肉羊颗粒全混合日粮(PTMR)饲喂机性能试验
2022-02-26王利鹤赵永来李海军
■王利鹤 刘 飞 赵永来 李海军* 李 颖
(1.内蒙古农业大学职业技术学院,内蒙古 包头 014109;2.内蒙古农业大学机电工程学院,内蒙古 呼和浩特 010018)
饲料成本占肉羊养殖成本的50%以上[1],是影响养殖收益的最重要因素之一。而全混合日粮饲养技术可大幅度降低饲料成本,提高饲料利用率,进而提升料肉比[2-11]。颗粒全混合日粮(PTMR)是根据肉羊生长所需营养物质,将精粗饲料混合压制而成颗粒状[12-24]。该饲料可实现规模化生产、适口性好,且可以减少中小规模企业养殖资金投入,最大限度提升肉羊养殖经济效益[25]。李博[26]研究了颗粒全混合日粮对肉羊生产性能、消化和肉品质的影响,发现颗粒全混合日粮可以提高肉羊的采食量与日增重,减少挑食现象,缩短采食时间,促进瘤胃发酵,有利器官发育与健康,从而提高肉羊的生产性能,同时对肉品质无负面影响;王子玉等[27]将全混合日粮散料与市面上3 种颗粒全混合日粮在3~5 月龄的育肥湖羊上进行对比试验,研究表明,颗粒全混合日粮优于全混合日粮散料。
农区舍饲机械化规模化养殖是未来养殖业的发展趋势,颗粒全混合日粮饲喂技术因其饲喂优势使得推广应用前景较好[28-29]。但目前还没有专门的颗粒全混合日粮饲喂设备,而是依靠饲草料设备来完成饲喂工作,且在饲喂过程中存在比能产量低、送料均匀度低、破碎率高等问题,导致养殖成本较高。
为解决PTMR饲喂机械的问题,笔者进行了肉羊PTMR 饲喂机性能试验研究。以提升肉羊饲喂机械化水平,降低饲料成本和减少人工费用,进而获得养殖最大收益[30-36]。
1 试验装置及工作原理
1.1 试验装置
本试验装置由料斗、带式输送器、平带传动装置、螺旋推运器、调速电机、扭矩传感器等组成,工作时应满足:进入饲喂槽的饲料量=平带传动装置的生产率=螺旋推运器的生产率。其中,料斗主要用来储存颗粒全混合日粮,结构形状呈“W”型;两个螺旋推进器置于料斗底部,用于水平输送颗粒全混合日粮至带式输送器上;带式输送器横向置于料斗一侧,用于输送颗粒全混合日粮;平带传动装置纵向置于料斗一侧,模拟羊场饲喂槽及饲喂机行走投料装置,如图1所示。

图1 试验装置原理图
1.2 工作原理
本装置工作时,物料通过提升机输送至料斗内,在螺旋推进器的作用下,不断被输送至带式输送器皮带上,螺旋推进器顶端的小钢棍对皮带上物料梳理后,经带式输送器传至到料斗外,然后通过平带传动装置反向转动将物料以PTMR饲喂机行驶的速度输送到收集处。
2 试验材料与方法
2.1 试验时间、地点
2021年2月,在内蒙古农业大学职业技术学院车辆工程技术系实验实训中心完成投料试验装置搭建,如图2 所示。投料试验装置主要由整机和测试两部分组成,其中整机部分包括输送机和投料装置,测试部分包括扭矩传感器、计算机等。

图2 试验装置
2.2 试验物料
试验物料由东方希望包头动物营养有限责任公司提供。
2.3 试验设备
动态扭矩传感器2个;电子天平1个;试验物料收集器5个;筛子1个;计算机1台;数据采集卡1个。
2.4 试验指标
试验指标包括比能产量、送料均匀度及破损率。
2.4.1 比能产量
比能产量作为衡量输送效率的重要参数之一,可以通过生产率与功率的比值获得。

2.4.2 送料均匀度
送料均匀度作为评价投料量是否稳定的重要参数之一,可以在投料试验装置稳定工作状态下,投料过程中随机取1 m 试验物料5 次,分别称重。具体计算公式(5)~(6)如下:
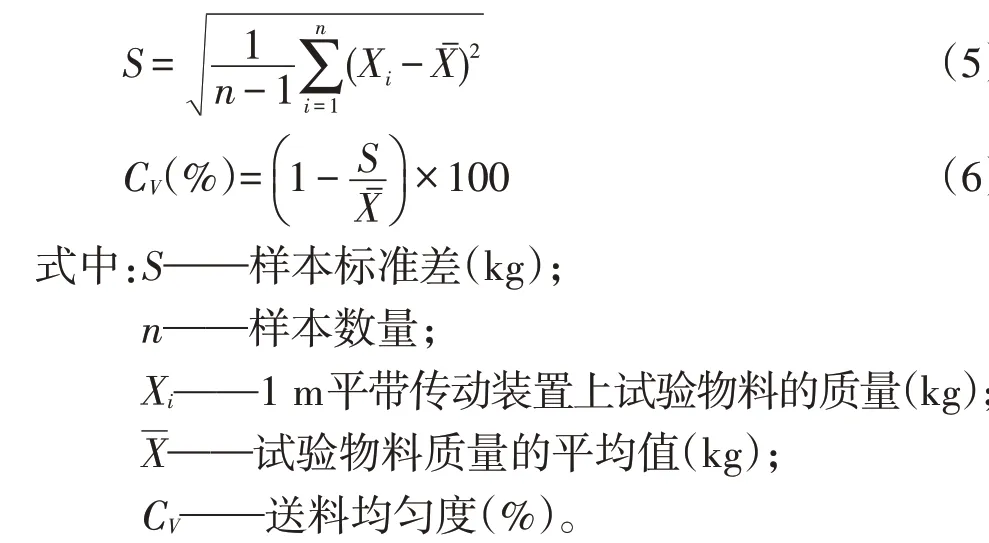
2.4.3 破碎率
破碎率作为评价运动参数是否合理的重要参数之一。用筛子对试验物料收集器中物料进行筛选,用电子天平进行破碎试验物料质量测量,按照破碎率公式(7)进行计算:

式中:Ws——破碎试验物料质量(kg);
Wi——收集试验物料的质量(kg);
Zs——破碎率(%)。
2.5 试验方法
①清扫试验场地,在料斗内装满试验物料;
②用白色胶布在平带传动装置上间隔1 m 处做好标记;
③依次控制平带传动装置、带式输送器和螺旋推进器开始工作;
④试验物料收集器置于平带传动装置末端,用于收集散落在平带传动装置上间隔1 m上的物料,并称重记录,在同一工作条件下,重复5次收料操作;
⑤按照试验指标计算公式进行计算,记录结果。
2.6 试验设计
2.6.1 试验因素水平设计
本试验应用三因素三水平试验方案,选取螺旋推运器转速(A)、带式输送器转速(B)、平带传动装置线速度(C)三个试验因子对比能产量(R1)、送料均匀度(R2)及破碎率(R3)的影响。试验因素和水平,如下表1所示。

表1 试验因素和水平
2.6.2 试验方案
正交旋转试验采用软件Design-Expert 8.0 设计,试验共17 组,每组取样5 次,计算每组试验的取样质量。试验结果如表2所示。

表2 试验方案和结果
3 试验结果分析及验证
3.1 二次多项式回归模型建立
采用软件Design-Expert 8.0 对试验数据结果进行分析。根据试验结果,可得到比能产量、送料均匀度和破碎率二次多项式回归模型。
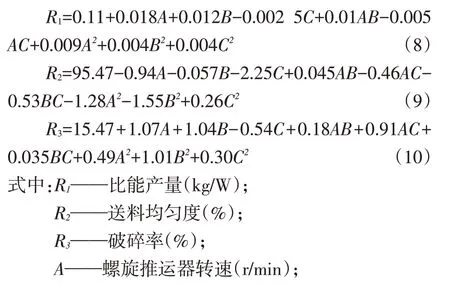
B——带式输送器转速(r/min);
C——平带传动装置线速度(m/s)。
3.2 二次多项式回归模型方差分析
通过试验指标二次多项式回归模型及方差分析,如表3~表5所示,3个回归模型的P<0.05,回归模型是显著的;3个回归模型失拟项P>0.05,模型失拟性是不显著,说明3个回归模型拟合程度高。试验因素对比能产量影响由大到小依次为A>B>C;试验因素对送料均匀度影响由大到小依次为C>A>B;试验因素对破碎率影响由大到小依次为A>B>C。
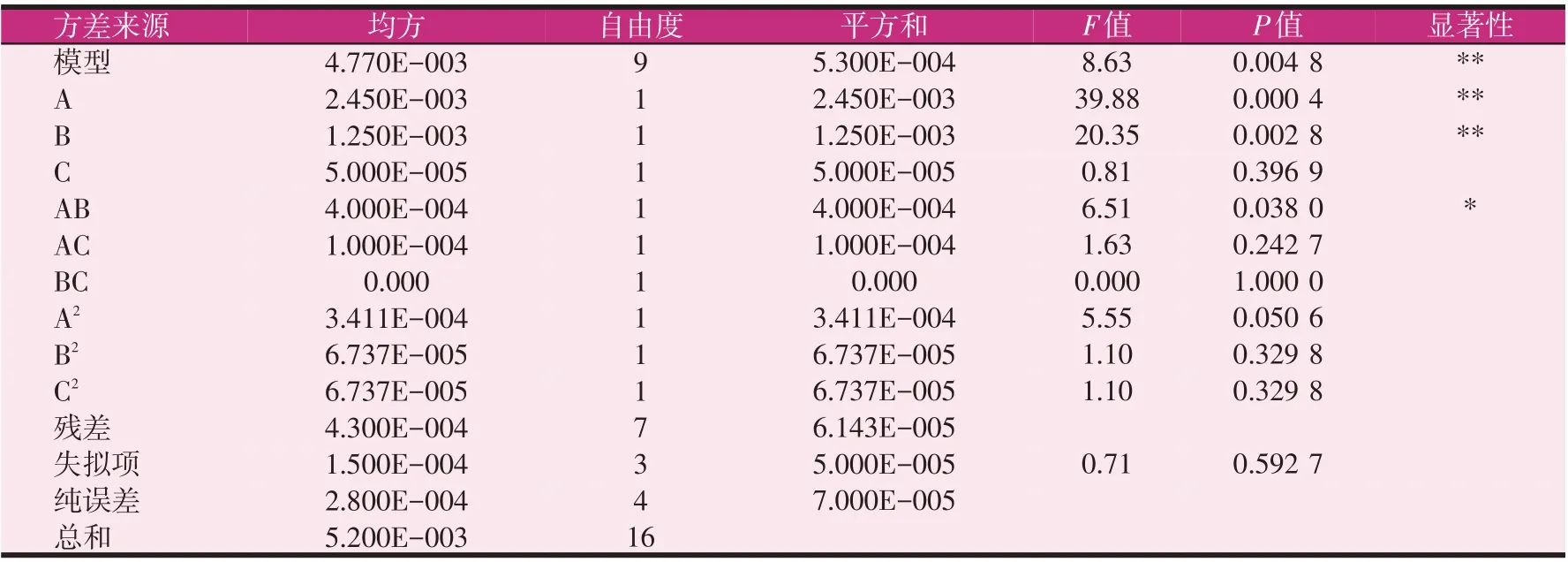
表3 比能产量二次多项式模型的方差分析
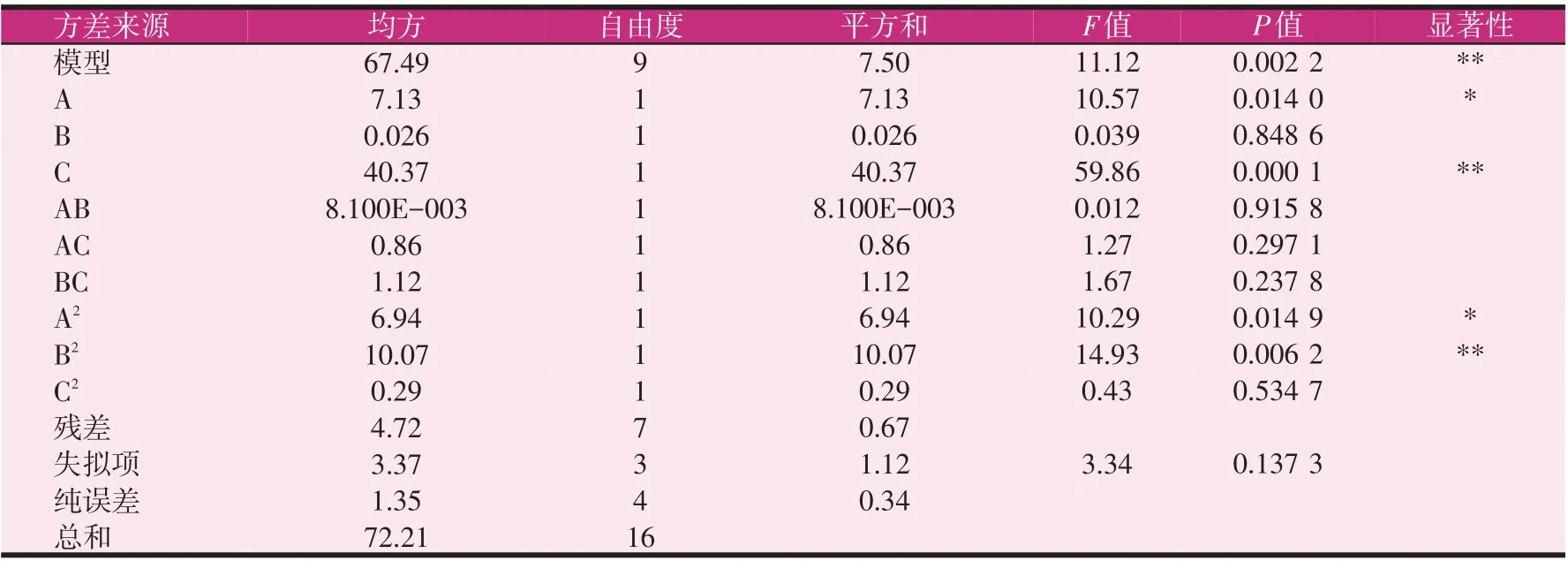
表4 送料均匀度二次多项式模型的方差分析
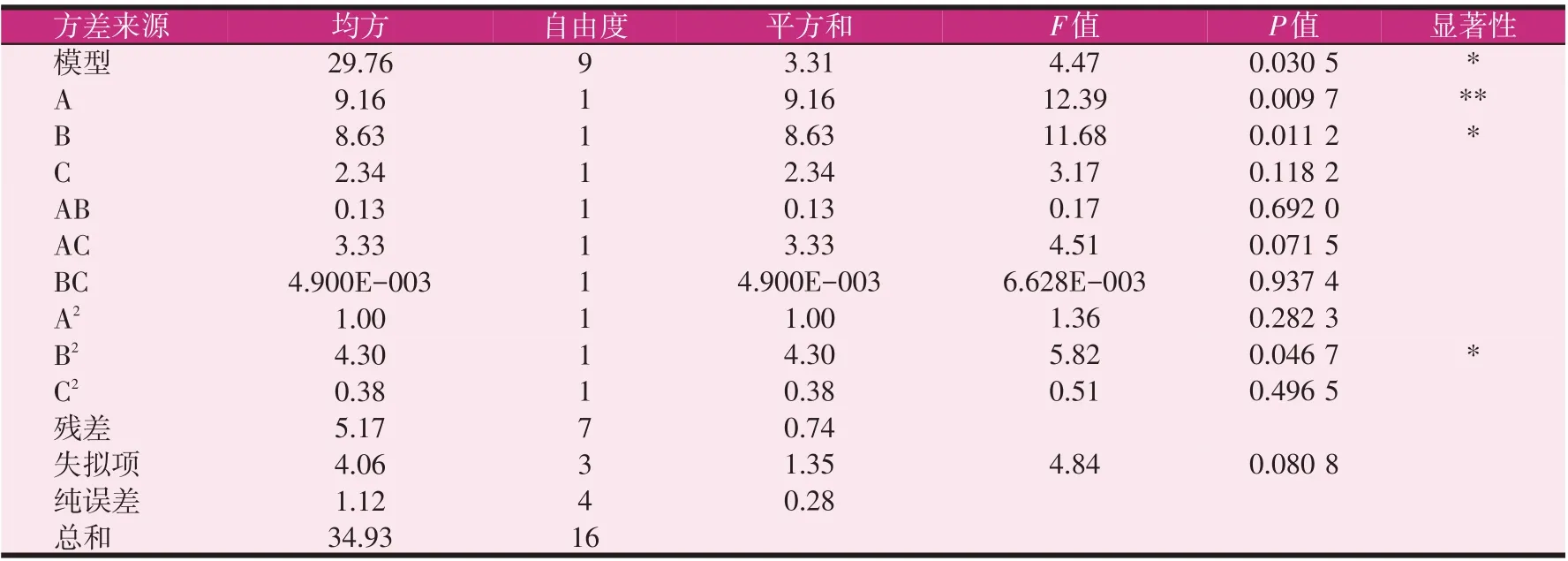
表5 破碎率二次多项式模型的方差分析
3.3 试验参数优化及验证试验
通过Design-Expert 8.0的Optimization功能对比能产量、送料均匀度和破碎率二次多项式回归模型进行试验参数优化,其中对比能产量取最大值100 kg/W、送料均匀度取最大值100%、破碎率取最小值0为条件,求解得到试验最优参数为螺旋推运器转速(A)57.96 r/min、带式输送器转速(B)150.42 r/min、平带传动装置线速度(C)0.40 m/s。同时进行验证试验,试验条件选择与预测值取值一致,试验进行5 次,按照试验指标处理方法,对试验结果进行处理,如表6所示。结果显示,比能产量0.15 kg/W>0.14 kg/W,送料均匀度97.34%>96.78%,破损率14.76<16.76满足要求。

表6 最优参数下预测与试验结果对比
4 结论
①试验选取以螺旋推运器转速(A)、带式输送器转速(B)、平带传送装置线速度(C)为试验因素,以比能产量(R1)、送料均匀度(R2)及破碎率(R3)的试验指标进行正交旋转试验。试验因素对比能产量影响由大到小依次为A>B>C;试验因素对送料均匀度影响由大到小依次为C>A>B;试验因素对破碎率影响由大到小依次为A>B>C。
②验证试验的试验条件选择与预测值取值一致,得到比能产量试验值0.15 kg/W,送料均匀度试验值97.34%,破损率试验值14.76%,与预测值的平均误差率分别为7.1%、0.57%和12.9%,满足要求。