一种集装箱船舱内垫板平面度计算方法
2022-02-07游扩锋达有宝韦景景龚道明
游扩锋,达有宝,韦景景,赵 宇,龚道明
(中船黄埔文冲船舶有限公司,广州510715)
1 前言
经过大量的集装箱船舱内垫板安装数据对比发现,现有的舱内垫板计算程序在垫板安装后会出现不同情况的平面度超差情况,板厚计算的误差累积导致了舱内垫板安装公差偏大。针对以上问题,编制了一种基于三点共面公理的板厚及平面度计算程序。该计算程序,只要将测量工位点输入电子表格,就能将单个箱位的计算过程、处理后的平面度、水平面原始测量差显示出来,大大提高了计算速度及结果检验方面的运用。
2 基本原理
基于三点共面公理,在已知三点坐标基础上计算另一个点使之达到共面;因船舶建造均严格按照水平面界定船舶水线、边柜层高等用以控制精度要求和通用标准管理,并且较大的斜平面安装超差会随着集装箱装箱层高累积倾斜,将受力传导给导架/绑扎系统,部分超差严重者甚至会影响实际堆箱效用,故在平面度基础上调节板厚计算中,建议依旧用实测水平基准点直接计算工位点相应的板厚。
3 计算方法
集装箱船舱内垫板调试安装和分箱块/堆放锥安装,一般在整个货舱成型后或集装箱导轨安装完成后进行精度定位和开线测量;工位采点使用经纬仪进行单点测量或其他等效替代方案,其平面数据截取后将获得较多原始测量数据,这些原始测量数据都是基于同一水平面或依据边柜层高分层测量水平面;在安装过程中,鉴于货舱成型后的分段沉降、焊接形变、坞墩布置管理变动等不可预测性,建议数据采集在货舱成型及导架完工后完成,综合测量数据基本定型后测量选取;由于整个货舱同一水平面调平十分困难,计算时只需按同一共用箱位的测量数据来计算相应的板厚、平面度来达到使用目的。
经纬仪数据测量示意图,如图1 所示。

图1 经纬仪数据测量示意图
3.1 同一甲板面的垫板平面度板厚计算
(1)测量获取原始垫板安装位平面度数据,如图2 所示。

图2 箱脚安装位测量单点测量水平基数
(2)以上四点最小值为662,将每个原始平面度减去该最小值得到四点基于同一水平面的差值,如图3 所示。

图3 箱脚安装位水平差值
(3)依据原始平面度核加基础板厚(例如8 mm基础调节板厚)得到数据如图4 所示。

图4 箱脚安装位调节板厚
(4)若无层高计算,则可按以上计算结果直接装配施工。需要注意的是,如果同一箱位20 ft、30 ft、40 ft、45 ft 在同一平台共面情况下,需共同减去同一最小值用以计算。

式中:△H—实际层高差;
h′—实测层高;
h″—集装箱理论层高/图纸边柜要求层高;
α—上层安装工位的平面度基础板厚;
β—下层安装工位的平面度基础板厚。
因船型设计不同,其层高理论设计含带舱内绑扎或直接堆放等不同情况,通常20 尺或30 尺集装箱舱内堆放会有ISO GAP,由于间距过小无法绑扎,因此叠箱通常采用扭锁连接或桥锁和连接板加固。这种装箱形式调平需考虑增加扭锁厚度/升高座高度,新设计船型已基本不再设计舱内绑扎扭锁和升高座,改由船体自身压载边柜层高填补,故对层高差的计算仅做无扭锁堆箱及无升高座堆箱情况计算。
因底层已经将上述层高调平,故仅作舱内最底层集装箱堆放调平来进行计算。
作为案例,下面以20 ft、40 ft 通用箱位计算如下:
(1)以理论边柜层高2 592 mm 作为集装箱理论层高,上下层边柜实际测量高度为2 600 mm,分别带入计算上下层边柜集装箱四脚垫板板厚;
(2)在基础平面度板厚测量计算完成后,将得到基础实际板厚数据,如图5 所示。
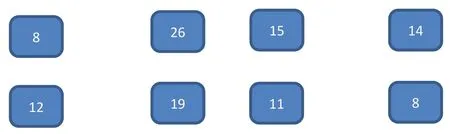
图5 箱脚安装位计算后的调节垫板板厚
(3)为了更好的理解现场垫板与层高间的关系,用模型展示,如图6所示
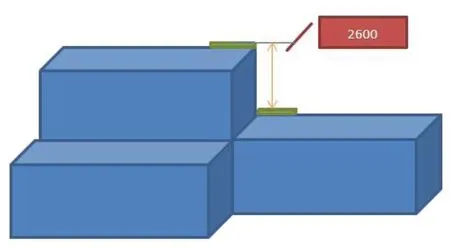
图6 层高测量点垫板现场关系立体图示

3.2 含边柜层高的垫板平面度板厚计算
若有边柜层高计算,经过大量的数据对比后,总结出以下公式:将比上层平台低20 mm;
(5)因最小基础调节板现场实际板厚规定不能薄于8 MM,故上层平面调节板厚数据不可调节,只能共同增厚下层平面调节板板厚予以调平,由此层高换算后的最终安装板厚数据,如图7 所示。

图7 安装位增加层高差后的最终调节板厚度
4 计算表格及功能示意图
在实际安装过程中,舱内结构扭曲形变、支撑结构/腹板安装误差累积,板厚的选取及测量误差叠加无可避免,安装后需要重新进行复测验证并输入计算表格用以验证其正确性。
由于水平面测量调节在公差测量应用中较为繁琐,故我们依据三点共面公理开发了以下测量表格,用以验证安装后的垫板平面度。该计算程序在非水平安装检测判定方面,应用前景较为广阔。
4.1 同一平台上的板厚计算表
见表1。

表1 同一平台上的板厚计算(单位:mm)
4.2 非同一平台上的板厚计算表
见表2。
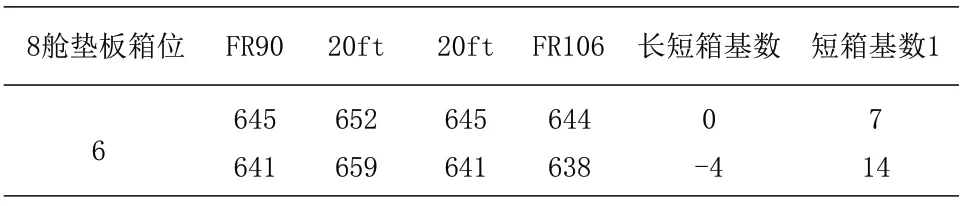
表2 非同一平台上的板厚计算(单位:mm)
4.3 功能示意图
见图8、图9。

图8 使用功能示意图(一)

图9 使用功能示意图(二)
在基于大量的实际数据汇总对比计算后,发现该计算程序在单个箱位平面度计算方面高效便捷,板厚计算失误率低,数据监控方便,计算表格能直观显示所有测量点及其对应的判定逻辑,直观看到四点平面判定的误差值及8 点共面水平差值,直观显示最终工件厚度。
5 实际操控注意事项
现有的高精度扫描仪在测量方面费用昂贵,在船舶工程领域应用还相对不成熟。考虑到工程施工周期及现场工况的复杂性,在相当长的一段时间内,单点测量将仍是主要的数据采样手段。
在安装前测量准备阶段发现,在实地测量原始水平数据的过程中,存在原始测量数据和整个货舱吊装成型情况相关联变动情况,受制于分段吊装成型状况、墩位垫木承重形变及极端天气导致的钢板热涨形变、分段本身误差及定位误差等,均使得原始测量数据在测量前后有一定的偏差,加上现有的单点测量数据均由人工采集录入,很大程度上会降低数据的采样可信度,故需将数据测量录入的阶段严格界定,应选择在底部段翻身调平后的地面预总组阶段或搭载后的货仓成型阶段进行,即在实际综合形变误差可控情况下进行数据测量选取,且必须多次测量复查,避免由测量失误引起的大量返工和安装损失。
在安装后,调节板的安装精度因人为操作失误无法避免,如安装焊接形变、板厚选择不匹配、垫板自身水平度调节误差偏差、测量读数误差等,安装后需要重新进行复测验证并输入测量检验数据,用该计算表格验证其实际安装后的垫板平面数据的准确性。
6 结束语
集装箱船的货舱通常以货柜垫板作为货物主要承载部件,其精度受货舱成型、导架、压载舱边柜层高等多项因素影响,安装管理需要精通货舱成型和装箱效用的三维立体空间关系。该安装调试计算方法简便,可靠性高,安装后误差返工率明显降低,取得的效益较好,系统化建造检验方面也较为适用,整体上较以往垫板安装配平方法简单易学、操作灵活,对高精度要求的舱内垫板及在舾装件预装方面的精度数据分析检验方面也具有使用价值。
