仿生香蕉秸秆粉碎装置关键部件作业参数优化与试验*
2022-02-25郭超凡李粤姚德宇魏思林吴紫晗李媛
郭超凡,李粤,姚德宇,魏思林,吴紫晗,李媛
(1.海南大学机电工程学院,海口市,570208;2.湖南省工业设备安装有限公司,湖南株洲,412000;3.中国热带农业科学院科技信息研究所,海口市,571700)
0 引言
在农用香蕉秸秆粉碎还田机进行田间作业过程中,粉碎刀的形状及参数决定着一台秸秆粉碎还田机作业质量、消耗功率及作业可靠度的高低。秸秆粉碎还田机的粉碎刀是该机构的主要工作部件,经常与茎秆、泥土、石块以及其他田间杂质接触摩擦,工作条件极为恶劣,且由于其转速一般较高,需要承受很大的冲击力才能达到粉碎茎秆的目的[1]。目前,基于外观特性,秸秆粉碎刀可分为直刀、甩刀和锤爪刀,其中甩刀又可细分为L型、T型及Y型[2]。机具田间作业时,会出现香蕉秸秆纤维容易缠绕在刀具上,导致刀片减阻性能较差,增加整机功耗,而且容易产生形变和磨损,使用寿命低,影响粉碎效率。基于此,提高粉碎刀减阻性能和提高机器粉碎效率是目前粉碎刀设计的重点和难点。
在提高减阻降耗性能方面,仿生结构优化是一种应用十分广泛的重要方法。王少伟等[3]对鼹鼠前爪第3趾结构的拟合圆弧对开沟刀刃线及表面结构进行设计,通过田间试验表明仿生开沟刀的功耗和磨损质量均低于原来齿形开沟刀;朱凤武[4]通过金龟子前足胫节外缘齿与深松铲刀刃曲线拟合,达到减小耕作阻力和节约能耗的目的;张磊磊[5]根据河狸下门齿的特征曲线及其变曲率特征,设计仿生刀片。由此可见,上述仿生结构优化主要利用动物爪趾、牙齿等锋利部位的特征轮廓线参数进行刃线设计。
自然界的一些生物经过长期的演化与进化过程,具备了耐磨的体表、材料和结构以及巧妙的捕食和生活技巧[6]。自然已经经历了数十亿年的进化,它的鬼斧神工常常蕴藏着精妙的设计思想[7],猫科动物如虎、狮、豹,犬科动物如狗、狼、狐都具有适合捕猎的锋利的爪牙,狼在捕猎的过程中用锋利的爪子撕裂猎物,在农业机械化领域的秸秆粉碎部件的研究中,它们利爪的特有的几何轮廓为提高秸秆粉碎效果提供了参考。另外在狼、豹等动物进行捕猎时,会隐蔽前行靠近猎物,当确定猎物进入他的捕杀范围,会一跃而起奔扑向猎物,在前扑的过程中,它们的利爪会快速地刺入猎物体内,在香蕉秸秆粉碎刀的安装角度以及运动轨迹的研究中,它们的前爪与扑杀过程为秸秆粉碎部件提供仿生设计参考。由此可知,狼爪轮廓曲线和刺入角度对狼的捕猎具有重要的影响。
本文基于仿生原理,从狼在捕猎时,它的爪趾易刺入猎物体内为切入点,模仿狼爪的轮廓结构,设计一种仿生式减阻型秸秆粉碎刀,并通过田间试验来研究仿生结构特征对香蕉秸秆粉碎还田机田间工作性能的影响。
1 仿生式减阻型粉碎装置设计
1.1 狼爪轮廓曲线拟合函数的获取
在狼爪轮廓线上选取一组能显著反映狼爪轮廓特征的点作为待测点,利用SolidWorks三维建模软件自带的点坐标参数获取功能,在狼爪纵剖面上建立基准坐标系,获取狼爪轮廓线上待测点的坐标,收集到的点集坐标如表1所示。利用多项式曲线拟合功能,对点集坐标进行多项式拟合,如图1所示。拟合函数为
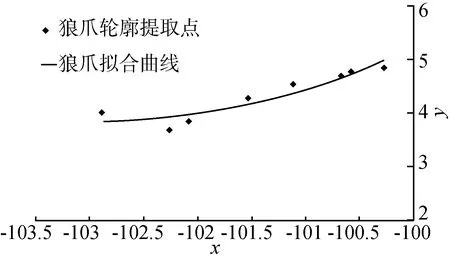
图1 拟合曲线方程

表1 狼爪轮廓点坐标
y=0.161 9x2+33.324x+1 718.3
(1)
R2=0.887 8,回归系数接近于1,说明此函数比较贴合真实狼爪结构。
1.2 仿生式减阻型秸秆粉碎刀设计与加工
基于之前研制的直型粉碎刀[8],将狼爪轮廓曲线应用于直型粉碎刀。直型粉碎刀由刀柄、具有正切刃的正切面和侧切刃的侧切面组成,刀片刃角为25°,工作幅宽b1为60 mm,旋转半径R1为360 mm,如图2(a)所示。在进行香蕉秸秆粉碎试验时,粉碎刀侧切面具有切割竖直方向秸秆的功能,正切面对绝大部分水平方向的秸秆进行切割,使得粉碎刀整刀功耗较大部分都消耗在正切面上。根据狼爪结构特征,结合直型粉碎刀结构,将狼爪轮廓曲线应用于直型粉碎刀的正切面上,如图2(b)所示。
(a)直型粉碎刀
由图2可知,直型粉碎刀与仿生式减阻型秸秆粉碎刀的不同在于工作幅宽、刀刃轨迹、刃角。仿生式减阻型秸秆粉碎刀是以狼爪轮廓曲线为刀刃轨迹,减小应力集中,增强刀片强度。仿生粉碎刀的工作幅宽b2为110 mm,旋转半径R2为360 mm,能与更多的香蕉秸秆接触,增强秸秆粉碎效果。刃角影响着刀片的粉碎效率,刃角过小会使刀片强度降低,容易造成磨损甚至断裂。为使刀片具有锋利度和保持度,刀片在多次使用后通过重新打磨使刀刃保持锋利,刀片的开刃角度选取为30°。
秸秆粉碎还田刀片的刀刃与秸秆、根茬、土壤、砂石等接触,故要求刀刃具有较好的耐磨性,由于刀片的特殊形状,故刀片本身要具有一定的刚度,防止在作业过程中有较大的变形[9]。仿生式减阻型秸秆粉碎刀加工工艺和国标旋耕刀的加工工艺相同,仿生式减阻型秸秆粉碎刀的主切削面、主切削刃、侧切削面、侧切削刃一方面被用来切断秸秆,另一方面由于其与土壤中碎石产生强烈摩擦,需承受较大冲击载荷,故要求其硬度控制在55~60 HRC[10]。由于在切削香蕉秸秆时,仿生式减阻型秸秆粉碎刀需承受较大作业反力,导致刀柄需要承受较大的扭矩,因此设计仿生式减阻型秸秆粉碎刀刀柄时需保证其具有较高的韧性,将其硬度控制在40~48 HRC。
为有效地控制刀具的组织外貌,以免对刀具的使用性能有所影响。仿生式减阻型秸秆粉碎刀采用锻压工艺加工,随后进行盐浴处理,进行两次回火达到刀片硬度的设计要求。第一次回火将刀片的主体部分硬度提升至55~60 HRC,同时消除内应力;第二次回火主要控制刀柄的硬度,将其加热至450°,随后进行回火水冷,从而将其硬度控制在40~48 HRC。根据此前已有的研究试验[9],加工3种厚度分别为8 mm、10 mm以及12 mm的粉碎刀,如图3所示,用于本文的试验设计。

图3 仿生刀片加工图
1.3 秸秆粉碎刀轴设计
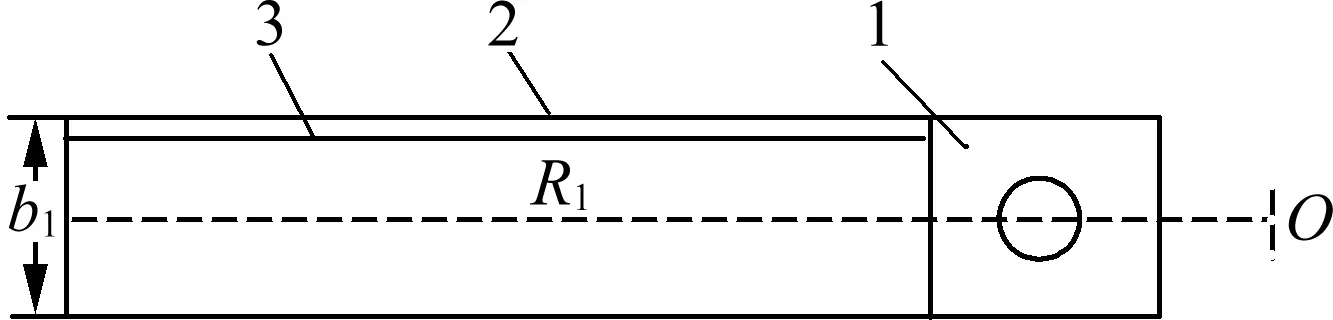
田间作业时,香蕉秸秆粉碎部件在各种作业反力作用下,部分零部件会产生弯曲、剪切、扭转等复杂组合变形。考虑到节能减材,在不影响秸秆粉碎部件工作性能的前提下可将秸秆粉碎刀轴设计成空心轴。与圆钢等实心钢材相比,钢管在抗弯、抗扭强度相同时,重量较轻,是一种经济截面钢材,并且无缝钢管具有较强的耐压性,所以粉碎刀轴的材料选用Q235的无缝钢管,其内径d=70 mm,外径D=85 mm,各刀座绕刀轴轴线呈圆周均匀排列,相邻刀座的径向夹角α为120°。切割角度为60°时对香蕉果梗纤维的破坏能力最强,且细的香蕉果梗较粗的香蕉果梗更容易被切割[11]。因此,刀座的弯折角θ为60°。通过螺栓固定连接的方式将刀座与秸秆粉碎刀连接,在受损后方便拆卸与更换,如图4所示。
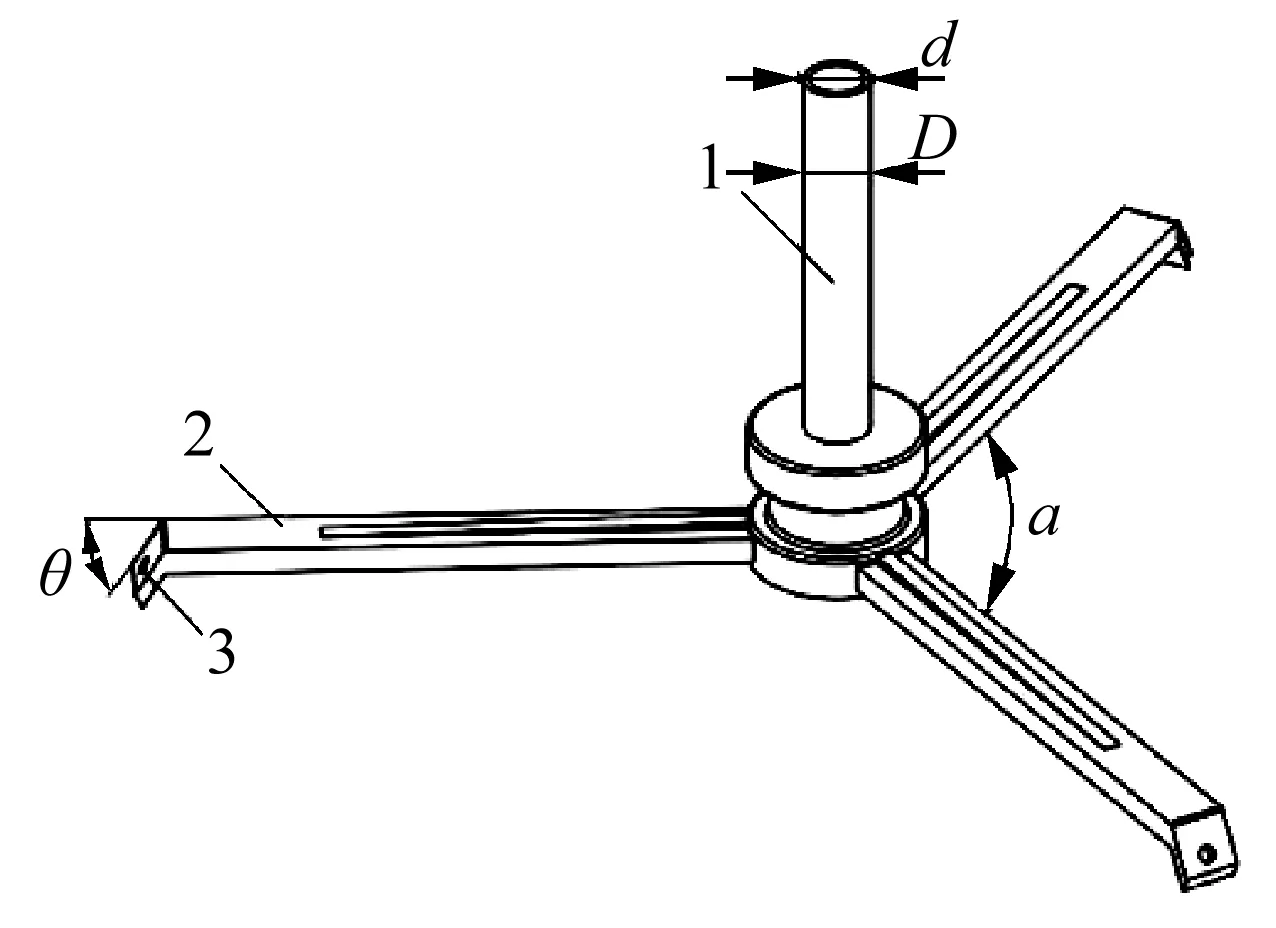
图4 秸秆粉碎刀轴与刀座装配三维模型
2 田间试验
2.1 试验条件
2019年,在海南省澄迈县福山镇墩茶村的香蕉秸秆还田示范地进行田间试验,选取的试验田的长为40 m,宽为50 m。其中,试验田内香蕉假茎的高度为2 200~2 700 mm。田间试验中香蕉秸秆还田设备采用热带作物机械化还田课题组自行设计研制的立式香蕉秸秆粉碎还田机[12-13],将仿生式减阻型秸秆粉碎刀安装到立式香蕉秸秆粉碎还田机上,其作业现场如图5所示。

图5 作业现场图
2.2 试验指标测试方法
在机具工作的每个行程中随机选取5个测试区(1 m×1 m),在测试区中称取所有秸秆粉碎残渣的重量m1;称取秸秆长度大于10 cm的秸秆重量m2[14]。根据式(2)计算出各个测试区中的香蕉秸秆粉碎合格率,最后求出5个测试区中的平均值,即为所求值。
(2)
式中:P——香蕉秸秆粉碎合格率,%。
在试验过程中转速值则通过安装在香蕉秸秆还田机动力输入轴上的CYT-302型旋转扭矩传感器测定。
2.3 试验方法
为确定参数最佳组合,根据单因素试验结果,采用二次正交旋转组合设计试验方法[15-18]。根据Box-Behnken试验方案,基于减阻降耗原理,本试验选取影响香蕉秸秆粉碎合格率的主要因素:刀片厚度、还田机前进速度、刀轴转速,进行三水平三因素试验,共计17组,每组试验重复5次,秸秆粉碎合格率取其平均值,试验因素水平编码如表2所示。
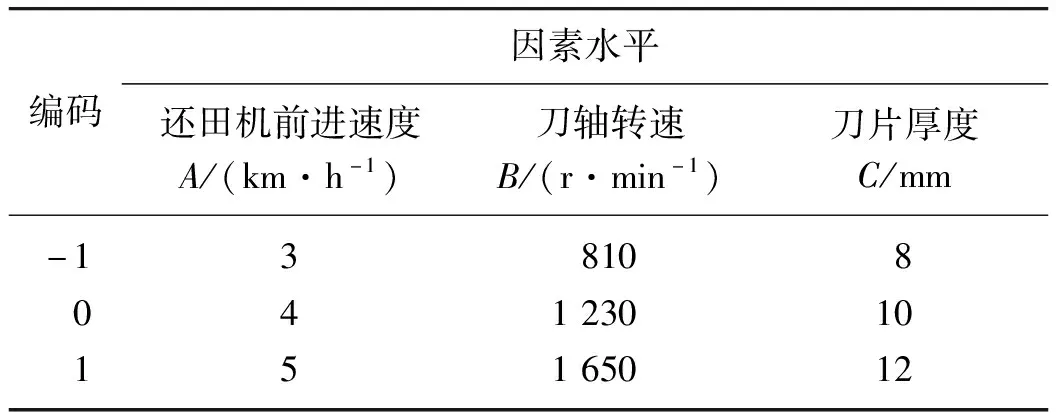
表2 因素水平编码表
3 结果与分析
在Design-Expert中,通过响应曲面Box-Behnken设计方法进行试验分析,试验设计方案及结果如表3所示,对秸秆粉碎合格率P与各因素之间建立数学模型,并且通过响应面分析法,考察两因素间交互作用效应。
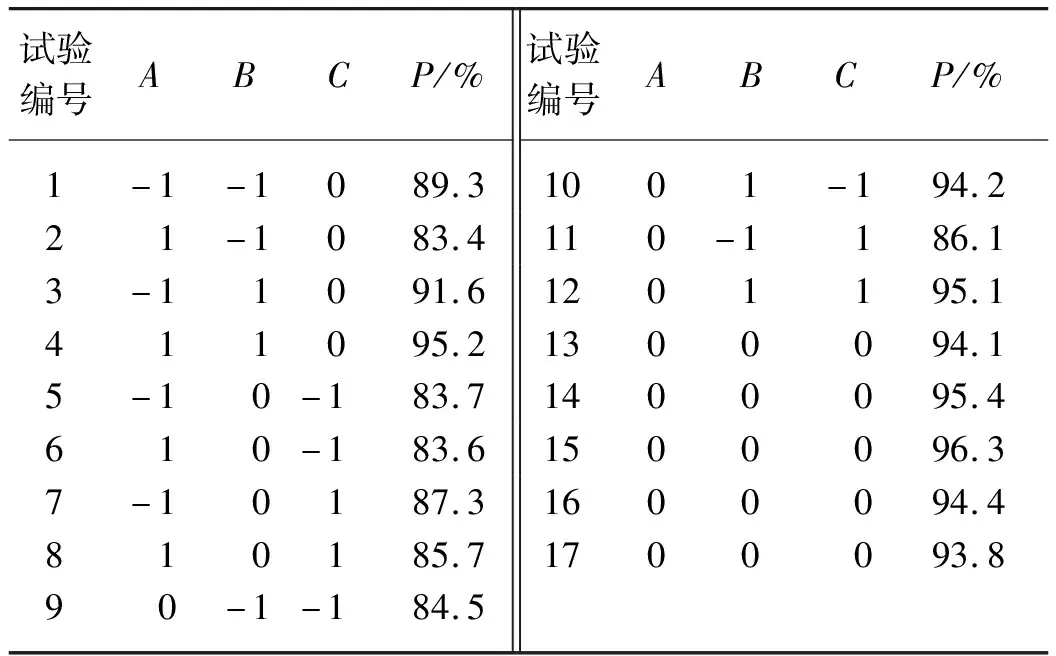
表3 试验设计方案及结果
3.1 方差分析
根据表3试验结果得到秸秆粉碎合格率P对各因素编码值的回归方程为
P=94.80-0.50A+4.10B+1.02C+2.37A·
B-0.37A·C-0.18B·C-4.91A2-
0.013B2-4.81C2
(3)
在回归方程中,系数绝对值的大小决定了该因素对秸秆粉碎合格率的影响大小,从而可以得出3个因素对秸秆粉碎合格率的显著性顺序由大到小为B、C、A。
对表3的结果通过逐步回归法进行秸秆粉碎合格率的三元二次回归分析及方差分析,结果见表4。
由表4方差分析可知,一次项中B为极显著(P<0.01),C为显著(P<0.05),二次项中AB、A2、C2均为极显著(P<0.01),由此可知各个因素之间存在交互作用,并且各个因素对秸秆粉碎合格率的影响并不是呈单纯的线性关系。失拟项P=0.404 8>0.05,不显著,说明模拟效果好。模型的决定系数R2=0.978 8,即回归模型拟合度为97.88%,说明所得回归数学模型与实际结果拟合精度高[19],通过此模型对秸秆粉碎合格率进行分析。且影响因素B(刀轴转速)>C(刀片厚度)>A(还田机前进速度),与式(3)所得结果一致。
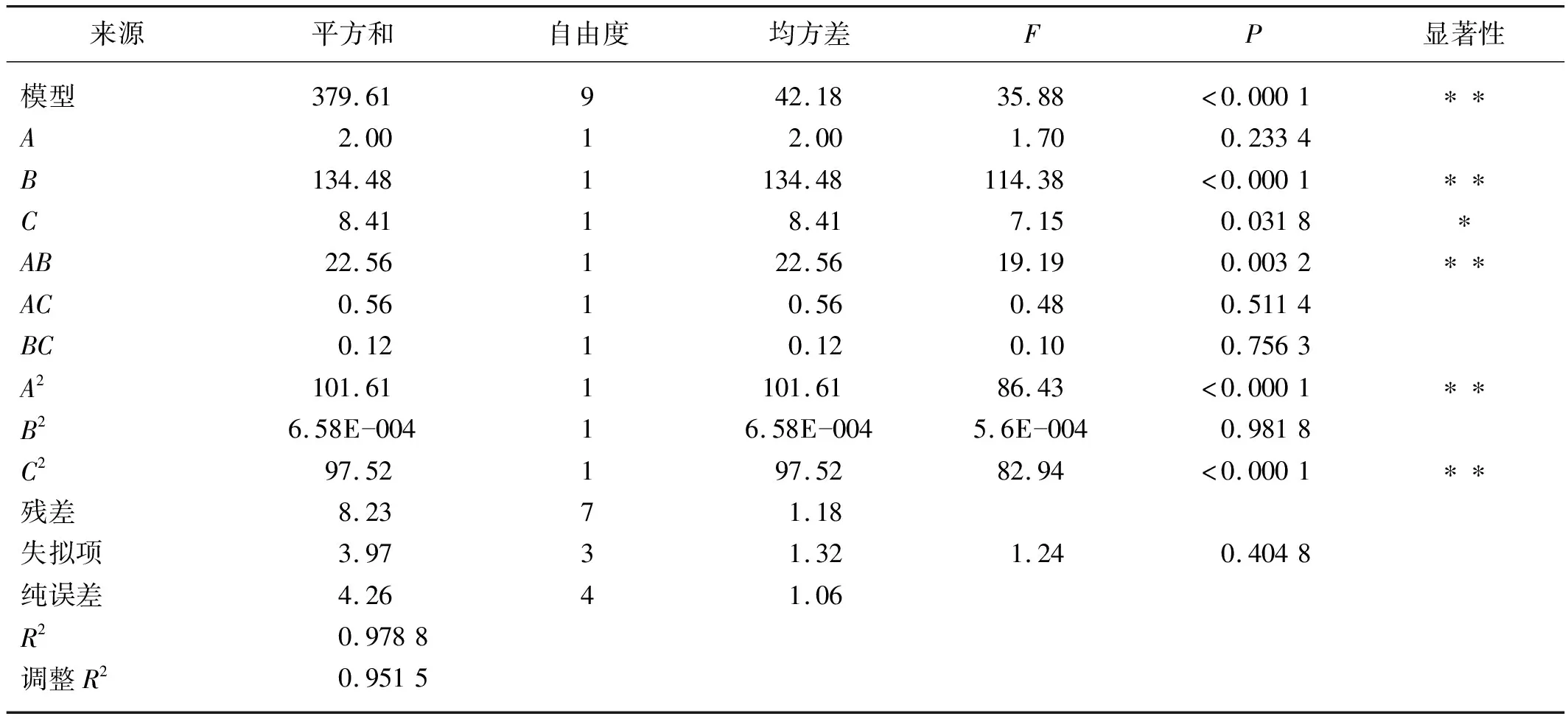
表4 秸秆粉碎合格率方差分析
3.2 秸秆粉碎合格率与各参数响应曲面的分析
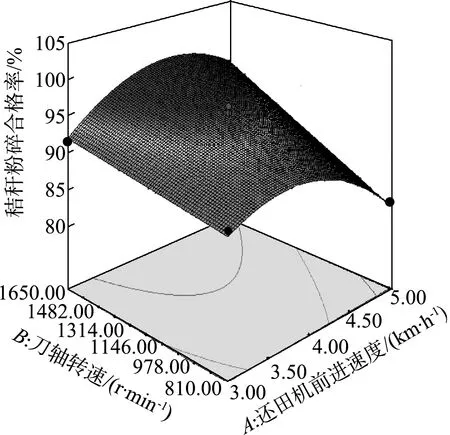
根据表3试验数据,各因素对秸秆粉碎合格率的响应曲面如图6所示,根据图6中等高线可判定二者交互效应的强弱[20-26],交互作用由强到弱依次为:还田机前进速度和刀轴转速(AB)、还田机前进速度和刀片厚度(AC)、刀轴转速和刀片厚度(BC),与表4的显著性相对应。
由图6(a)可知,还田机前进速度与刀轴转速(AB)存在交互作用。当刀片厚度处于0水平时,秸秆粉碎合格率先随还田机前进速度增大至最大值后逐渐减小,如图7(a)所示。这是因为当还田机前进速度从-1水平逐渐提高时,秸秆粉碎合格率逐渐增大,当增大到一定值时,由于前进速度过快,导致秸秆喂入量过多,刀具无法有效粉碎香蕉秸秆,秸秆粉碎合格率随之降低;秸秆粉碎合格率随刀轴转速的增大而逐渐增大,如图7(b)所示。这是因为刀轴转速越大,加快了对秸秆的粉碎效率,但考虑到机具结构承载,以及机具在实际作业中的功耗情况,在保证秸秆粉碎合格率的条件下,刀轴转速在合理范围内选取810~1 650 r/min。
(a)P=f(A,B,0)
由图6(b)知,刀片厚度与还田机前进速度(AC)存在交互作用。当刀轴转速处于0水平时,秸秆粉碎合格率先随刀片厚度增大至最大值后逐渐减小,如图7(c)所示。这是由于若刀片厚度过小,刀片强度不够从而导致作业过程中变形,粉碎合格率降低;若刀片厚度过大,致使粉碎装置惯性增大,使得机具震动剧烈,刀片的运动轨迹不规律,导致粉碎合格率降低。同时,由式(3)和表4可得,刀轴转速与刀片厚度(BC)交互作用不显著。

(a)A对P的影响
由图6的响应曲面可以看出,还田机前进速度与刀轴转速(AB)变化时,秸秆粉碎合格率的变化幅度较大;还田机前进速度和刀片厚度(AC)变化时,秸秆粉碎合格率的变化幅度相对较小,说明还田机前进速度与刀轴转速(AB)的交互作用是影响秸秆粉碎合格率的主要因素,与表4分析一致。
通过Design-Expert软件的Optimization功能,进行优化分析,得出三因素的最优参数组合:还田机前进速度A为4.72 km/h、刀轴转速B为1 626.67 r/min、刀片厚度C为9.84 mm,此时,香蕉秸秆粉碎合格率为97.28%。
3.3 验证试验
为进一步检验上述优化试验结果的实际应用效果,根据优化结果及试验的可操作性,将设备参数固化为最优解[27],将还田机前进速度、刀轴转速分别调整为4.7 km/h、1 630 r/min,研制刀片厚度为9.8 mm,在此条件下进行田间验证试验。为避免随机误差,在作业总面积为60 m2的田间进行5次试验,最后取5次试验的平均值,得到在调整为优化参数情况下,香蕉秸秆粉碎合格率的田间试验值为96.94%,与软件优化值(97.28%)间的误差为0.34%,由此可见,软件优化值较为合理。
3.4 对比试验
为更加清楚地看出参数优化后的各项性能指标的提高程度,故将样机装配直型粉碎刀后加入到此次的田间试验,还田机前进速度同样控制为4.7 km/h,刀轴转速同样设置为1 630 r/min,在同一个作业面积为60 m2的试验田进行5次试验,对香蕉秸秆粉碎还田机进行作业性能对比试验,最后取平均值,得到的试验结果如表5所示。
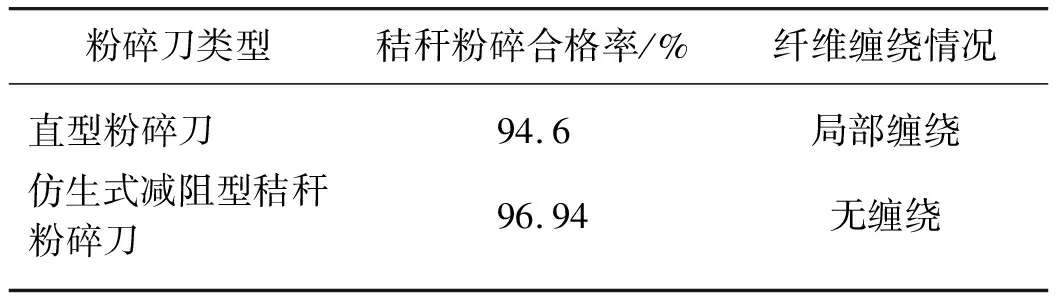
表5 香蕉秸秆粉碎还田机的作业性能对比
试验结果表明:装配仿生式减阻型秸秆粉碎刀的立式香蕉秸秆粉碎还田机的秸秆粉碎合格率比装配直型粉碎刀的粉碎还田机提高2.34个百分点。在进行田间试验时,装配仿生式减阻型秸秆粉碎刀的立式香蕉秸秆粉碎还田机没有出现纤维缠绕刀盘的情况,但装配直型粉碎刀的粉碎还田机的刀片出现纤维局部缠绕的现象,进一步验证了仿狼爪秸秆粉碎刀在切割时起到了减阻作用,进而提高了香蕉秸秆粉碎合格率,在工作性能上有了一定的改进和提升。
4 结论
1)本文通过狼爪获取灵感,基于仿生减阻机理,提出一种模仿狼爪轮廓曲线的仿生秸秆粉碎刀的设计方案,获取仿狼爪轮廓曲线刀刃曲线方程,将仿生曲线方程应用在秸秆粉碎刀刃设计上,结合香蕉秸秆的结构特性,采用锻压工艺的方式加工出符合结构参数和硬度要求的仿生式减阻型秸秆粉碎刀。
2)在Design-Expert中,通过响应曲面Box-Behnken设计方法进行试验分析,得出3个因素对秸秆粉碎合格率的显著性顺序由大到小为刀轴转速、刀片厚度、还田机前进速度。通过优化分析,得出三因素的最优参数组合:还田机前进速度为4.72 km/h、刀轴转速为1 626.67 r/min、刀片厚度为9.84 mm,此时,香蕉秸秆粉碎合格率为97.28%。将优化后的参数应用于香蕉秸秆粉碎设备上进行田间试验,秸秆粉碎合格率实际可达96.94%,与软件优化值(97.28%)间的误差为0.34%,由此可见,优化参数可以满足香蕉秸秆粉碎的实际要求。
3)通过对比试验,装配仿生式减阻型秸秆粉碎刀的立式香蕉秸秆粉碎还田机的秸秆粉碎合格率比装配直型粉碎刀的粉碎还田机的粉碎合格率提高2.34个百分点,且秸秆缠绕减少。
该研究对刀具进行合理的仿生结构优化,为香蕉秸秆的有效还田起到一定的推动作用,它对实现秸秆粉碎刀的减阻特性有一定的启发。