菲涅尔平面镜模具的超精密加工设计及工艺
2022-02-24张学智
张学智
四川普什宁江机床有限公司 四川成都 611800
1 序言
某用户需要生产图1所示的大型菲涅尔平面镜模具,分为阴模和阳模。加工出的阴模和阳模通过电镀制造出生产母模,再利用精确复制技术,通过生产母模进行菲涅尔平面镜的大批量生产。

图1 菲涅尔平面镜模具
加工此大型菲涅尔平面镜模具需要设计制造出大型超精金刚石车床,当今国际上能制造此大型超精金刚石车床的只有美国、英国、日本等少数国家[1]。国内研究单晶金刚石高精密车床起步较晚,北京机床所研制的JCS系列超精密车床及NAM-800型纳米数控车床规格小,不能满足此大型菲涅尔平面镜模具加工的需要。目前大型超精金刚石车床完全依赖进口,却又受到西方国家禁售的制约。
2 菲涅尔平面镜模具主要技术要求
某用户需要加工的大型菲涅尔平面镜模具的主要规格参数和技术要求见表1和表2,其回转直径为1448~1757mm[2]。

表1 主要规格参数 (单位:mm)

表2 技术要求
3 机床总体布局及采用的关键技术
3.1 机床总体布局
机床总体布局如图2所示,机床采用了机电一体化设计,三轴联动(X轴、Z轴和B轴),立式龙门结构,热对称性布局设计。机床结构刚性高,热稳定性好,可最大限度地适应大型工件加工。该机床布局设计避免了主轴回转时台面自重和工件自重对回转精度的影响,工件装卸方便。研制成功的机床实物如图3所示。

图2 机床总体布局
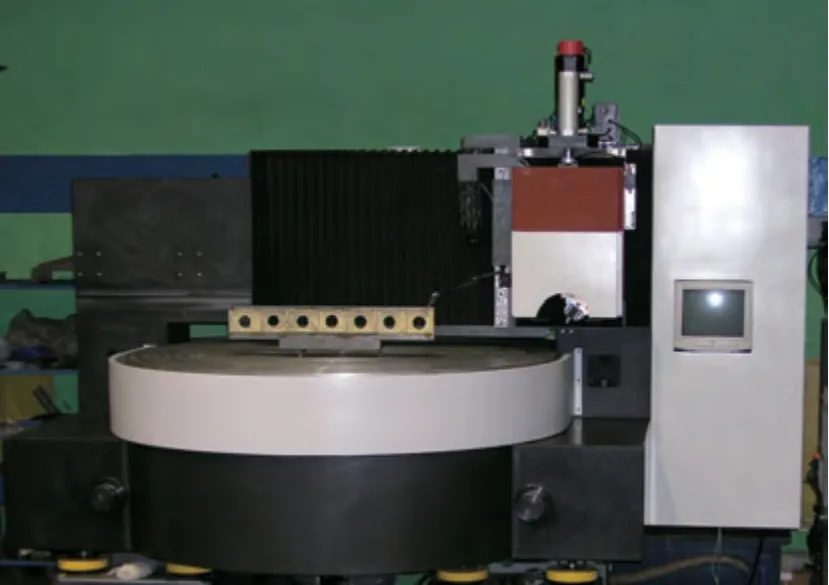
图3 机床实物
3.2 机床采用的关键技术
机床采用了结构热稳定性布局技术、高精度主轴制造技术、机床热变形和隔振控制技术、高精度转台刀架制造技术、精密数控技术、在线精密对刀技术、真空吸盘夹具和真空吸尘技术、低温冷风干式切削技术以及超精密切削技术等关键技术。
3.3 机床主要规格参数
机床主要规格参数见表3。

表3 机床主要规格参数
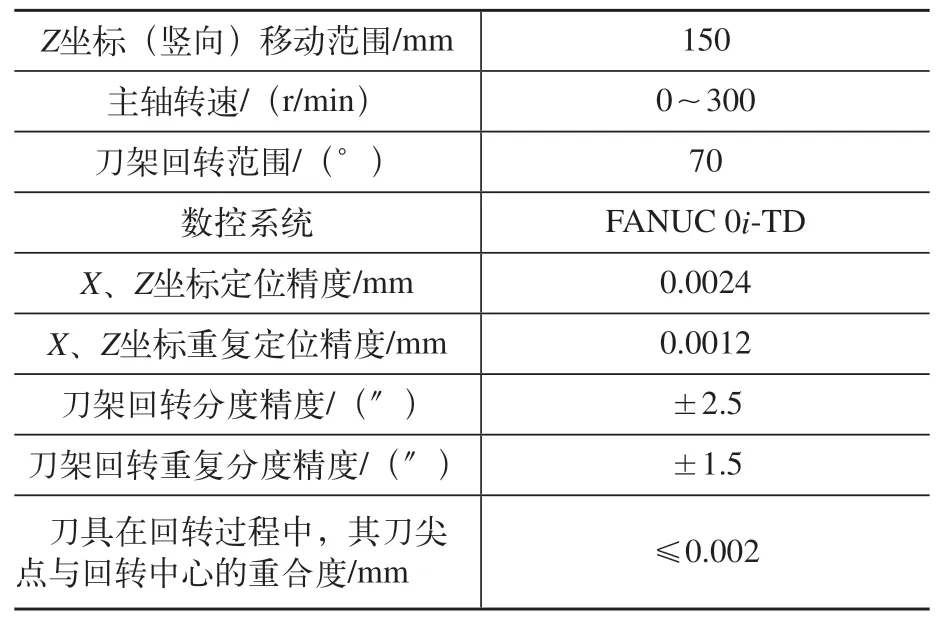
(续)
4 切削工艺研究
4.1 菲涅尔平面镜模具加工工艺特性分析
菲涅尔平面镜模具结构上由很多个节距相等、槽深不同、同心的棱形(或V形)环形槽组成,每个环带都相当于一个独立的折射面。这些棱形环带都能使入射光线会聚到一个共同的焦点上。其结构参数主要有工作面、干扰面、工作角、干角、槽根、槽峰、槽根半径和槽峰半径等。从内到外,节距不变,随着槽深加深,干扰角越来越大,工作角越来越小。根据成像原理的要求,干扰面表面粗糙度值不能太低,工作面表面粗糙度值却越低越好。工作面与干扰面相交处加工形成的毛刺≤0.003mm;槽根半径和槽峰半径均≤0.002mm。刀具刀尖圆弧半径R≤1μm[3]。除了表2中试切零件的主要技术要求外,还要求槽深为0.001~0.081mm,工作角变化为0°~70°,干扰角从90°变至50°,加工零件直径约1900mm(环带数约19400个),零件材质为铜合金或铝合金。
4.2 加工工艺方法
(1)加工工艺 在粗、精车出模具平面后,加工阴模时由内向外进行切削,加工阳模时由外向内进行切削。回转刀架分度到位后,加工环带。每个环带的干扰面采用X轴、Z轴两轴联动方式加工,工作面采用主切削刃直接加工,这样能同时保证干扰面和工作面的表面粗糙度要求。工作面的表面粗糙度主要与刀具主切削刃的直线度和表面粗糙度有关,尽量避免其他因素对工作面表面粗糙度的影响,有利于降低工作面的表面粗糙度。采用这种加工方法还能将工作面与干扰面相交处因加工形成的毛刺控制在0.003mm以内。因为毛刺主要产生在工作面上,并沿着工作面向外沿伸,因此只要在加工干扰面时,沿干扰面向外沿伸方向提前预留一个走刀距离,即可切去毛刺。除此之外,还可通过更改进给方式,消除螺旋线对表面粗糙度的影响。
(2)切削刀具 切削刀具如图4所示,采用无色、透明、无裂纹且无杂质的南非天然钻石。技术要求:①刀尖及切削刃表面粗糙度值Ra<0.01μm。②刃口直线度<0.01μm,且前刀面与后刀面必须精研磨至要求。③金刚石强度最大方向作为切削刃,金刚石焊接牢固后修磨刃口和角度。④切削刃留2×0.08mm余量,与刀夹配间隙0.003~0.005mm。⑤金刚石规格:4mm×2mm×2mm,D10等级,莫氏硬度10。⑥主要切削刃(主、副切削刃)及钻石基体在4500倍电镜下无缺口和裂纹。采用这种天然金刚石刀具,不仅能保证槽根、槽峰半径均≤0.002mm,达到镜面切削的要求,还可以在长时间切削过程中保证刀具的使用寿命和精度。

图4 切削刀具
(3)冷却方式 加工中采用-30℃低温冷风干式切削方式。目的是:①使金刚石刀具取得更好的冷却效果,延长刀具的使用寿命。②加工出的切屑不会因有切削液而粘在已加工表面上,避免对已加工表面造成损伤,有利于排屑和清理。
(4)排屑方式 采用大功率真空吸尘方式进行排屑,使加工区的排屑更彻底,既避免了切屑对已加工面的影响,又可达到环保切削的要求。
(5)零件装夹方式 采用大功率真空吸盘,既可保证零件受力均匀、变形小,又可避免新的不平衡惯量的出现。
(6)刀尖轨迹控制方式 采用高可靠性、高性能的FANUC数控系统,在加工的过程中刀尖的X坐标、Z坐标和角度坐标以图形方式实时显示运动轨迹。
(7)对刀方式 为保证刀具刀尖点与刀架转台回转中心的重合度<0.002mm,采用了高精密的回转刀架,通过高分辨率视频进行对刀。
(8)切削参数 加工铝合金的线速度v≥1000m/min,背吃刀量ap≤0.01mm。
5 结束语
大型菲涅尔平面镜模具超精金刚石车床的研制和加工工艺的实践应用填补了国内空白,突破了许多关键技术,为今后解决大型光学零件的精密和超精密加工提供了参考和借鉴。
