大型离心压缩机不平衡与流体激振耦合故障分析
2022-02-25任永辉沈安武赵小龙
任永辉,沈安武,赵小龙
(北京首钢股份有限公司,北京 100043)
引言
空气压缩机是现代制氧空分工艺流程的起点,也是重要核心设备之一,大型离心压缩机正朝着高效率、高性能方向发展,对设备状态监测和故障诊断方面的工作提出了更高的要求[1]。
转子不平衡是旋转机械的常见故障[2],导致机组轴系质量不平衡的原因主要有制造过程中机械加工不精确或材质不均匀、运行过程中转子上动叶片的不均匀磨损、盐垢和灰尘的不均匀沉积、转动部件的断裂和脱落、部件安装不对称,由于转子变形、热套紧力不足、气动力引起的转动部件移位,以及运行时转子的热变形等[3-4]。
透平机械密封起着抑制流体泄漏、提高机组经济性的重要作用。然而旋转机械密封在抑制流体泄漏的同时还会产生激振力,影响转子稳定性,转子的不同偏转角度、偏心距、入口压力和转速等对泄漏量及流体激振力均有不同程度影响。目前,针对流体激振类故障的研究大多为机理分析和数值模拟方面,有生产现场实测数据支撑的案例分析相对较少[5-7]。
1 故障表现
某公司现有5 套制氧空分机组,其中5#空压机机组总貌及测点布置见图1。该机组为RIKT 型单轴多级压缩机,设计流量177 800 m3/h,主轴转速5578r/min,轴功率15370 kW,最大排出压力0.643MPa,一至三级为内置冷却器,按A、B两侧布置。
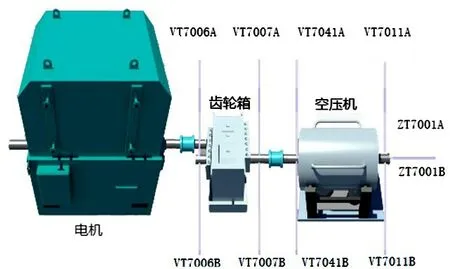
图1 5#空压机总貌及测点布置图
5#空分机组于2018 年12 月停机改造,空压机在停机前吸气侧振动值较高,同时空压机二级入口温度TE7026点波动较大。
图2为5#空压机各测点在停机前半个月的振动趋势图,可以看出进气侧的振动水平明显高于排气侧,同时,进气侧B 方向的振动水平高于A 方向,波动幅度也更大,从日常监测的情况来看,系统中出现的报警基本上是由VT7011B点产生的。
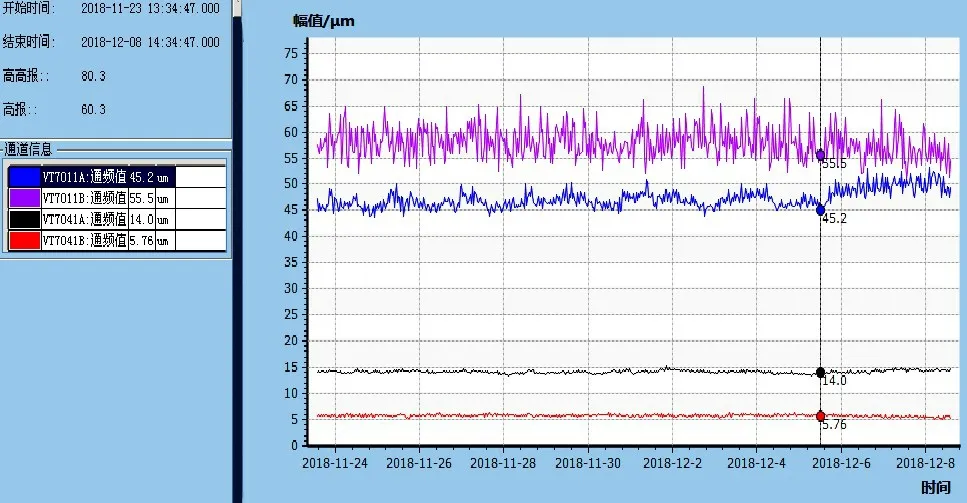
图2 5#空压机各测点的通频趋势图
2 原因分析
从波形频谱图(图3)来看,振动波形为正弦波,频域中以一倍频为主,振动的提纯轨迹为比较标准的椭圆形,可以判断存在转子不平衡故障。
进一步观察其频谱发现,VT7011B 测点的振动波形图上存在周期性调制现象,即振动的峰值存在周期性的波动,且周期不稳定,反映在频谱上,信号存在比较明显的低频分量,呈带状分布,且波动较大(零点几微米到八九微米之间),如图3 所示。引起此类故障特征的原因一般为轴承部件松动或气流激振。

图3 5#VT7011B点位某时刻的波形频谱图
图4 为5#机组停机前两天VT7011B 点的振动分频趋势图,从中可以发现,通频波动相对较大,工频成分幅值虽较高,但分布稳定,波动较小,二倍频和半频成分微量分布;同时发现,图中每当通频较高时,对应的残余量也较大,通频值和残余量近似成正相关分布,证明振动的波动与残余量有关。

图4 5#VT7011B点停机前两天的分频趋势图
5#空分停机前,空压机二级入口温度TE7026点存在一定波动情况,见图5。日常运行过程中,空压机一级A、B 冷却器回水温度曲线基本重合,二级入口温度B 侧比A 侧高3~8 ℃,每次入口温度上升均伴随着吸入侧振动VT7011 的上升,同时空压机流量下降。结合机组日常运行情况和长期的数据趋势均可发现类似规律,证明空压机流量变化、入口振动波动和二级入口温度波动之间存在一定关联性。

图5 2#空压机吸气侧振动和二级入口温度
同时,吸气侧振动值和二级入口温度的上升均在空压机流量下行时出现,当流量下行至一定水平时,振动值上升,二级入口温度TE7026A、B 两侧温度出现不同变化,即A 侧下降,B 侧上涨,两侧冷却器温度变化情况不一致。
一般认为,离心压缩机内部存在一定的密封泄漏,综合上述分析可以推断,部分气流未经过冷却器直接进入二级入口,由于一级叶轮两侧的泄漏程度不同,一级B冷却器侧泄漏较大,因此日常运行过程中二级入口温度TE7026B 点较A 点高,当机组流量下行时,叶轮流场发生畸变,形成紊流,产生周期性的流体激振力,导致振动异常情况的发生,同时流场的畸变加剧了叶轮盘侧气流的泄漏,导致TE7026点的温度异常波动。
3 处理方式及结果
结合上述分析,2019 年3 月利用机组改造时机对5#空压机进行了开盖检修,转子整体抽出做动平衡,回装时强化了一级叶轮盘侧密封。
检修开盖检查发现,空压机一级叶轮轮盘后侧密封环上存在一定气流痕迹,西侧的冲刷程度明显高于东侧。
气流冲刷区域的大致位置如图6 所示,大部分分布在轮盘西侧,西侧为一级B冷却器,验证了上文所述分析,即部分泄漏的气流没有经过一级冷却器而直接进入二级入口,导致二级入口气温波动,同时泄漏主要发生在叶轮西侧,因此TE7026B 的温度较TE7026A点要高,波动情况也更加明显。
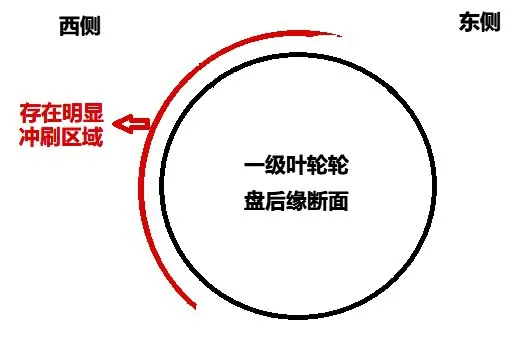
图6 气流冲刷区域的大致位置
图7 为5#空压机各测点在检修后的振动趋势图,经对比可以发现,检修后各测点的振动水平均有所下降,特别是进气侧下降明显,7011A 点由原来的50 μm 作右降至10 μm 上下,7011B 点由原来的60 μm左右降至20 μm上下。
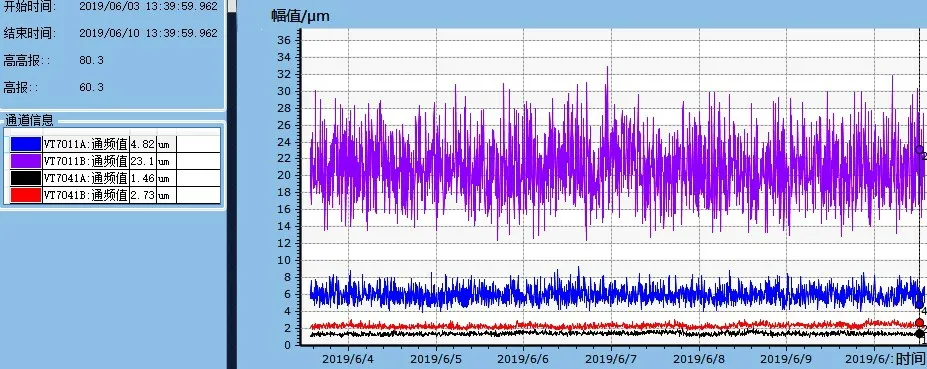
图7 5#空压机检修后各点振动趋势图
图8 为5#空压机VT7011B 点在检修后的波形频谱图,可以看出,工频幅值大幅下降至3~5 μm,可见动平衡效果很好。开机运行后,TE7026两个点位的变化情况趋于一致,证明泄漏情况有所缓解。同时,由于暂时没有针对性的措施,低频分量依旧十分活跃,幅值变化大,能量较高,说明因入口流场不稳定而产生的流体激振现象依然存在。
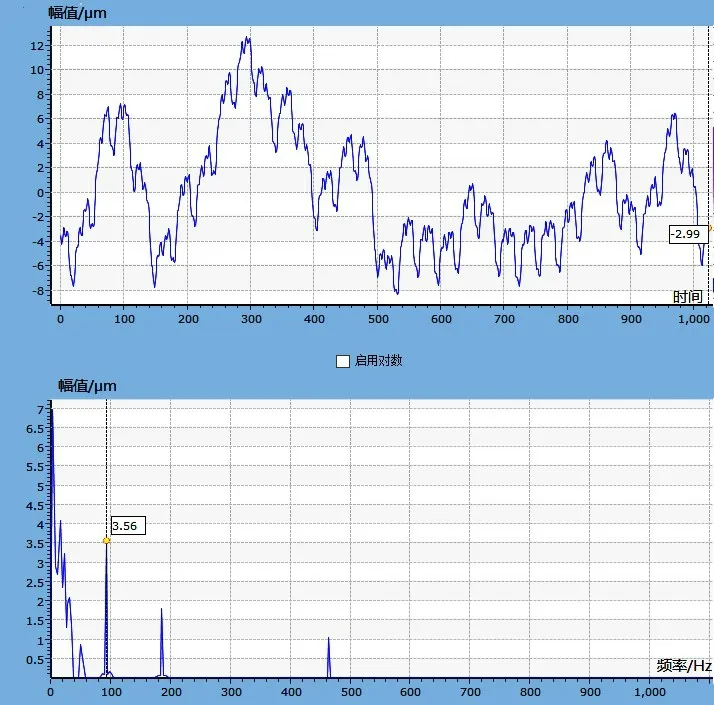
图8 检修后5#VT7011B点的波形频谱图
4 结论
5#空压机较其他机组吸气侧振动水平高,振动能量以一倍频为主,波形为较典型的正弦波,证明存在一定不平衡,检修后,工频幅值大幅下降,动平衡效果良好。
流体激振类故障机理复杂,特征频率波动较大且辨识度不高,没有立竿见影的处理方案,目前,国内外针对流体激振类故障的研究较少,大多也停留在数值模拟分析方面。检修后,该点位的振动幅值虽大幅下降,但振动随流量波动的情况并未彻底解决,压缩机入口流场的不稳定性不仅会引起振动与温度的波动,而且必然会影响机组效率,以往有案例通过改造和强化密封使机组效率提升了几个百分点,按照目前空压机的能耗水平,单台空压机效率每提升一个百分点,每年便可节约成本近五十万元。由于生产实际目前还无法停机处理,后续还需对该问题进行深入分析研究,从转子安装位置、偏向距以及轴瓦间隙、相对位置等方面综合考虑,提升机组整体运行水平。
