X80无缝钢管热处理工艺研究
2022-02-23张尚毅沈征杰庞德禹
张尚毅,沈征杰,庞德禹
(扬州诚德钢管有限公司,江苏扬州 225200)
0 引言
管道可以输送石油、天然气,还可作为煤和其他固体物质的输送方式。建设高压长距离输送管线是解决长期、大规模运输天然气的主要措施[1-2]。随着世界能源格局的变化,以及对石油、天然气开采与应用力度的加大,高钢级管线钢得以快速发展[3]。
对于服役环境恶劣的地区,焊接钢管不能满足实际需要,需要高钢级管线用无缝钢管。采用高强度管线钢,长距离高压大流量输送,可以节约钢材,大幅度减少管线工程的投入,增加管线的运行效益。在具有中空环形截面形状特征的热轧无缝钢管生产领域,控轧、控冷关键共性技术获得广泛研究[4]。
传统生产工艺中,钢管在轧制变形后采取空冷的方式冷却至室温,在冷却过程中,由于较低冷速不能抑制晶粒的粗化,因此极易生成个别粗大的组织,导致组织不均匀,恶化性能[5-6]。采用轧后控制冷却工艺后,较高的冷却速率抑制了组织的异常粗大,最终使钢管组织较原空冷工艺显著细化,同时组织的均匀性得到明显改善[7];通过热处理改进钢管的组织及性能[8-9]。
因此,对X80无缝钢管热处理工艺进行优化,采用经验公式确定淬火稳定,优化回火温度和冷却方式,分析热处理工艺对钢管组织及力学性能的影响规律,寻找优化的高压输送用的X80无缝钢管的热处理生产工艺。
1 实验和检测
1.1 实验材料
实验用X80钢为转炉冶炼Φ700 mm连铸坯,化学成分见表1,坯料经环形加热炉加热后,穿孔-轧制成Φ914 mm × 45 mm的无缝钢管。

表1 X80无缝钢管化学成分 %
1.2 实验方法
根据Andrews经验公式可算出,X80钢的AC1为713~740 ℃,AC3为830~870 ℃。根据AC1与AC3的热材料理论分析及实验室经验,拟采用如下热处理工艺:930 ℃淬火+610 ℃回火+空冷;930 ℃淬火+630 ℃回火+空冷;930 ℃淬火+650 ℃回火+空冷;930 ℃淬火+650 ℃回火+水冷。以上热处理工艺中,淬火的保温时间均为50 min,淬火冷却方式均为水冷;回火保温时间均为100 min。最后对比热处理工艺对钢管性能的影响分析。
1.3 检测方法
采用扫描电镜观察试样组织,采用拉伸实验机检测试样的拉伸力学性能,采用冲击实验机检测试样的低温力学性能,冲击试样温度-40 ℃。
2 实验结果及分析
2.1 热处理工艺对组织形貌的影响
分别对经过热处理的钢管进行取样,制作金相试样,采用3%的硝酸酒精溶液做侵蚀剂,对其金相组织检验观察。图1为X80钢管的组织形貌SEM图。
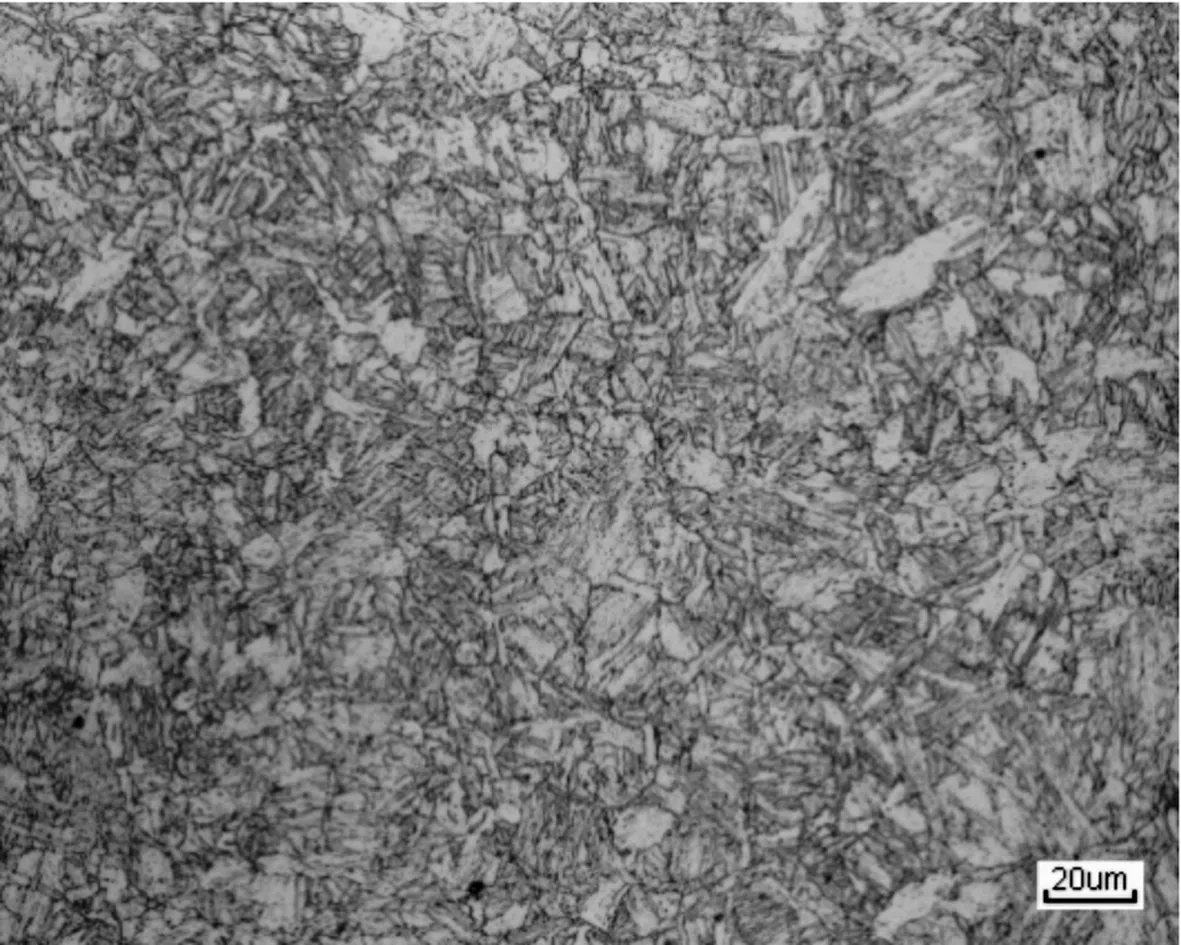
(a)930 ℃淬火+610 ℃回火+空冷
由图1(a) 可知,930 ℃淬火、610 ℃回火和空冷的试样组织为贝氏体、回火索氏体和少量铁素体。由图1(b) 可知,930 ℃淬火、630 ℃回火和空冷的试样组织为贝氏体、回火马氏体和回火索氏体。由图1(c) 可知,930 ℃淬火、650 ℃回火和空冷试样的组织为回火索氏体和贝氏体。可见,随着回火温度的升高,组织转变成回火索氏体和贝氏体。由图1(d) 可知,930 ℃淬火、650 ℃回火和水冷试样的组织也是回火索氏体和贝氏体;和空冷相比较,水冷方式对组织没有影响。
热处理工艺对X80无缝钢管组织的影响规律如表2所示。
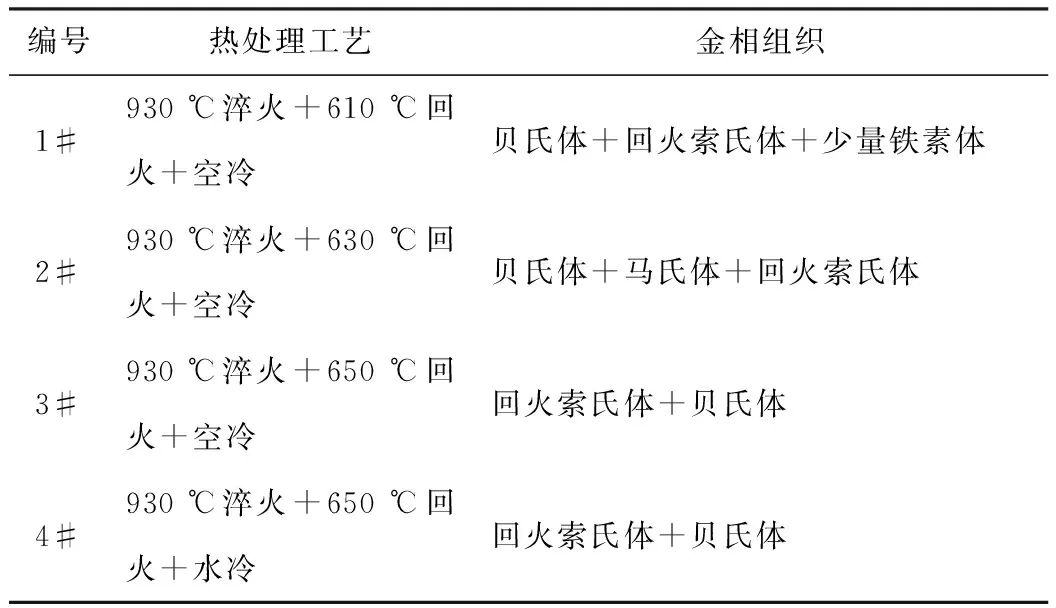
表2 试样金相组织
2.2 热处理工艺对力学性能的影响
表3是4种热处理工艺的X80钢的力学性能,从实验结果来看,随着回火温度的升高,屈服强度与抗拉强度逐渐降低、断后伸长率和冲击功总体逐渐提高(见表3中的1~3号工艺);610 ℃回火屈服强度与抗拉强度最高,但断后伸长率和冲击功值最低。
与650 ℃回火+空冷相比较,650 ℃回火+水冷的热处理工艺,使得X80钢的屈服强度、抗拉强度及断后伸长率有所提高,但不很明显,而冲击功显著提高(见表3中的4号工艺)。对高压输送油管而言,具有最佳的综合力学性能。
综上所述,930 ℃淬火+650 ℃回火+水冷的热处理具有最佳的应用力学性能,满足了油管输送钢管的技术要求。
分析认为,随着淬火后回火温度的升高,实验钢的屈服强度逐渐降低,这是由于随着回火温度的升高,位错消失的越多,软化效果大于弥散强化效果,引起屈服强度降低。强度主要取决于组织中的硬质相马氏体,回火温度越高,马氏体分解越彻底,抗拉强度降得越多。

表3 不同热处理工艺试样的力学性能
3 结论
通过Andrews经验公式确定X80钢的淬火稳定温度为930 ℃,优化其回火温度及回火冷却方式,表明随着回火温度从610 ℃升高至650 ℃,组织转变成回火索氏体和贝氏体;屈服强度和抗拉强度降低,断后伸长率和冲击功总体增高。930 ℃淬火+650 ℃回火+水冷的热处理工艺获得最优的综合力学性能,满足油管输送管道的技术要求。
