高速印制电路板外层蚀刻线宽均匀性提升探讨
2022-02-25王世清李金鸿
王世清 周 斌 李金鸿 雷 川
(公司重庆方正高密电子有限公司,重庆 401332)
0 前言
随着印制电路板(PCB)的高速化及高密度的发展,对蚀刻线宽均匀性能力提出较高挑战。其表现在存储器、高端路由器、高端服务器等为代表的产品,阻抗控制到±8%,甚至更低,这对PCB线宽能力要求必须达到±8.89 μm,Cpk≥1.33,其阻抗才能满足±8%要求。但当前有些蚀刻线设计水平在10年前,蚀刻段设计喷嘴类型和排布设计比较单一,不适合高速PCB的密集线路的生产。
本文从实际生产PCB外层板(标准设计铜厚55 μm,线路101.6 μm/101.6 μm)过程中遇到的线宽均匀性问题,经模拟验证,在不改变蚀刻设备整体设计(整体流量400 L/min、整体压力0.25 MPa、喷头材料Kynar、喷头数量16个/组、喷射角度65°)前提下,通过调整蚀刻喷头类型和排布来提升线宽均匀性,效果显著。
1 现况分析
1.1 设备分析
某碱性蚀刻线(X厂商)蚀刻段设计如表1所示。

表1 蚀刻段设计表
从蚀刻段设计看出如下几点。
(1)蚀刻1段为主蚀段,蚀刻2段为左右补偿段,蚀刻3为前后补偿段;
(2)在排布铜厚均匀性影响的条件下,蚀刻线宽均匀性主要影响为蚀刻1段;
(3)蚀刻段喷头喷射类型主要为扇形喷头,主蚀段1全为扇形喷头,横向排布。
1.2 生产板线宽差异分析
(1)设计测试板铜厚50 μm(基铜35 μm+镀铜20 μm,模拟正常碱蚀板一铜铜厚),尺寸510×610 mm(20"×24"),设计线路L/S:101.6/101.6 μm(4/4 mil),不同线路图形设计如图1所示。
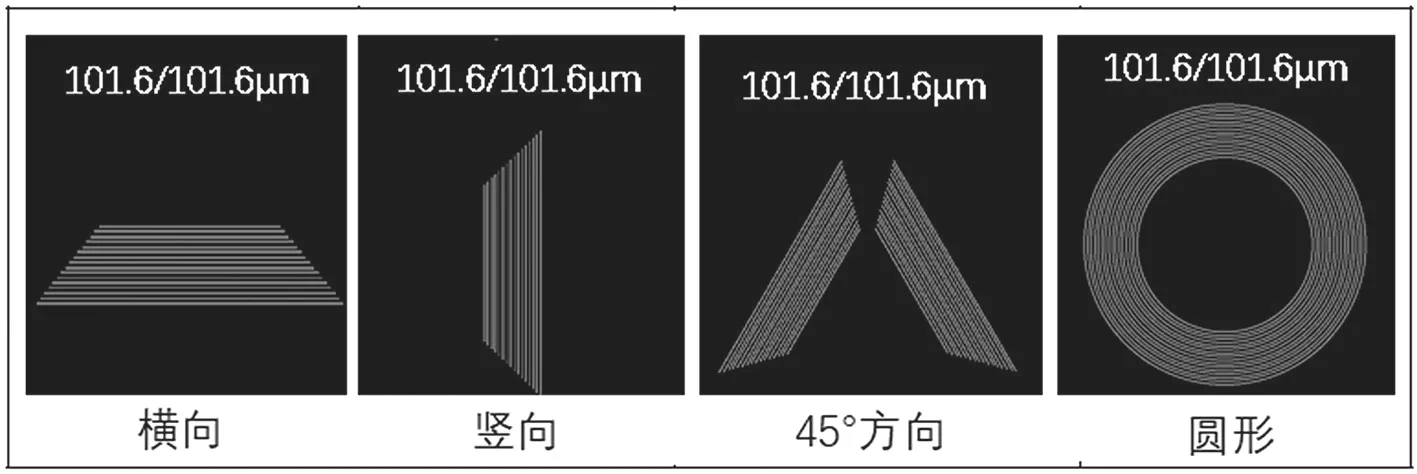
图1 不同线路图形设计
(2)按照以上测试板设计,过蚀刻线确认线宽(线宽按101.6±12.7 μm)均匀性分布如图2所示。
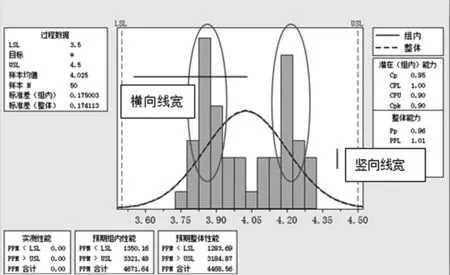
图2 改善前101.6/101.6 μm线不同方向的过程能力
从以上数据看出,横向线与竖向线线宽差异10.16~12.7 μm,导致整体线宽Cpk0.9,线宽均匀性差。
(3)品质案例。此设计蚀刻线,在正常生产板生产过程中,铜厚在55~65 μm之间,因横向与竖向线宽极差表现明显同样发现阻抗极差较大情形。如图3所示为某品字形排版料号,客户阻抗条设计,实际阻抗数据差异较大见图4所示。
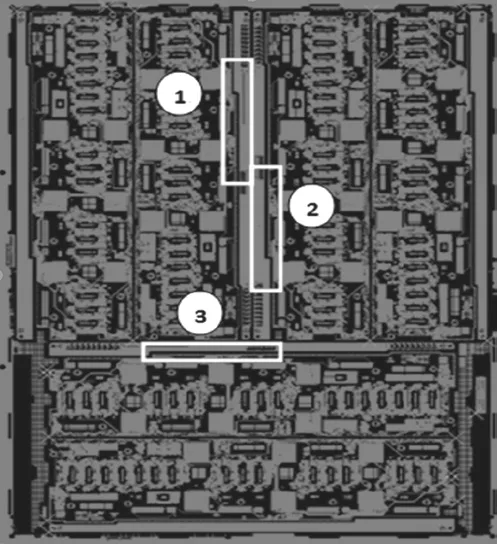
图3 不同方向排列的线路示例
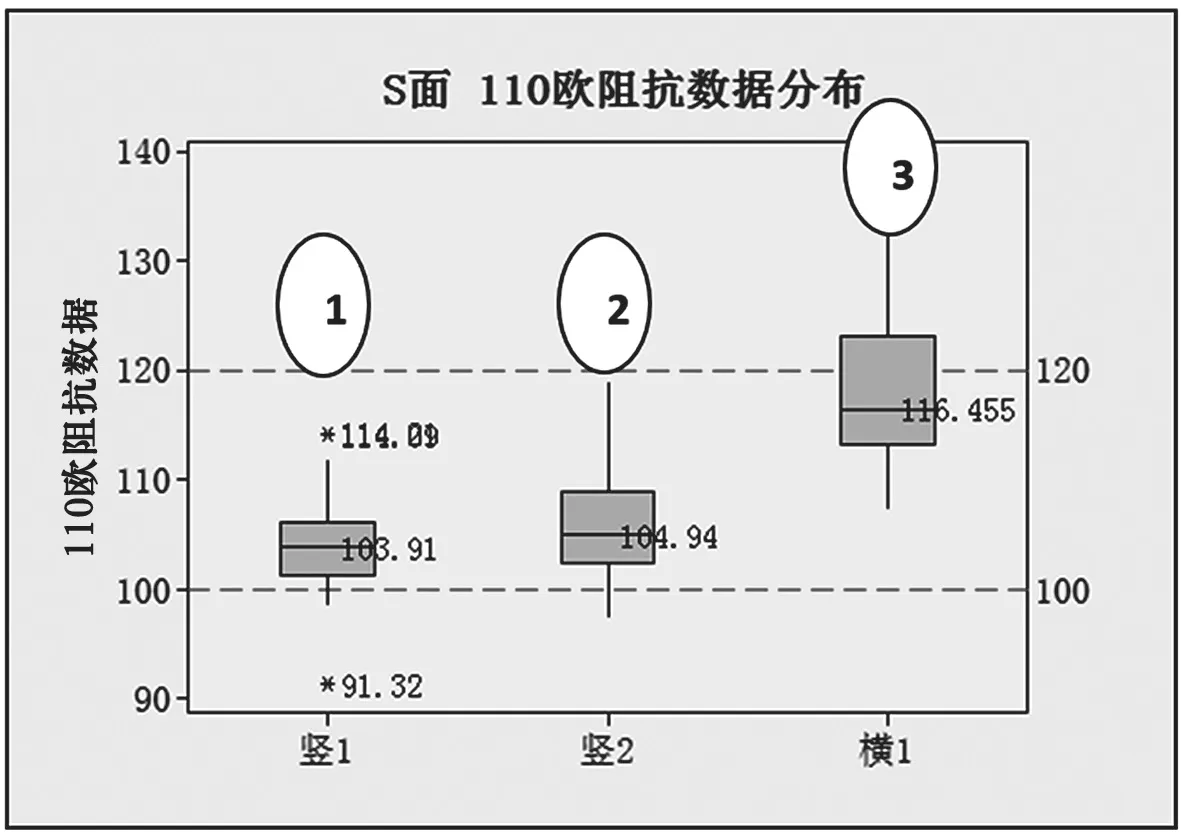
图4 不同方向排列的线路阻抗对比
从阻抗数据表现看,竖向样板1、样板2与横向样板3阻抗差异12 Ω,横向线宽平均小12.7 μm。
从以上现况分析,蚀刻1段扇形喷嘴+横向排布对横向线咬蚀速率快,竖向线宽咬蚀速率慢,是导致线宽均匀差的主要原因。后面改主要针对蚀刻1段进行改善验证其对线宽影响。
2 试验设计
2.1 喷头分类
喷头种类多达千种以上,喷头类型常从喷射出的形状、螺纹大小、喷雾效果、材料等因素进行区分种类。具体可分为两大类:(1)喷射型喷头:扇形喷头、实心锥形喷头、空心喷头、液柱流喷头等;(2)喷雾型喷头:环保喷头、除尘喷头、冶金喷头、喷涂喷头、清洗喷头、喷射冷却喷头常见材质有303、304、316、2205不锈钢材质,哈氏合金材质、碳化硅、PVDF(聚偏氟乙烯)、PP(聚丙烯)、塑胶[PVC(聚氯乙烯)、ABS(丙烯腈-丁二烯-苯乙烯共聚物)、FUD(氟树脂聚合物)]、陶瓷等材质。
2.2 喷头在PCB中的应用
(1)喷头在PCB生产中的常见应用如下。
①显影、冲洗、除膜—Kynar,ProMax扇形喷头;
②蚀刻—Kynar,ProMax扇形喷头、实心锥形喷头;
③清理毛口、磨板清洗—VeeJet,WashJet高压扇形喷头;
④磨板清洗-VeeJet,WashJet高压扇形喷头;
⑤各程序间风屏—WindJet吹风喷头。
在PCB线路蚀刻工艺中,喷头主要用到有Kynar,ProMax扇形喷头、锥形(实心)喷头。
(2)其主要原理如下。
①扇形喷头:扇形喷头设计是能发生高冲击力的扇形喷雾,喷雾形成了直线型打击模式,使得单位面积上提供更大的打击力度,切向速度快,常见扇形喷头喷雾角度为0~110°。扇形喷头喷射出来的喷雾分布均匀,液滴巨细为小到中等。当需要若干扇形喷头发生堆叠喷雾时,具有特征的逐步变细的扇形喷头边使喷雾覆盖区散布均匀。
②锥形喷头:能喷射出锥形环状喷雾,喷雾颗粒分布均匀。锥形喷头能喷射出细小的雾化颗粒,具有大而畅的流通道,能减少堵塞的现象发生。锥形喷头帽具有宽角喷雾类型,喷射角度广。
扇形与锥形两者喷雾类型对比见图5所示。
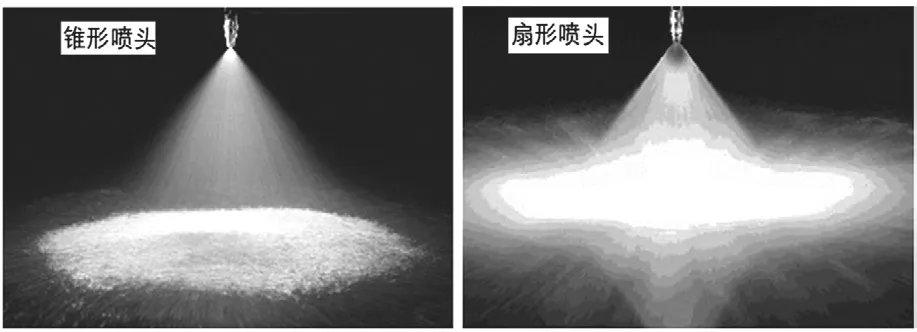
图5 锥形喷头和扇形喷头的喷射形态
2.3 喷头设计与排布验证
PCB蚀刻工艺中,蚀刻1段为主要影响段。根据喷头原理将蚀刻1段14组喷管做对比测试(见图6所示),观察对线路线宽均匀性影响。
3 试验数据分析
根据以上试验设计流程,对不同的喷管进行设计排布,用1.2节中提到的相同测试板,进行线宽均匀性验证。
(1)按照测试板各线路图形(横向、竖向、圆形、45°、135°)量测数据各10组,共50组,数据统计(线宽按照±12.7 μm统计)结果见图7所示。
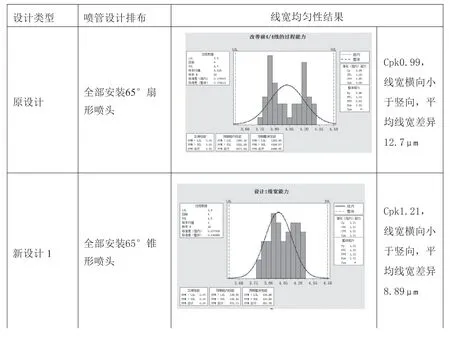
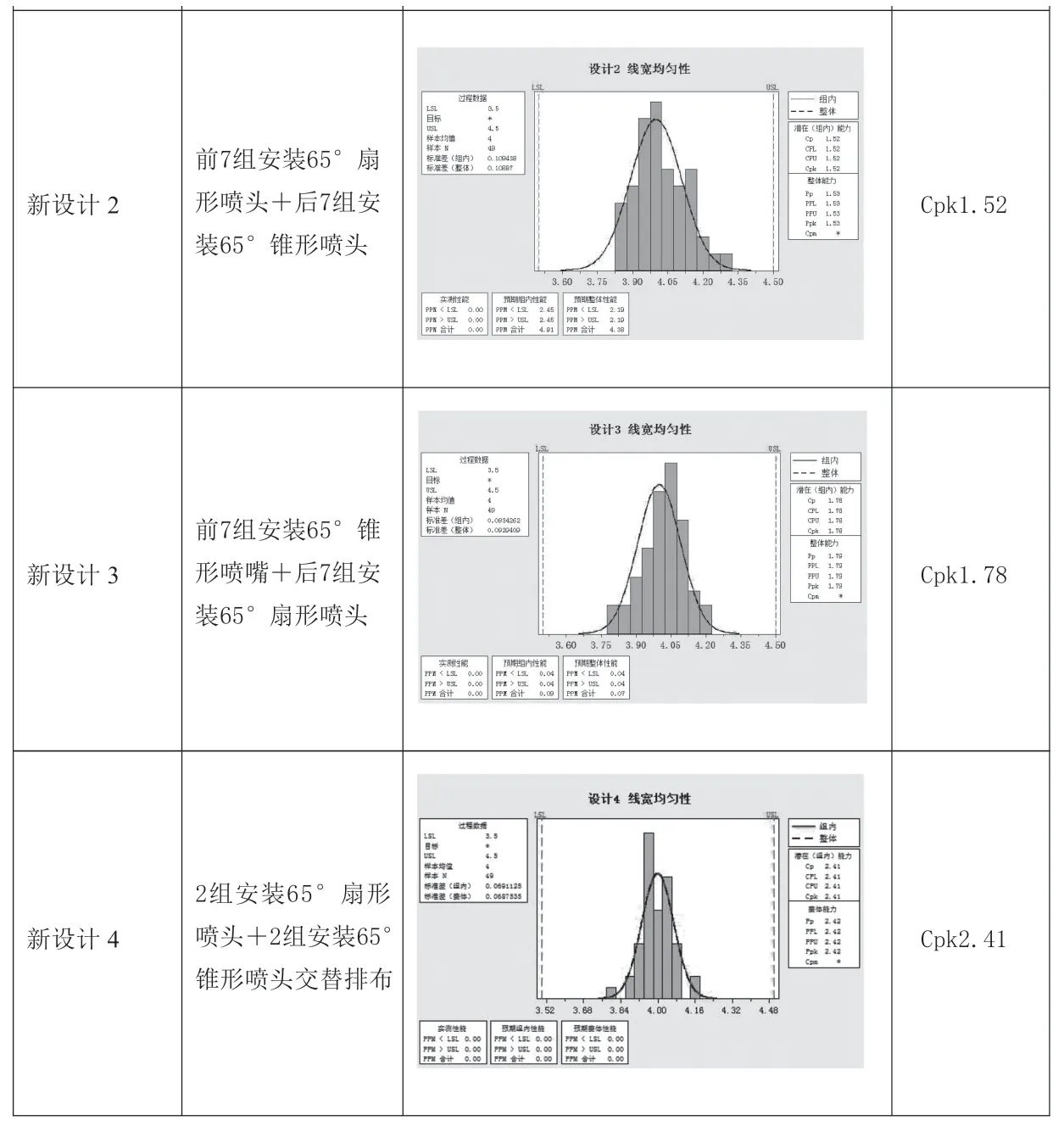
图7 蚀刻线喷头设计排布后线宽均匀性结果
从以上数据看出线宽均匀性品质优先顺序为:设计4>设计3>设计2>设计1>原设计。
(2)新设计4 方案蚀刻,按照线路L/S:101.6 μm/101.6 μm±8.89 μm管控,对不同方向布设的线路进行了测量(见图8所示),其品质都符合要求。线宽按照±8.89 μm管控,Cpk仍旧高达1.69,对阻抗控制到±8%完全可以满足。所以,按照设计方案4测试效果最佳。
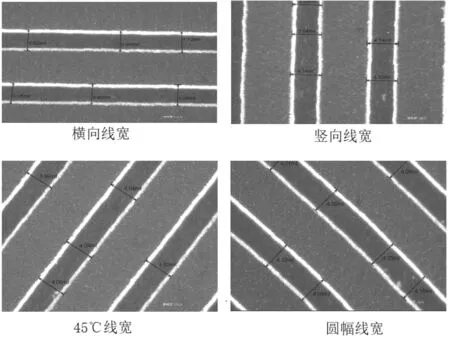
图8 线路测量
以上仅是厂内一条生产线测试结果,设计方案4的线宽品质表现最佳,主要还是其喷射覆盖面积或者说喷射方向,有扇形喷头覆盖方向和锥形喷头覆盖方向存在互补关系。互补关系从原始设计与设计1中有规律可循:原设计中扇形喷头所喷射出的药水覆盖基本是重叠无间隙(如图9所示),喷射方向的速率更高。
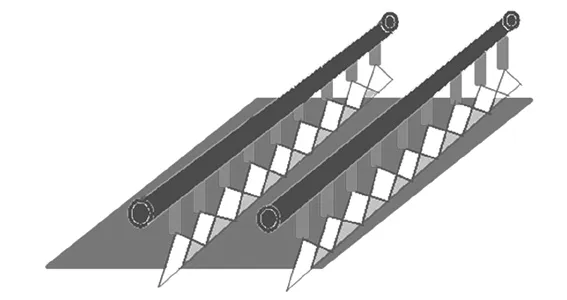
图9 原蚀刻线喷头设计排布
设计方案1中锥形喷头喷射角度均匀,覆盖面积有部分未重叠,未重叠部分按照面积计算占比约22%(图10的A区域),固横向线宽相关方向相对减少22%蚀刻药水攻击,在线宽品质上表现出横向线宽小7.62 μm左右。
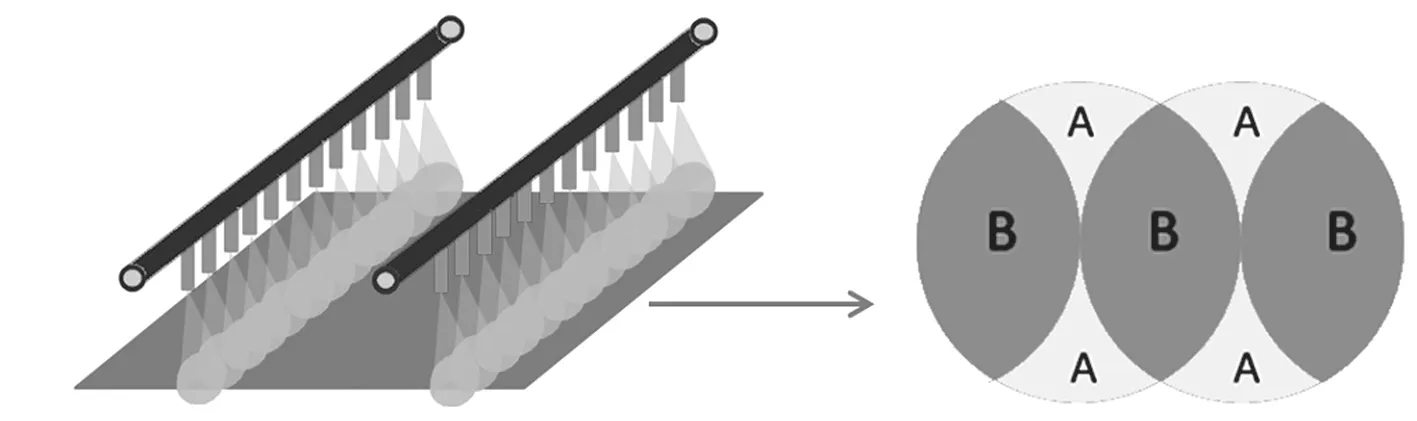
图10 设计方案1的蚀刻线喷头设计排布
小结:从以上实际结果看出,2组扇形喷头+2组锥形喷头搭配,能有效提升线宽均匀性,线宽Cpk能力提升1.4以上,达到了预期效果。
4 结论
从以上测试结果看出,调整蚀刻段喷头及排布能有效提升外层线宽均匀性,对应阻抗均匀性应有良好提升。锥形喷头喷出药水因覆盖在线路板上面积有部分不重叠,影响线宽某一方向蚀刻铜速率。扇形喷头对平行于同一水平线切向速率较快,垂直方向受阻力影响速率降低(铜越厚越明显)。故两者需综合搭配才能在各个方向将蚀刻铜速率控制在稳定范围,线宽均匀性才能达到最佳。