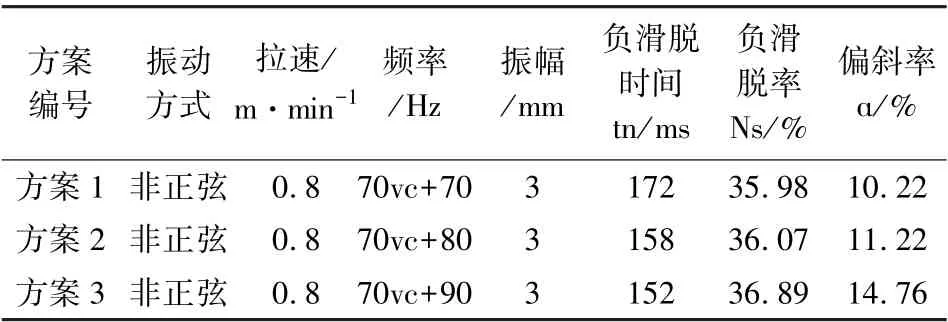
表2 试验方案主要参数
1.4 试样加工及振痕测量
因铸坯宽面振痕在扇形段辊子的作用下被压平不便于测量,本次实验测量铸坯窄面振痕。 每个方案每炉钢抽取第二块坯子两侧都取样,取样厚度30mm,宽度等于铸坯厚度,长度50mm。 将试样放在70%盐酸中,加热到70℃酸洗30min,待表面氧化铁皮和铁锈杂物洗干净后,用游标卡尺测量距离试样边部20mm 位置处振痕深度,游标卡尺深度测量杆的头部要加工成锥形,提高测量精确度。
2 试验结果
2.1 振痕深度
图1 是用方案1 振动参数生产的铸坯对应的振痕深度分布情况。 从图1 可以看出,振痕深度主要分布在0.2 ~0.7mm 之间,0.3 ~0.4mm 之间分布比例最多,没有出现深度大于1.0mm 的振痕,也没有出现振痕小于0.1mm 的深度。
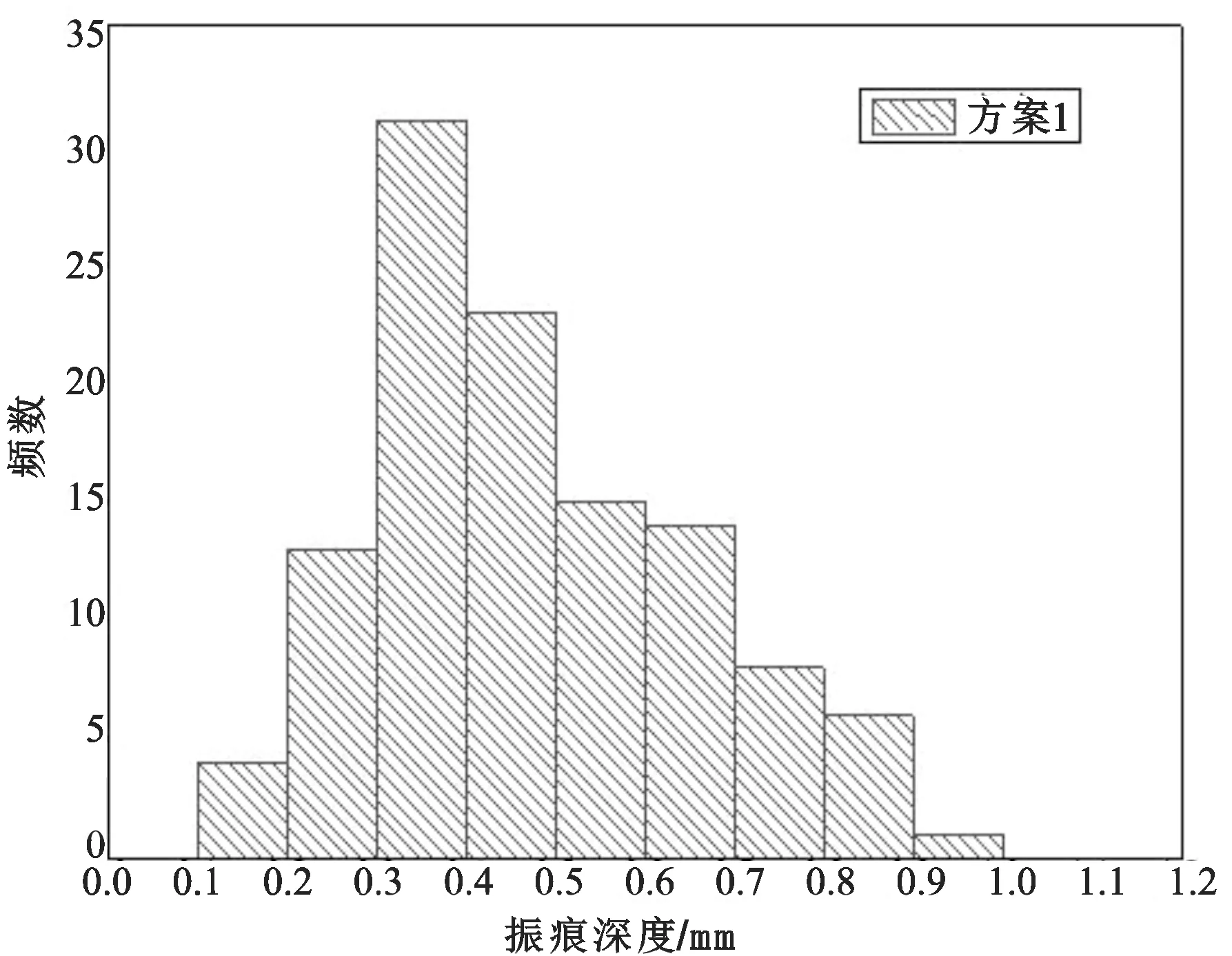
图1 方案1 振动参数下铸坯窄面振痕深度分布
图2 是用方案2 振动参数生产的铸坯对应的振痕深度分布情况。 从图2 可以看出,振痕深度主要分布在0.1 ~0.7mm 之间,0.1 ~0.2mm 之间的比例较方案1 增多,大于0.8mm 的比例较方案1 减少。
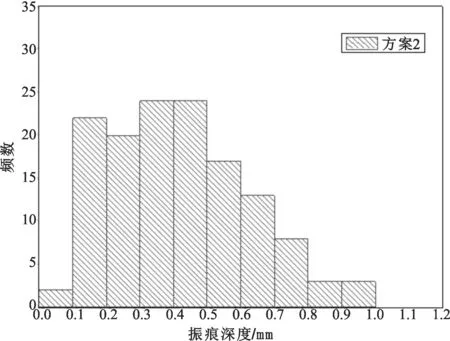
图2 方案2 振动参数下铸坯窄面振痕深度分布
图3 是用方案3 振动参数生产的铸坯对应的振痕深度分布情况。 从图3 可以看出,振痕深度主要分布在0.1~0.6mm 之间,大于0.6mm 的比例较方案1 和方案2 减少,没有出现深度为0.9~1.0mm 之间的振痕。
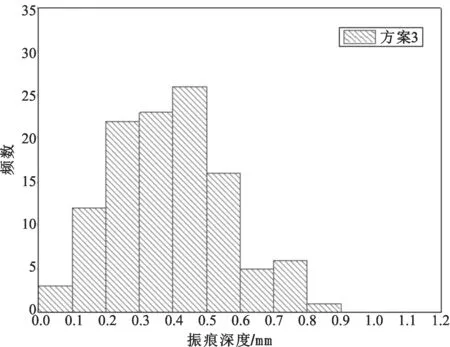
图3 方案3 振动参数下铸坯窄面振痕深度分布
从三个方案的试验结果看,随着结晶器振动频率的增加,铸坯振痕深度逐渐减小,主要分布范围从方案1 的0. 2 ~0. 7mm 减小到方案2 的0. 1 ~0.7mm,再减小到方案3 的0.1 ~0.6mm;平均振痕深度从方案1 的0. 43mm 减小到方案2 的0.38mm,再减小到方案3 的0.35mm。 平均振痕深度见表3。

表3 振痕深度情况
2.2 保护渣消耗
从表4 来看,振动频率从方案1 到方案3 增加20Hz,保护渣吨钢消耗量基本没有变化。 这个可能与振动频率变化幅度较小和试验量少有关,需要进一步验证。
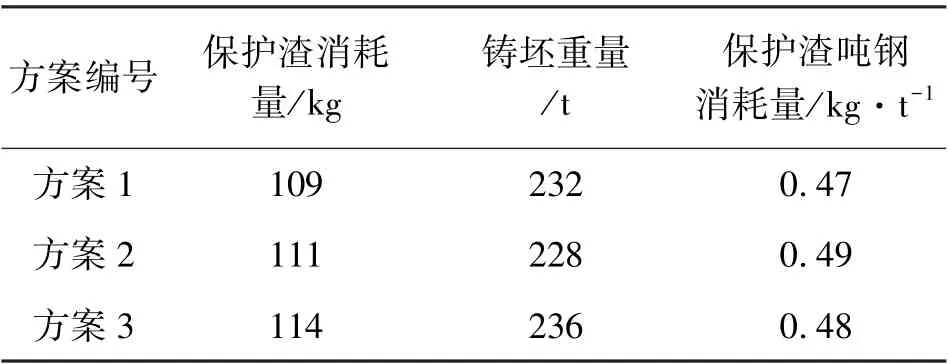
表4 保护渣吨钢消耗量
2.3 表面纵裂情况
试验结果中方案3 的振痕深度最小,按照方案3的振动参数继续生产了100 炉Q345qE 钢种(出钢记号IL5811A1)。 从图4 看,方案3 铸坯纵裂率为0.41%,较方案1 的铸坯纵裂率降低了0.04%。
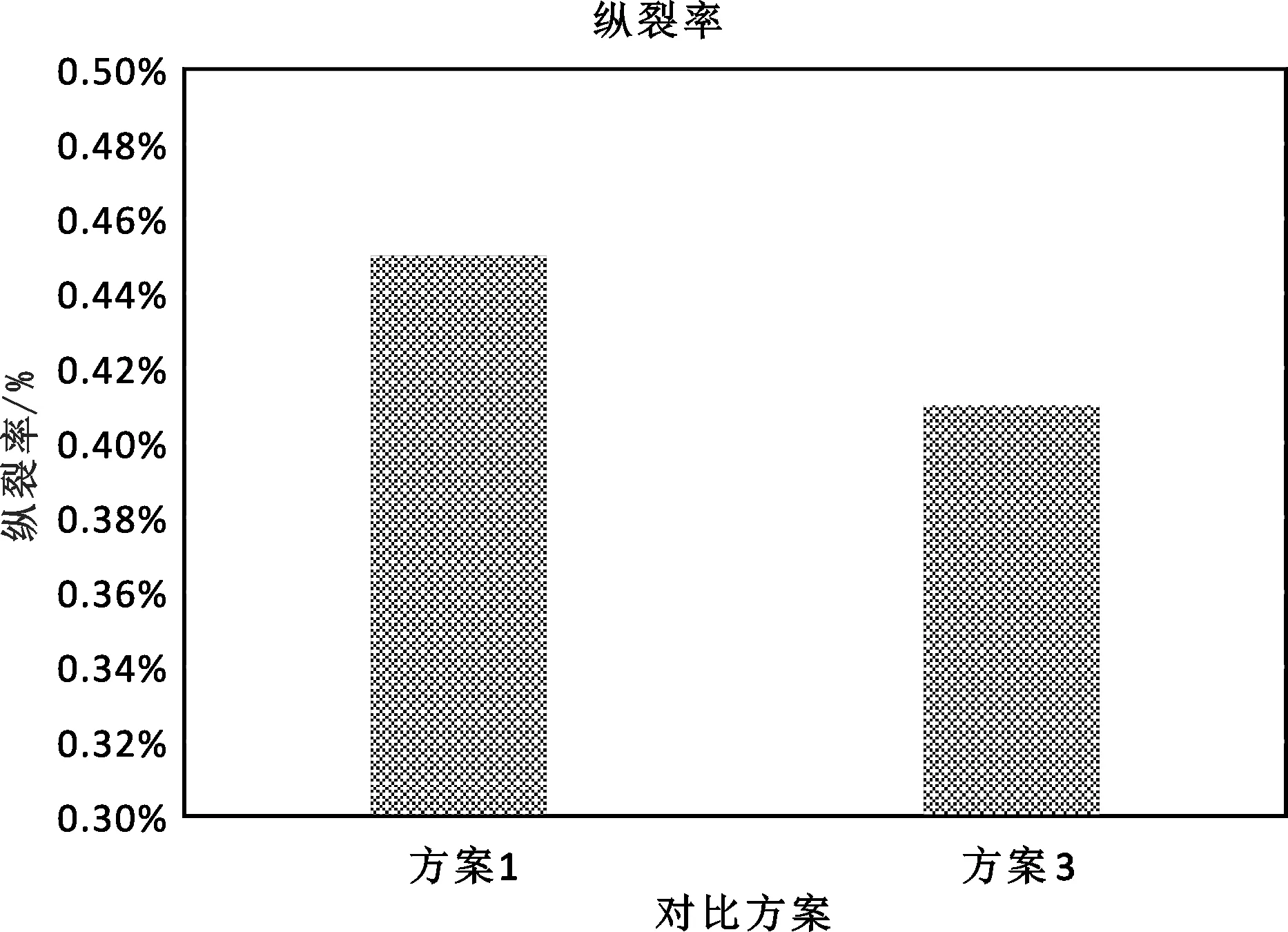
图4 优化前后铸坯纵裂情况
3 结论
通过实验数据表明:
(1)随着结晶器振动频率的增加,铸坯振痕深度逐渐减小,平均振痕深度从方案1 的0.43mm 减小到方案2 的0.38mm,再减小到方案3 的0.35mm。
(2)随着结晶器振动频率的增加,振痕主要分布范围从方案1 的0.2~0.7mm 减小到方案2 的0.1 ~0.7mm,再减小到方案3 的0.1~0.6mm。
(3)振动频率增加20Hz,保护渣吨钢消耗量基本没有变化。
(4)使用方案3 振动参数生产的铸坯纵裂率较方案1 降低了0.04%。
