激光划切硅工艺的探讨
2022-03-02沈怡东钱清友
沈怡东,钱清友
(捷捷半导体有限公司,江苏 南通 226200)
0 引言
半导体器件的划切主要分为砂轮和激光划切两种,而激光因其相干性好、方向性强、单色性好、划切效率高的特点,在半导体器件工艺过程中起着举足轻重的作用。激光最初的中文名叫作“镭射”“莱塞”,是其英文名称LASER(Light Amplification by Stimulated Emission of Radiation)的音译,意思是“通过受激辐射光扩大”,激光的英文全名已经完全表达了产生激光的主要过程。激光的原理早在1916年已被著名的美国物理学家爱因斯坦发现,1964年按照我国著名科学家钱学森建议将“光受激辐射”改称“激光”。激光的颜色一般用激光的波长来表述(见图1)。

图1 激光颜色与波长相关性
红外激光波长是1064 nm,紫外激光波长是355 nm,光由光子组成,即光量子(light quantum),其能量为普朗克常量和电磁辐射频率的乘积(E=hv),在真空中以光速c运行,其自旋为1,是玻色子。光子能量的计算公式为E=hv。式中,h为普朗克常量;v为光的频率。那么紫外激光的光子能量为红外激光的3倍,相对于红外激光来说,紫外激光俗称冷激光,可以切割钝化玻璃,故本文对紫光划切硅的工艺进行探讨,以解决紫光划切GPP功率器件的难点[1]。
1 实验原理
紫光划片主要是通过激光源放射出一定能量的紫外光,在一定频率及运行速度下,将待划切的硅烧融、气化,从而形成划切的据路,并通过后续的裂片过程,将硅片分成一个个器件(die),从而为后续器件的应用做准备。紫光划片机主要由激光源、布儒斯特窗口、激光扩速镜组成,其基本结构如图2所示。
(1)激光源特指泵浦(pump):即泵,又名帮浦、抽运;与泵不同的是,泵浦一词主要出现于激光领域。在激光器中,外部能量通常会以光或电流的形式输入到产生激光的媒质之中,把处于基态的电子,激励到较高的能级高能态(人们用“泵浦”一词形容这一过程(如同把水从低处抽往高处),物理学家将这种状态称为激发态。
(2)布儒斯特窗口:即用作偏振器的无镀膜的基底,通常用于激光腔内。以布儒斯特角放置时,光束的p偏振分量将无损耗通过窗口,而s偏振分量将被布儒斯特窗口反射。在激光腔内使用时,布儒斯特窗口本质上是一个偏振器。
(3)激光扩束镜:主要有两个用途:一是扩展激光束的直径;二是减小激光束的发散角。因此,它被用于远距离照明、投影以及聚焦系统,和未经扩束的光束相比,扩束后的光束可被聚焦得更小[2]。
2 实验过程
2.1 实验方法
取GPP的产品,对设备的划切功率、速度、频率三个因素进行工艺实验,比较其划切的宽度及深度,得到较优的工艺条件。划切示意图如图3所示。

图3 划切硅基本工艺模型
2.2 工艺过程
2.2.1 探讨划切频率对划切深度及划切宽度的影响
在恒定的划切速度(50 mm/s),恒定的功率(50%,10 kW的光源)的工艺条件下,对不同的划切频率进行工艺实验,测试其划切后深度及宽度,如表1、图4所示。从实验结果来看,频率与环切深度呈现抛物线相关性,宽度随着频率升高变低,但差异不大[3]。

表1 划切频率与划切深度宽度相关数据

图4 划切频率与划切深度宽度相关性图表
2.2.2 探讨划切速度对划切深度及划切宽度的影响
在恒定的划切频率(45 kHz),恒定的功率(50%,10 kW的光源)的工艺条件下,对不同的划切速度进行工艺实验,测试其划切后深度及宽度。如表2、图5所示。从实验结果来看,划切速度越快,深度越浅,划切的速度与划切宽度无相关性。

表2 划切速度与划切深度宽度相关数据

图5 划切速度与划切深度宽度相关性图表
2.2.3 探讨功率对划切深度及划切宽度的影响
在恒定的划切频率(45 kHz),恒定的划切速度(50 mm/s)的工艺条件下,对不同的功率(10 kW的光源)进行工艺实验,测试其划切后深度及宽度。如表3、图6所示。
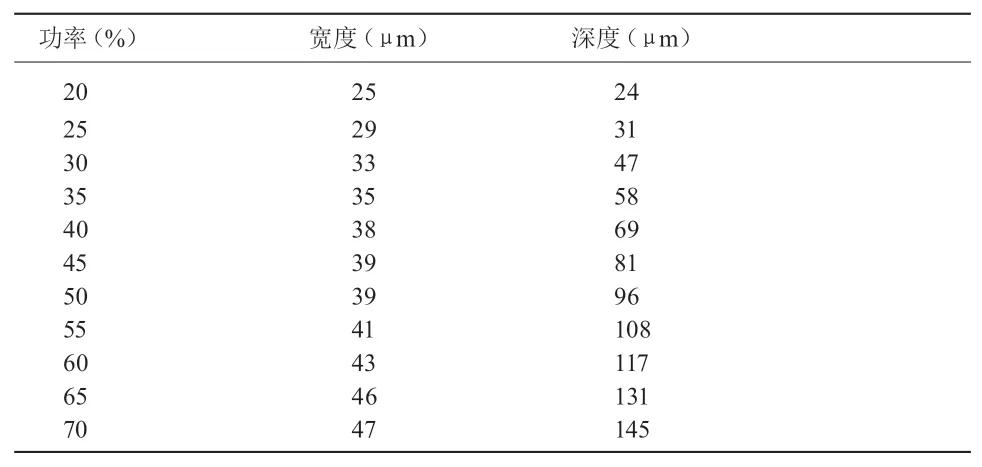
表3 划切功率与划切深度宽度相关数据

图6 划切功率与划切深度宽度相关性图表
从实验结果来看,划切功率越大,划切的深度及宽度均越大。
3 结束语
紫光划切硅片划切的深度与功率及速度成线性关系,功率越大,划切深度越深,速度越慢,划切深度越深,而频率与划切深度成多项式关系,即存在深度与频率最佳匹配值,需根据不同的激光源进行测试分析探讨。紫光划切硅片的宽度与划切速度无关,划切频率越高,宽度越窄,划切功率越大,宽度越宽,我们可以根据产品的要求,做相应的取舍。紫光划切硅片也不是划切越深越好,若划切过深,则其存在气熔的硅在硅片表面再次凝固的问题,出现硅片不易裂开的情况,因此最佳的工艺需结合产品的实际需求,做相应的优化,从而得到最理想的工艺条件。■
