基于西门子S7-1200的泥浆后台自动供浆系统设计与分析
2022-02-07王鑫宇


摘要:随着自动化行业的不断发展,其应用领域不断扩大,用自动化逐步取代人工已成为各相关行业发展的必然趋势。现以泥浆后台自动供浆电控系统为例,介绍以西门子S7-1200为控制核心的自控系统的搭建,并对水泥后台供浆系统的自动流程工艺及关键程序的具体写法进行了简要分析。
关键词:西门子PLC;S7-1200;水泥后台;自动供浆系统
中图分类号:TP273;TU525 文献标志码:A 文章编号:1671-0797(2022)02-0050-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.02.014
0 引言
传统地基基础行业使用的水泥后台搅拌系统,电气控制单一。泥浆搅拌阶段,水泥和水都是人工添加,水灰比的控制全靠装填工人的经验,不能达到精确配比;搅拌桶电机及泥浆桶电機,无论泥浆数量多少,都是全速搅拌,十分耗电;同时,供浆泵的启停由专人控制,浪费人力成本。为此,需要设计一套新型控制搅拌系统,实现水灰比精确控制、搅拌电机无级调节、泥浆自动供应,从而降本节能,节省人工。
1 自控系统搭建
根据泥浆搅拌供应系统的机械机构特点、使用场合以及客户的成本控制要求,配置自动系统如下:
1.1 PLC选型
首先,泥浆搅拌系统应用在地基基础现场,环境比较恶劣,需要PLC有较高的稳定性和耐用性;其次,系统内传感器、执行器电气接口各不相同,需要PLC有丰富的电气接口;再次,考虑到设备将来的改造升级需求,需要PLC易扩展;最后,结合客户预算标准,选择了西门子S7-1200系列的1214C CPU,并配置2块SM1231、1块SM1223、1块SM1232和2块CM1241。
S7-1200是一款紧凑型、模块化的PLC,可实现简单却高度精确的自动化任务,可扩展性强、灵活度高,具有丰富的工业通信接口,十分适合本自控系统使用[1]。
1.2 触摸屏选型
工业触摸屏,英文全称Human Machine Interface,缩写为HMI,它可以实现人机之间的交互,将PLC内指定的参数直观地显示在屏幕上,也可以通过HMI设置重要的数据到PLC内[2]。
在控制PLC选择西门子1214C CPU之后,结合使用场合及与PLC的通信要求,选择了威纶通MT8121iE触摸屏,其优点如下:
(1)支持RS232/RS485和以太网通信,都支持与西门子1214C CPU直接通信,十分稳定快捷。
(2)支持SD卡和USB,可以将触摸屏上采集的生产数据实时存入SD卡或U盘内,便于数据保存。
(3)前面板支持IP65防护等级,主板涂层保护处理能在严苛的环境中防止腐蚀,适用于地基施工现场恶劣环境。
1.3 变频器选型
此自动供浆系统中,搅拌罐和泥浆桶都有搅拌功能。
传统设计中,搅拌器由普通电机驱动,电机上级通过接触器直接启动,启动冲击电流很大,对电网和空开要求严苛;且无论桶内泥浆多少,启动后都是满速运行,造成电能浪费。
本设计中,将普通电机改成变频电机,电机上级通过变频器启动。变频器启动电流冲击小,越是频繁启动,越是节能,且变频器可实现无级调速,根据桶内的泥浆量实时调节,也能实现节能效果。变频器选择的型号是台达ME300系列[3]。
1.4 传感器选型
本系统重要传感器选型如下:
(1)储水箱液位开关:根据水箱的液位,实现低液位开启水泵,高液位关闭水泵。选型为上海凡宜科技的连杆浮球液位开关,型号为FCBFN5P331500A。
(2)搅拌罐称重传感器:实时测量桶重,根据重量变化,调节搅拌罐电机的转速。选型为大洋高精度S型称重传感器[4],量程0~2 t。
(3)泥浆桶导波雷达:实时测量桶内浆位,实现浆少补充,浆满停补,告知供浆泵是否有足够的浆量供应,且其会影响储浆桶电机的转速调节。选型为倍加福导波雷达,型号为UB1000-18GM75-I-V15。
(4)供浆泵流量计:为了实现供浆泵的浆量稳定供应,需要实时PID调节,调节反馈源自泥浆流量计。选型为西门子电磁流量计,型号为MAG5000。
2 自动流程工艺
系统整体布局如图1所示,根据工艺流程可以把系统分成三部分。
(1)配料部分:
1)水泥存储罐,存储水泥原料,四角安装称重传感器,可实时称重水泥存料重量,在水泥存量不足时报警提示;
2)水泥罐吹灰阀,可以开启吹气,防止水泥阻塞,保障通畅供应;
3)水泥搅笼,将水泥罐内的水泥搬运至水泥斗;
4)抽水泵,将工业用水抽至水箱暂存;
5)水箱,存储待使用的水;
6)供水泵,将水箱内的用水抽至储水斗中;
7)水泥斗,存储待配制泥浆的水泥;
8)储水斗,存储待配制泥浆的用水。
(2)搅拌部分:
1)搅拌罐,搅拌泥浆,四角安装称重传感器,可实时称重泥浆重量,根据重量调节搅拌罐电机转速;
2)搅拌罐搅拌器,由变频电机和变频器驱动,搅拌泥浆;
3)水泥阀,控制水泥落入搅拌罐中;
4)水阀,控制水落入搅拌罐中;
5)水泥斗吹灰阀,可以开启吹气,防止水泥阻塞,保障通畅供应;
6)放浆阀,控制泥浆落入泥浆桶中;
7)泥浆桶,存储配制完成的泥浆待用,其配备导波雷达,可实时检测浆位;
8)泥浆桶搅拌器,由变频电机和变频器驱动,搅拌成浆,防止其沉淀凝结,可根据浆位,无级调速。
(3)供浆部分:
1)浆水阀,控制成浆流入送浆泵;
2)送浆泵,由变频器控制,可根据给定流量与流量计反馈流量,PID调节;
3)流量计,实时检测浆管内流量。
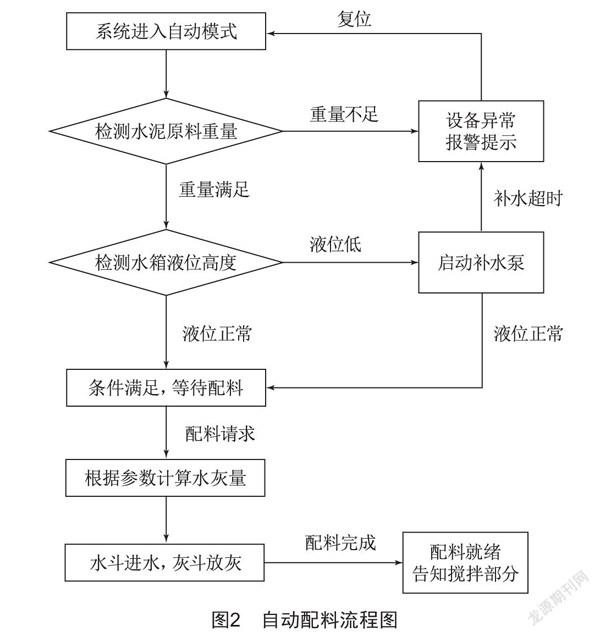
2.1 自动配料流程
如图2所示,系统进入自动模式后,系统检测水泥罐内存储的水泥原料重量是否满足,不满足的话,会报警待机,触摸屏提示水泥原料存储不足。如果重量满足,系统开始检测水箱内液位情况,液位低,就会启动补水泵补水,补水超时会报警待机,触摸屏提示补水超时;液位正常或者补水完成后,则等待请求配料。
如果接收到配料请求,PLC根据触摸屏上设定的参数“水泥浆目标重量”和“水灰比”,计算出水泥斗进灰重量和储水斗进水重量;此时,水泥搅笼和水泥罐吹灰阀开启,将水泥从水泥罐搅送至水泥斗中,待水泥斗重量达到目标重量时,停运水泥搅笼,延迟30 s(可设定)后关闭水泥罐吹灰阀;同时,供水泵开启,将水箱内的水抽至储水斗中,待储水斗重量达到目标重量时,停运供水泵;配料完毕,告知系统。
2.2 自动搅拌流程
如图3所示,在配料完成的情况下,如果接收到搅拌指令,系统进入自动搅拌流程。首先,打开水阀,将储水斗内指定重量水放入搅拌罐,待放水完成,延迟30 s(可设定)后关闭水阀,同时开启搅拌罐搅拌器;然后,开启水泥阀和水泥斗吹灰阀,将水泥斗内指定重量的水泥放入搅拌罐,待放灰完毕,延迟30 s(可设定)后关闭水泥阀,再延迟5 s(可设定)后关闭水泥斗吹灰阀;系统开始进入搅拌计时,等待到达“搅拌时间”;搅拌时间到达后,放浆阀开启,泥浆从搅拌罐流入泥浆桶,同时泥浆桶搅拌器开启,待泥浆放入完毕,关闭放浆阀。系统检测泥浆桶导波雷达液位高度,根据高度不同设置泥浆桶搅拌器不同的转速;同时,根据导波雷达液位高度,判断是否继续拌浆,若高度不符,则继续重复以上流程,直到高度符合,告知系统搅拌完成。
2.3 自动供浆流程
如图4所示,在搅拌完成的情况下,如果接收到供浆指令,系统进入自动供浆流程。开启浆水阀,延迟10 s(可设定)后,开启送浆泵,送浆泵由变频器控制,变频器根据触摸屏给定流量与流量计反馈流量,PID调节,保证流量稳定供应。
3 关键程序的具体写法
S7-1200系列从V2.2版本开始支持SCL语言,由于笔者的编程习惯,本系统的PLC编程语言选择SCL语言。SCL(Structured Control Language,结构化控制语言)是一种基于PASCAL的高级编程语言,这种语言基于标准DIN EN 61131-3(国际标准为IEC 1131-3)[5]。
本文主要展示供浆泵PID调节程序与泥浆桶導波雷达液位滤波程序。
3.1 供浆泵PID调节程序
程序调用S7-1200自带PID功能,其中比例增益0.22,积分作用时间12.336,微分作用时间3.316 7。程序如下:
IF ″bReady_Trans_mud″ THEN
IF ″bData_1#Flowmeter_given″ > 0 THEN
″ 1#Trans _ Motor _ PID _ Compact″ (Setpoint : =″bData_1#Flowmeter_given″,
Input_PER := ABS(″ai_EC_1#Flowmeter_Data"),
Output_PER=>″ao_EC_1#Trans_Motor_Freq_given");
ELSE
″ao_EC_1#Trans_Motor_Freq_given″ := 0;
END_IF;
IF ″bData_2#Flowmeter_given″ > 0 THEN
″ 2#Trans _ Motor _ PID _ Compact″ (Setpoint : = ″bData_2#Flowmeter_given″,
Input_PER := ABS(″ai_EC_2#Flowmeter_Data″),
Output_PER => ″ao_EC_2#Trans_Motor_Freq_given″);
ELSE
″ao_EC_2#Trans_Motor_Freq_given″ := 0;
END_IF;
END_IF;
3.2 导波雷达液位滤波程序
搅拌器的搅动会造成泥浆桶内液位的波动,导致导波雷达传感器采集的液位值一直浮动,所以为了便于程序运算,对液位值进行滤波处理。程序如下:
#R_TRIG_Mix_data_Read(CLK := ″bSystem_Clock_
10Hz″);
IF #R_TRIG_Mix_data_Read.Q THEN
FOR #bPoint := 0 TO 4 DO
″23_Mix_data″.data1[5 - #bPoint] := ″23_Mix_data″.data1[4 - #bPoint];
″23_Mix_data″.data1[0] := #bData_Storage_Tank_
Level;
END_FOR;
END_IF;
″bData_Storage_data1″ := ″23_Mix_data″.data1[0];
″bData_Storage_data2″ := ″23_Mix_data″.data1[1];
″bData_Storage_data3″ := ″23_Mix_data″.data1[2];
″bData_Storage_data4″ := ″23_Mix_data″.data1[3];
″bData_Storage_data5″ := ″23_Mix_data″.data1[4];
″bData_Storage_data6″ := ″23_Mix_data″.data1[5];
″bData_Storage_Tank_Level″ := MIN(IN1:=″bData_
Storage_data1″,
IN2:=″bData_Storage_data2″,
IN3:=″bData_Storage_data3″,
IN4:=″bData_Storage_data4″,
IN5:=″bData_Storage_data5″,
IN6:=″bData_Storage_data6″);
4 結语
本文全面介绍了泥浆后台自动供浆系统的搭建,包括PLC、HMI、变频器和传感器的选型,自动流程工艺以及自动流程图,PID调节和液位值滤波程序的写法,可以实现泥浆后台系统的自动配料、自动搅拌和自动供浆,从而为需要做类似系统的工程师提供了实例参考。
[参考文献]
[1] 西门子(中国)有限公司.深入浅出西门子S7-1200 PLC[M].北京:北京航空航天大学出版社,2009.
[2] 顾鸿寿.触摸屏技术及其应用[M].北京:化学工业出版社,2020.
[3] 李志国.台达变频器在商品混凝土搅拌机节能改造中的成功应用[J].国内外机电一体化技术,2009(3):20-21.
[4] 刘九卿.实用S型称重传感器[J].传感器应用技术,1989,7(4):2-4.
[5] 陈志强,王海燕,宋凡峰.SCL语言编写的实用型流量累积FB功能块[J].电气自动化,2013,35(1):21-22.
收稿日期:2021-10-18
作者简介:王鑫宇(1989—),男,安徽阜阳人,研究方向:电气控制。
