高钢级管线钢自保护药芯焊丝环焊接头韧性影响因素研究*
2022-03-01张鹤松马本特贾书君刘清友隋永莉
随着我国经济的高速发展, 对油气资源的需求日益增加。 根据最新预测, 至2040 年我国天然气消费在一次能源中占比将从7%增长至14%
。天然气资源的大量需求推动了长输管线工程建设的快速发展。 据国家石油天然气管网集团有限公司的统计, 截至2020 年底, 全国天然气管道总里程为7.91 万km, 已初步形成 “四大 (进口) 通道” 和“三纵三横” 的管网系统, 在未来五年将规划建成“五纵五横” 的天然气干线管网
。 安全性一直是管道施工及服役过程中的重要指标, 环焊缝作为管道整体质量的薄弱环节, 其强度与韧性是管道质量管控的核心
。 国内长输管道工程施工环焊工艺主要采用自保护药芯焊丝半自动焊及气保护自动焊的方法, 返修采用手工电弧焊焊接工艺, 其中80%以上的长输管道环焊缝采用自保护药芯焊丝半自动焊的方法进行焊接
。 在管道施工及服役过程中对环焊缝性能进行评价, 发现其冲击韧性平均值均较高, 但离散性大, 且部分冲击吸收功接近于验收指标的下限
。 自保护药芯焊丝半自动焊环焊缝冲击韧性波动较大的现象, 使管道服役过程存在较大的安全隐患, 为保障焊接接头力学性能的稳定性, 有必要对影响自保护药芯焊丝环焊接头低温韧性的因素进行系统性分析,对管道服役安全性评估提供理论指导
。
摘 要:在大力推进教育现代化的进程中,教育信息化建设是学校的中心工作,其水平也逐渐被各级教育应行政部门作为衡量学校办学水平的一个重要指标,而师生信息技术应用能力的强与弱将直接关系到学校教育信息化水平。从管理、培训、竞赛、应用和科研等方面对师生信息技术应用能力的提升工作进行研究,找出对策。
影响管道环焊半自动环焊缝韧性的原因有很多, 焊丝熔敷金属成分差异, 焊接速度、 焊接角度等焊接工艺不同导致焊缝性能不稳定, 母材成分不同导致焊缝成分稀释程度不同, 夹杂物形态和分布及热影响区组织状态不同等
。 本研究将从夹杂物、 气体元素及显微亚结构等材料本质方面对自保护药芯焊丝环焊缝韧性影响因素进行分析。
1 试验材料与方法
为详细分析高钢级管道环焊施工过程中自保护药芯焊丝半自动焊缝韧性波动原因, 取某天然气长输管线工程环焊焊接工艺评定时X80 自保护药芯焊丝焊接接头进行微观组织及冲击韧性分析。
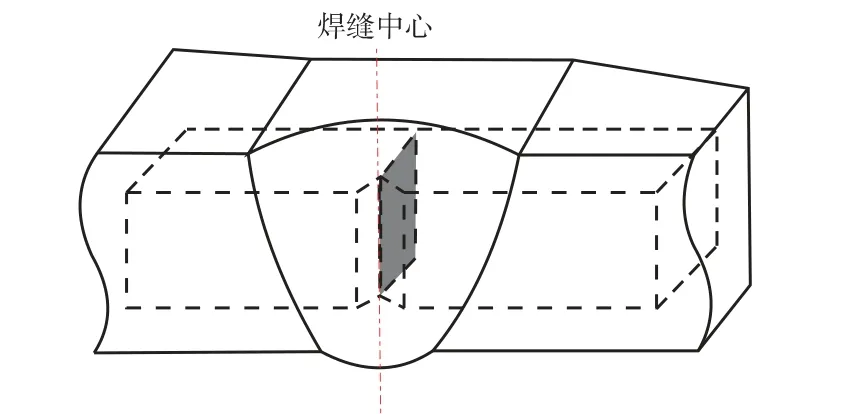
为研究X80 自保护环焊缝冲击性能的影响因素, 按照API 5L 标准在焊缝中心取冲击试样, 试样尺寸为10 mm×10 mm×55 mm, 取样及缺口位置如图1 所示。 采用扫描电子显微镜观察焊缝冲击断口, 分析夹杂物是否是冲击断裂的起裂源。
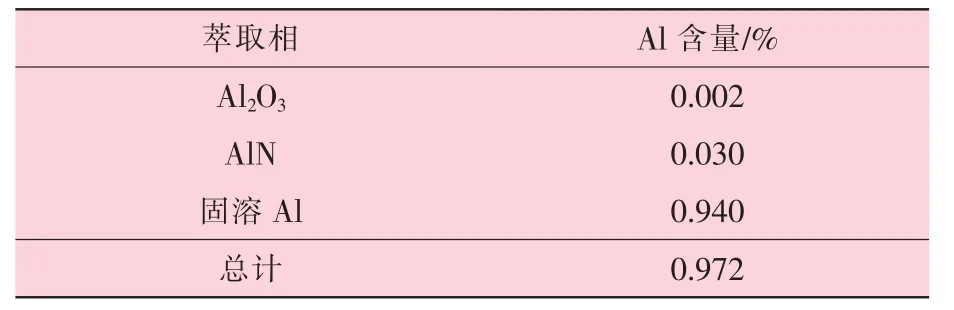
材料的微观组织特征是由其化学成分决定的。X80 自保护药芯焊丝半自动焊缝的合金化特点为“超低C-高Ni-高Al”, 西气东输二线和西气东输三线普遍使用的自保护药芯焊丝的熔敷金属化学成分为0.04%C-0.2%Si-(1.5%~1.6%)Mn-(1.5%~2.0%)Ni-(0.7%~1.2%)Al。 焊缝中的Al 萃取化学相分析结果见表3, 结果表明, 该类型焊缝中化合态Al 的质量分数在0.03%左右, 即焊缝中的Al 大都以固溶Al 的形式存在。 众所周知, Al 是一种非碳化物形成元素, 当焊缝中大量的Al 以固溶态存在时, 可抑制γ→α 相变过程中相界面碳化物的析出, 使残余奥氏体稳定, 从而获得大量的马氏体或残余奥氏体组织, 即M/A 组元。
区块链技术是一种利用去中心化共识的机制维护一个完整的、分布式的、不可篡改的账本数据库的技术,它能够让区块链中的参与者在无需建立信任关系的前提下实现一个统一的账本系统。近年来,区块链以集成分布式数据存储、点对点(P2P)传输、新型加密算法和共识机制等技术的特点,已越来越成为许多国家政府和国际组织研究讨论的热点,依靠互联网的产业也纷纷加大了对其投入的力度[1],但是目前全球还没有政府大力推广将该技术应用于物联网的身份识别系统。
在人工肺液中,白藜芦醇DPPC脂质粉雾剂同原料药相比,具有明显的缓释效果(图5)。原料药存在明显的突释现象,1 h内释放接近60%;相比之下,白藜芦醇DPPC脂质粉雾剂释放缓慢,没有突释现象,释放24 h后,累积释放达到60%。通过释放方程拟合,白藜芦醇DPPC脂质粉雾剂释放机制符合Higuchi释放模型(Ft=9.346 t1/2+12.88, r2=0.824 2),即药物以骨架型扩散为主,随着时间推移,脂质体的破裂,药物从脂质空隙中渗漏。白藜芦醇DPPC脂质粉雾剂释药特点证明DPPC脂质体的多囊结构使药物具有缓释效果,在肺内缓慢释药发挥作用,避免突释带来的不良反应。
2 试验结果与分析
2.1 夹杂物对焊缝韧性影响
焊缝中常见夹杂物主要有三类, 即氧化物、 氮化物和硫化物。 夹杂物对韧性影响取决于夹杂物种类、 数量、 尺寸、 形状和分布, 一般来说, 随夹杂物数量的增多, 焊缝韧性明显下降
。 为了保证自保护药芯焊丝能够在无外加气体保护下进行焊接, 通常该类药芯焊丝中都加入了大量Al、 Zr 等元素用来脱氧脱氮,避免在焊接过程中大气中氧、 氮的侵入。 但是, 大量的脱氧脱氮剂形成的氧化物和氮化物又会在焊缝中作为夹杂物存在, 较大的夹杂物可成为裂纹源, 导致冲击功降低和脆性转变温度的提高。
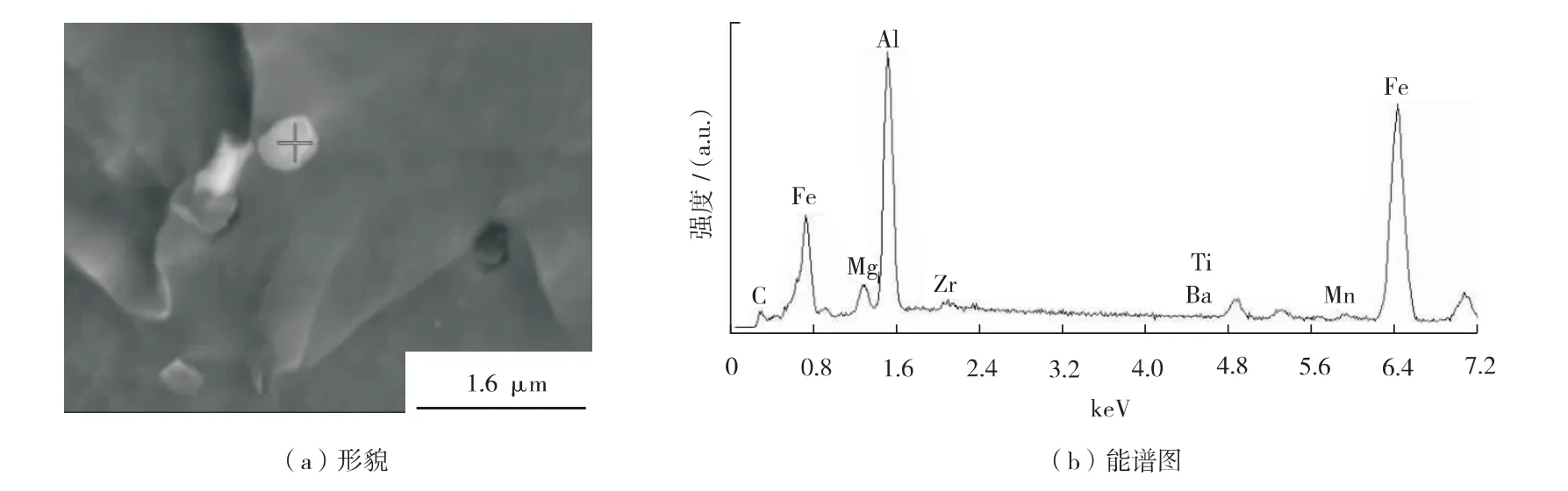
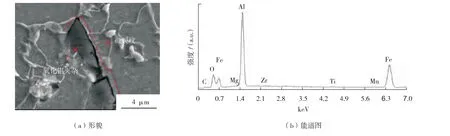
夹杂物的形状和尺寸对韧性有较大影响, 其中球形或类球形夹杂物对基体的割裂作用小, 夹杂物周围的应力条件相对较好, 类球形夹杂物形貌及能谱图如图2 所示。 不规则的尖角形的夹杂物对基体的割裂作用大, 夹杂物周围的应力条件较差, 易在其周围起裂或成为裂纹扩展通道,会对焊缝韧性造成不良影响。 在X80 钢管自保护药芯焊丝环焊缝中发现了氧化铝夹杂周围发生开裂的案例, 其形貌及能谱图如图3 所示。
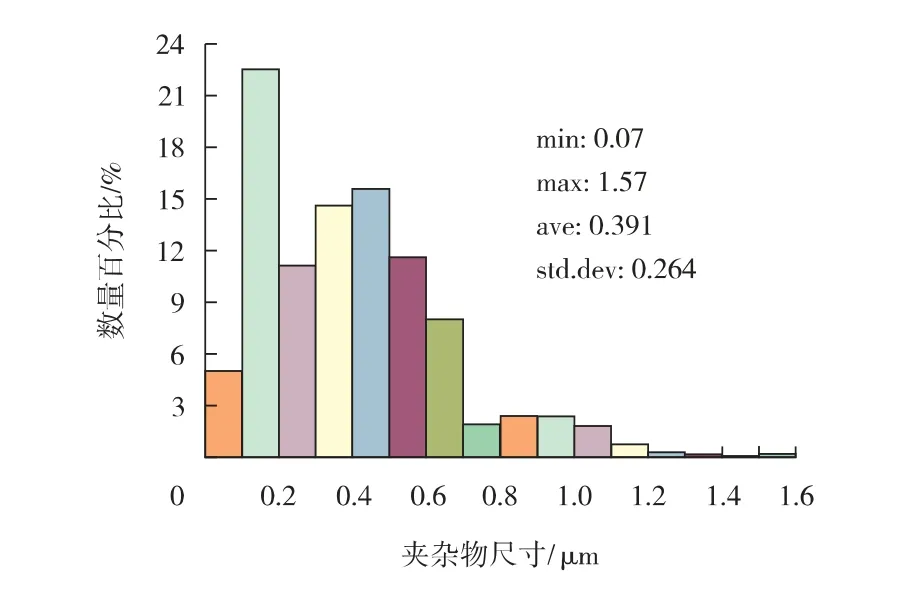
X80 自保护药芯焊丝环焊缝中主要夹杂物为Al
O
、 MgO、 ZrO 及其复合夹杂物, 夹杂物定量统计结果如图4 所示。 由图4 可知, 焊缝中夹杂物尺寸主要分布在0.1~0.7 μm 范围, 尤其是尺寸在0.1~0.2 μm 范围的夹杂物数量最多, 占总夹杂物数量的23%。 可见X80 自保护药芯焊丝环焊缝中的夹杂物尺寸比较细小, 平均尺寸仅0.4 μm 左右。
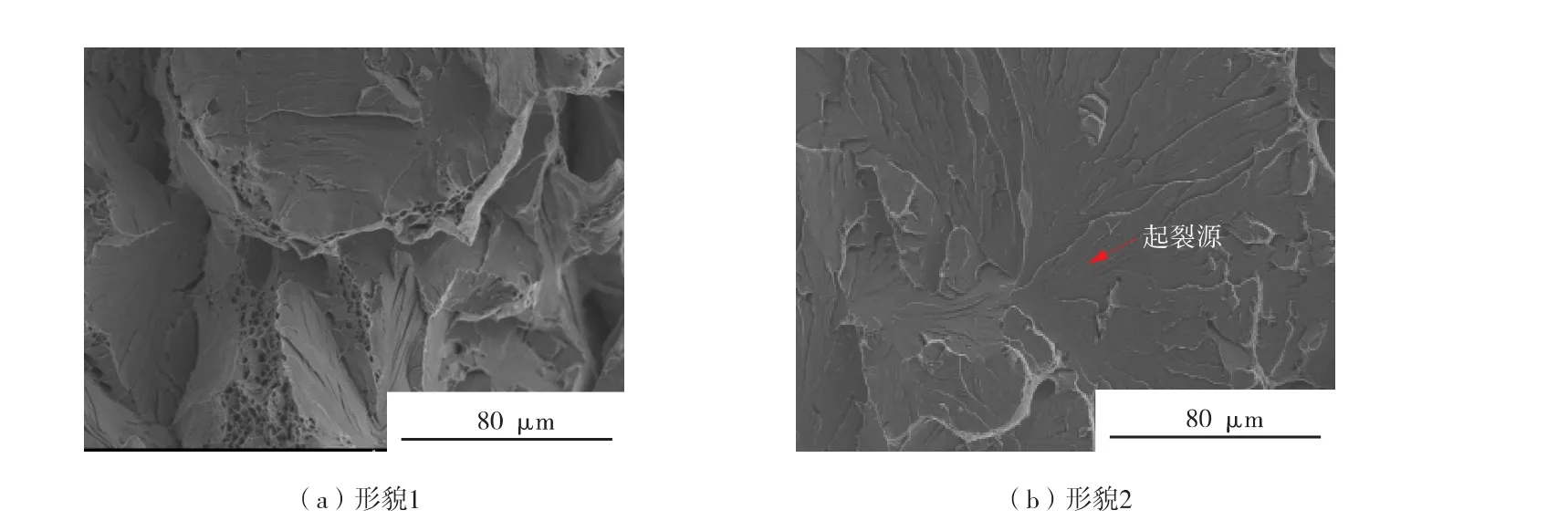
范玉然等
指出, 当准解理断裂的起裂源在夹杂物处时, 夹杂物对焊缝冲击韧性影响较大, 焊缝韧性降低。 自保护药芯焊丝半自动环焊缝冲击断口形貌如图5 所示, 大量SEM 分析表明, 准解理或解理断裂面周围主要为韧性断裂带, 起裂源均在扇形面中心位置, 在解理面或准解理面起裂位置未发现夹杂物, 说明在X80 自保护药芯焊丝环焊缝中,夹杂物不是解理断裂的起裂源, 夹杂物不是导致自保护药芯焊丝环焊缝韧性离散分布的主要原因。
2.2 气体元素对焊缝韧性的影响
美国Edison 焊接研究所的Ramirez 等
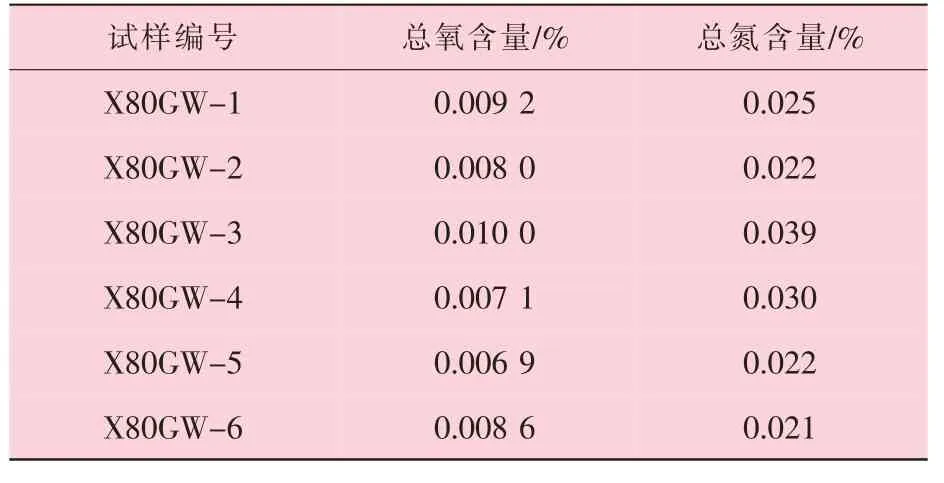
对比研究了不同焊接工艺和材料下焊缝金属中的O、N 气体含量, 结果显示, 常见的自保护药芯焊丝半自动焊的氧含量最低。 国内某X80 天然气长输管线焊接评定试验中自保护药芯焊丝焊缝的气体含量统计结果见表2, 从表2 可以看出, 自保护药芯焊丝环焊缝中的氧含量为0.01%左右。 自保护药芯焊丝中一般都加入了大量的Al、 Zr、Ti、 Si、 Mg 等元素作为脱氧剂, 使自保护焊缝中的氧含量保持在较低水平。
矿石以细粒结构为主,均为粒状变晶结构,局部地段粒度较粗,矿石构造为条带状、条纹状构造。矿石中主要矿物成分为磁铁矿,次为赤铁矿,少量褐铁矿;脉石矿物主要为石英,次为角闪石,还有少量的石榴子石和黑云母。矿石自然类型为石英型和闪石型磁铁矿石。w(Tfe)在22.45%~36.00%之间,平均为30%。
为满足X80 自保护药芯焊丝半自动焊缝较高的强度需求, 焊缝组织通常设计为贝氏体, 而M/A 组元本身就是贝氏体相变过程中的一种不可避免的伴生相, 再加上大量固溶Al 的作用, 必然会导致焊缝中出现大量的M/A 组元, 常规贝氏体母材的显微组织与自保护焊缝的贝氏体组织对比如图9 所示。 常规贝氏体钢中的M/A 组元分布弥散, 体积分数一般都控制在10%以下, 颗粒尺寸小于2 μm; 而自保护焊缝中的M/A 组元体积分数大都在20%~40%, 并且颗粒尺寸较大, 尺寸为2~5 μm, 形状不规则较多, 尤其在亚临界区的奥氏体晶界处会出现严重的集聚和岛链状分布。
此后,东芝宣布将出售核时代,并于2017年12月宣布韩国电力公司(Kepco)为优先竞标人。但在英国政府2018年6月宣布将采用“受监管的资产基础”(RAB)的项目融资模式后,东芝宣布取消韩电的优先谈判权,为其他竞标者留出机会。
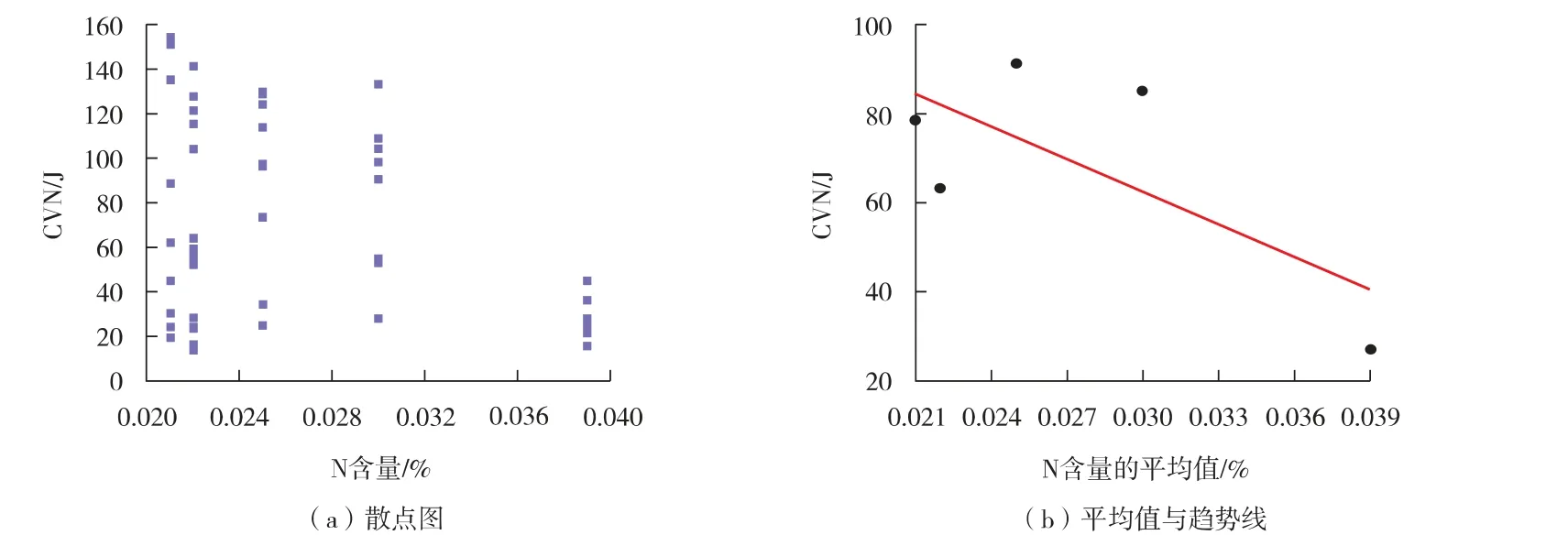
X80 环焊缝冲击韧性与氮含量的对应关系如图8 所示, 可以看出, 随着焊缝中总氮含量的增加, 焊缝平均韧性水平下降, 结合相分析的结果得出, 该类型焊缝中自由氮的存在是导致焊缝韧性降低的主要原因。 同时还可看出, 氮含量较高的焊缝冲击值较低, 一般在60 J 以下; 氮含量较低时, 冲击功分散度很大, 有的达到150 J, 也有的仅20 J 左右。 由此说明, 氮并不是影响焊缝冲击韧性的唯一因素。 当氮含量较低时, 调节其他条件可显著提高焊缝韧性; 但是当焊缝氮量较高时,无论如何调整或改变其他条件, 焊缝的韧性都较低。 由此得出, 自保护药芯焊丝环焊缝中较低的氮含量是确保其获得良好韧性以及避免韧性发生较大波动的必要条件。
通过调研,很多工科高职高专学院没有开设机械检验检测技术专业,没有专任测量实训实验指导教师,机械产品测量实训教学一般是由《互换性与测量技术》的任课教师担任。其教学过程是实验教师根据某一实验项目,首先介绍测量方法及原理、测量任务及要求,其次面对学生做演示,最后根据测量设备的数量分组,学生操作及完成实验报告。其教学组织模式如图1所示。
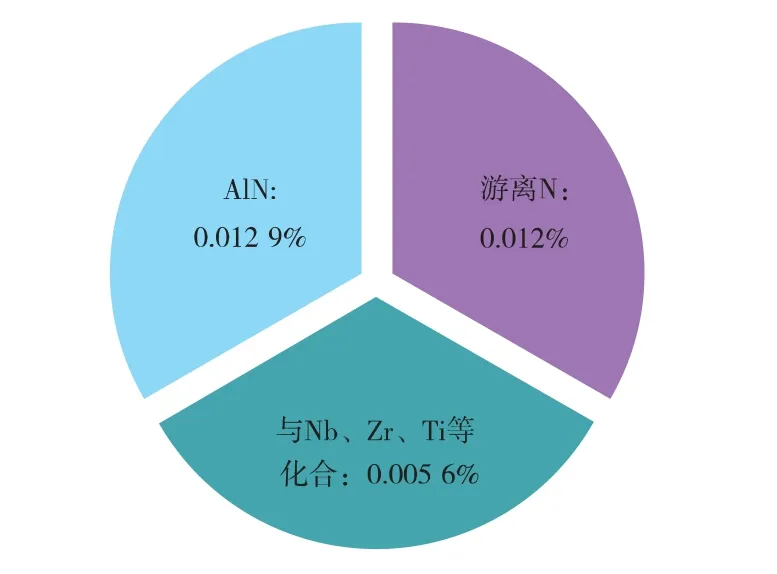
氮在钢中的存在形式一般有化合氮和自由氮两种, 存在形式的不同决定了其对焊缝性能的影响机理不同, 为了解X80 自保护药芯焊丝环焊缝中氮的存在形式及相比例情况, 采用萃取相分析和气体分析方法研究了焊缝中氮总含量为0.03%情况下的各相分配比例, 具体结果如图7 所示。 从图7可看出, 焊缝总含氮量在0.03%水平时, 0.012 9%的氮与Al 结合形成了AlN, 0.005 6%的氮与脱氧剂Zr 及母材中的Ti、 Nb 等形成氮化物, 其余0.012%的氮以自由态(游离氮) 形式存在。
2.3 M/A 组元对韧性的影响
2.3.1 焊缝显微组织及其亚结构特征
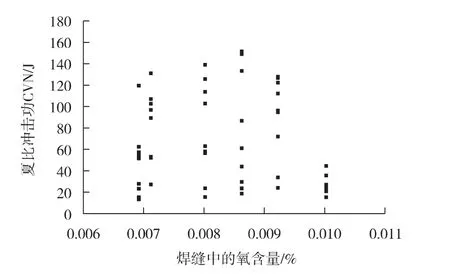
夹杂物分析也表明, 尽管该类焊缝中夹杂物大都为氧化物夹杂, 但是由于氧含量低, 夹杂物尺寸细小, 也不会对焊缝韧性造成太大的影响。 X80自保护焊缝中氧含量与冲击韧性的关系如图6 所示, 可以看出, 焊缝冲击功与焊缝中总氧含量之间并没有直接关系。
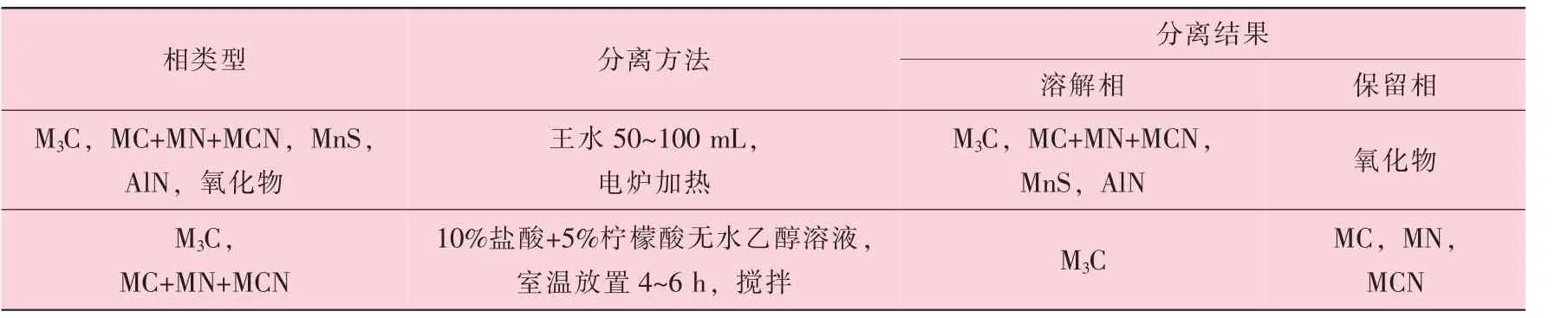
采用化学萃取相分析的手段研究自保护环焊缝中Al 的化合物、 氮化物等第二相的固溶析出规律。 电解制度: 5%氯化钾+0.5%~1%柠檬酸水溶液, T=-10~-5 ℃, I=0.025 A/cm
。 获得析出相后按照表1 中的方法进行相分离, 用APD-10型X 射线衍射仪分析析出相的结构, 测试条件为: 采用Co 的Kα 辐射源, 加速电压为35 kV、电流为30 mA; 2θ 扫描范围15°~100°。
根据三维实体模型提供的玻璃骨架三维定位数据进行骨架的安装(见图3),安装过程中采用全站仪全程跟踪测量。
由表2 可知, 结果表明该类焊缝中氮含量明显较高, 大都分布在0.02~0.04%。 由于氮在高温下、 液态金属中溶解度较大 ( 不低于0.135%), 但是室温时的溶解度小于0.001%, 焊缝凝固时, 随着温度的降低, 过饱和氮会向外逸出, 当焊缝金属的结晶速度大于氮的逸出速度时, 过饱和的氮只能残存于焊缝基体中
。 因此,自保护药芯焊丝焊缝中氮的总含量高于其他焊接方法中焊缝的氮含量。

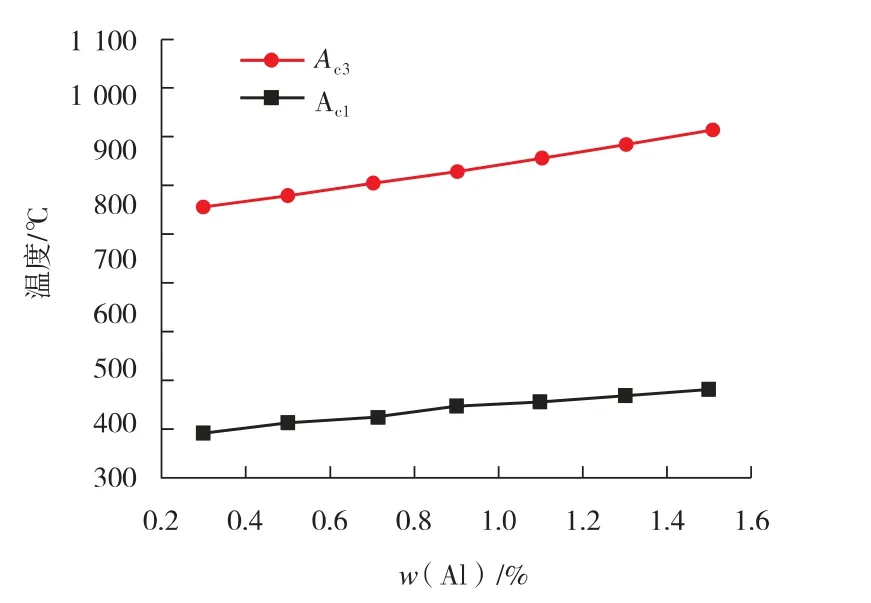
一方面焊缝中高的固溶Al 带来大量的M/A组元; 另一方面, Al 也是铁素体形成元素, 焊缝凝固冷却过程中, Al 能促进奥氏体向铁素体的转变。 焊缝中固溶Al 含量的变化对相变温度的影响如图10 所示, 焊缝基准成分为0.045%C-1.57%Mn-1.5%Ni。 从图10 中可以看出, 随着焊缝中Al 含量的增加, A
和A
温度明显升高, 且A
升高的更快。 当Al 含量从0.3%提高到1.2%时, 亚临界区温差提高40 ℃。 亚临界区温差的提高意味着焊缝再热区内亚临界区的厚度增加, 即亚临界区在整个热影响区中所占的比例提高。 自保护焊缝亚临界区组织中存在大量块状的M/A, 并集聚在奥氏体晶界附近,甚至沿着奥氏体晶界形成长岛链, 这种显微组织比例的提高大大增加了韧性恶化的潜在风险。 综合以上分析得出, 自保护药芯焊丝中大量固溶Al 的存在是导致焊缝中出现大量的粗大M/A 组元的根本原因。
2.3.2 M/A 组元对韧性的影响
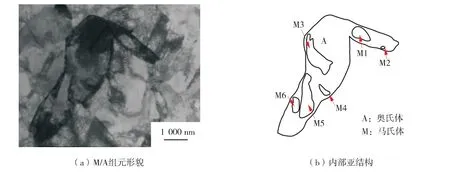
在贝氏体组织中, M/A 组元相对基体是一种硬化相, 其数量、 形状、 大小必然对材料性能(尤其是断裂韧性) 产生影响。 X80 自保护药芯焊丝环焊缝中M/A 组元无论数量还是尺寸都远超出贝氏体钢中M/A 的正常范围。 透射电镜下M/A 组元及其内部亚结构示意图如图11 所示, 在奥氏体内部分布着形态各异的马氏体组元(M1~M6), 有的尺寸较大(M3), 而有的互相之间交叉排列。 M/A 中未经回火的马氏体硬度高, 在变形过程中容易产生应力集中, 且前期相变过程中产生的残余应力得不到释放, 从而导致了脆性裂纹的萌生和扩展。
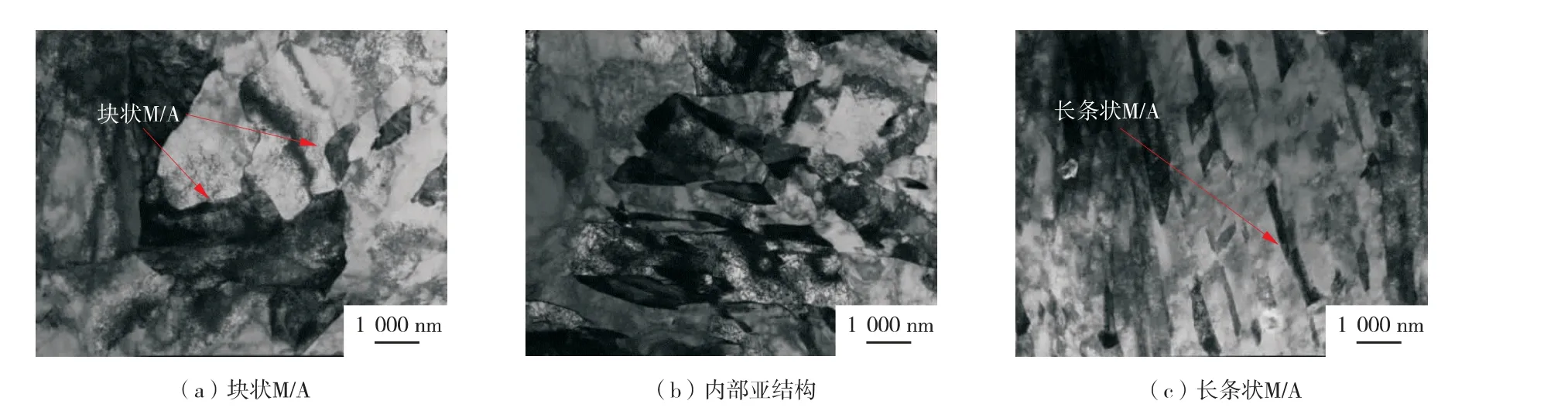
现有自保护药芯焊丝环焊缝中观察到的形状各异的M/A 岛形态如图12 所示。 从图中可以发现焊缝中的M/A 组元至少有以下四种形貌: 块状M/A、 长条状M/A、 连续分布的块状M/A 及M/A 与碳化物共存的颗粒。 其中, M/A组元是一种脆性的硬质相, 它破坏了基体的连续性, 并且在M/A 岛周围的基体中极易产生点阵畸变, 在其周围形成一个高能区, 使基体和M/A 岛之间易形成微裂纹, 当裂纹的扩展平面为脆性M/A 相的某一解理面时, 裂纹将沿着M/A 相的解理面以脆性解理断裂的方式直接断裂。 因此, 无论是M/A 组织自身的断裂还是M/A 与基体的分离都很容易成为脆性裂纹的形核中心。
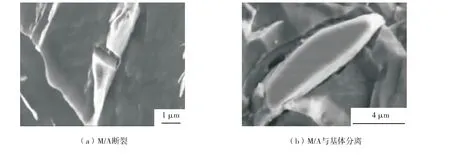
M/A 组元的断裂和与基体分离的SEM 照片如图13 所示。 冲击断口镀镍后纵向剖开, 观测其裂纹走向, 可以更直接地观察到M/A 组元与基体分离的证据, 如图14 所示。 一系列试验结果表明, M/A 通常会成为脆性裂纹的起源, 尤其是M/A 数量较多、 尺寸较大时对韧性的破坏作用更加明显, 这也就是导致自保护环焊缝冲击韧性较差的原因所在。

3 结 论
(1) X80 管道对接焊自保护药芯焊丝环焊缝中主要的夹杂物为Al
O
、 MgO、 ZrO 及其复合夹杂, 平均颗粒尺寸0.4 μm, 在解理面或准解理面的起裂位置均未发现夹杂物, 夹杂物并不是导致自保护药芯焊丝半自动焊缝韧性离散分布的主要原因。
(2) 自保护药芯焊丝焊缝中氮含量通常在0.02%~0.04%, 过高的氮含量使其在焊缝凝固和层间再热区热循环中难以完全析出, 存在一定数量的间隙固溶氮, 易于形成微气孔和发纹, 是导致自保护焊缝冲击韧性波动的主要原因之一。
(3) 自保护药芯焊丝中加入了大量的Al 用来脱氧和固氮, 冷却过程中固溶Al 抑制渗碳体生成, 使奥氏体中的碳富集, 提高奥氏体稳定性, 促进室温下大量M/A 组元的生成。 M/A 中大部分为马氏体, 大块的硬相M/A 岛是脆性解理断裂的起源和裂纹扩展的通道。 因此, X80 管道环焊缝中因Al 含量较高而导致组织中大量M/A 组元的存在是焊缝冲击韧性波动的另一个主要原因。
[1] 王晓香. 管道安全对焊管制造技术的新挑战[J]. 焊管,2020,43(9):1-5.
[2] 中国石油新闻中心. 国家管网集团正规划建设 “五纵五横”天然气干线网络[EB/OL]. [2021-04-29]. http://news.cnpc.com.cn/system/2021/04/29/030031688.shtml.
[3] 隋永莉,王鹏宇. 中俄东线天然气管道黑河—长岭段环焊缝焊接工艺[J]. 油气储运,2020,39(9): 961-970.
[4] 齐丽华,王磊,杨耀斌.X80 管线钢半自动自保护药芯环焊接头性能影响因素研究[J]. 焊管,2021,44(9):7-12.
[5] JABERI F S,KOBABI A H. Influence of nickel and manganese on microstructure and mechanical properties of shielded metal arc-welded API-X80 steel[J]. Journal of Materials Engineering and Performance,2012,21 (7):1447-1454.
[6] 尹长华,范玉然.自保护药芯焊丝半自动焊焊缝韧性离散性成因分析及控制[J].石油工程建设,2014,40(2):61-67.
[7] QI L H,JIN Z L,ZHANG J M,et al.Influence factors of X80 pipeline steel girth welding with self-shielded flux-cored wire [J]. Materials Science and Technology,2017,33(5):592-691.
[8] LI X D,MA X P,SUBRAMANIAN S V,et al. Influence of prior austenite grain size on martensite-austenite constituent and toughness in the heat affected zone of 700 MPa high strength linepipe steel[J].Materials Science and Engineering:A,2014(616):141-147.
[9] 袁军军,禅志善,曹睿,等. 多层多道平焊接头冲击性能不稳定的原因分析[J]. 焊接学报,2017,38(5):100-103.
[10] 陈剑虹,曹睿. 焊缝金属解理断裂微观机理[J]. 金属学报,2017,53(11):1427-1444.
[11] 于启湛.钢的焊接脆化[M].北京:机械工业出版社,1992.
[12] 范玉然,汪凤,张希悉. 影响自保护药芯焊丝焊缝韧性因素[J]. 电焊机,2014,44(11):47-51.
[13] RAMIREZ J E. 高强钢焊缝金属的化学成分和组织及非金属夹杂物[J]. 世界钢铁,2009(3):49-59.
[14] 张占伟,李午申,薛振奎,等. 自保护药芯焊丝熔敷金属中O、N 的控制及其对显微组织和韧性的影响[J].天津大学学报,2010,43(2):186-189.
