罗克韦尔自动化产品在VOCs处理系统中的应用
2022-02-07付永国


摘要:主要介绍了罗克韦尔RSLogix5000 PLC编程软件、FactoryTalk View人机画面编程软件、EtherNet/IP通信模块等产品在挥发性有機化合物(Volatile Organic Compounds,VOCs)处理设备——五腔式蓄热式热氧化炉(Regenerative Thermal Oxidizer,RTO)设计中的应用,分析了系统配置和网络结构,并从软件设计和硬件设计两个方面分别叙述了如何成功实现系统关键功能。
关键词:VOCs;蓄热式热氧化炉(RTO);人机界面;自动控制
中图分类号:X701 文献标志码:A 文章编号:1671-0797(2022)02-0016-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.02.005
0 引言
空气中的气态有害物质,有一部分是挥发性有机化合物(VOCs),它指的是挥发性的碳氢化合物及其衍生物,包括烃类、芳烃类、醇类、醛类、酮类、酯类、胺类、有机酸等,主要来自于溶剂生产过程或使用溶剂的加工过程中,例如化工和医药生产过程,喷漆、涂装、粘结、金属清洗过程,气相胶、半导体和电子工业的生产和加工过程等,对人体及环境危害很大,目前常用的处理方法有吸收法、冷凝法、吸附法、生物法、燃烧法、等离子体法等。
某项目的VOCs处理采用目前最常用的燃烧法,燃烧法是基于废气中有机化合物可以燃烧氧化的特性,其目的是通过燃烧将废气中可氧化的组分转化为无害物质,在废气中含纯碳氢化合物的情况下,即转化为二氧化碳和水蒸气。燃烧法主要有3种类型,即直接燃烧法、蓄热燃烧法和催化燃烧法,其中蓄热燃烧法应用最为广泛[1]。
1 蓄热式热氧化炉
首先介绍蓄热式热氧化炉(RTO)及其运行原理。RTO用于净化生产线产生的VOCs,高温(870~980 ℃)燃烧其中的碳氢化合物,使它们分解成二氧化碳和水蒸气,与已净化的空气一起排放至大气。氧化过程是再生的,即如果工艺温度和溶剂浓度在最佳范围内,该过程就不需要额外(燃烧器)能量,燃烧器就可以切换到最小或关闭[1]。
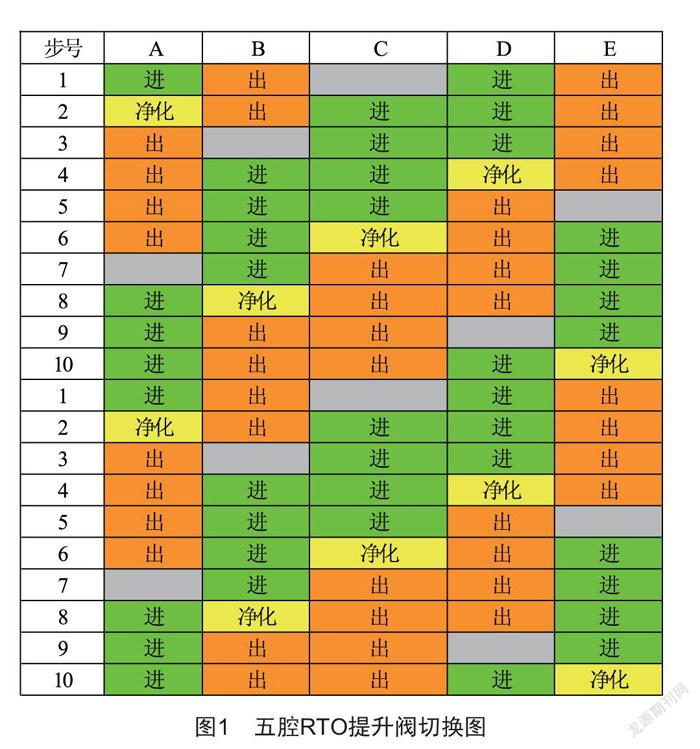
图1所示为五腔RTO提升阀的切换顺序,它分为10个步骤,每个陶瓷蓄热槽(A~E)有5个入口槽、5个出口槽,每30 s,两个提升阀一个从入口切换到净化,另一个从净化切换到出口,提升阀永远不会直接从入口切换到出口,以避免任何工艺气体离开氧化炉。在提升阀移动时,进口蓄热槽中的少量工艺气体由于气流中断而不再到达燃烧室,因此这种空气不能完全氧化和净化,这个问题可通过一个特殊的净化管道来解决。蓄热槽的入口转移到净化,即一个提升阀室的进出提升阀关闭,该室的净化管路打开,工艺气体和燃烧室中的一些清洁气体通过净化管道(与其他清洁气体或工艺气体无任何接触)被主风机引回到气体管道系统,并与来自生产线的排气混合,然后返回到氧化炉进行氧化。30 s后,吹扫管道再次关闭,蓄热槽用于入口或出口气体流动。
如果氧化炉燃烧室的温度过高,则新风风门打开,并向工艺气体中添加新鲜空气,直到燃烧室温度再次达到范围内;如果该措施没有达到要求的效果,则氧化炉关闭。如果热旁通的任何PID回路温度超过设定值,则热旁通风门打开,热旁通系统允许热空气直接从燃烧室排放到烟囱;如果该措施没有达到要求的效果,氧化炉会因温度过高故障而关闭。
2 项目说明
某项目风量较大且VOCs浓度较高,最终采用我公司自主研发、有独立专利的五腔式蓄热式热氧化炉(RTO)进行净化处理,此设备控制系统全部采用罗克韦尔产品,下文进行应用说明。
2.1 控制系统构成和产品应用特点
2.1.1 罗克韦尔产品的配置
为保证整个控制系统的稳定性,在设计选型上我公司沿用了一直信赖的罗克韦尔产品。整个系统硬件部分采用罗克韦尔公司生产的安全PLC系列(GuardILogix 1756-L7xS)控制,普通I/O使用1756 I/O,安全I/O使用1734 I/O,远程通信采用5个1756-EN2T EtherNet/IP通信模块,人机画面采用Allen Bradley PanelView Plus 7屏幕,PLC编程软件采用RSLogix5000,人机画面编程软件采用FactoryTalk View。由于该项目设计有11条生产线排入,需要RTO与每一条生产线进行通信,为了保证读取数据的稳定性,项目采用光纤通信。
2.1.2 人机界面系统及操作系统
人机界面如图2所示,它包含了整个系统的运行工艺画面,最上层是故障显示画面,通过点击指定图形可以进入详细控制画面,例如点击风门XCV34508,画面跳转至该风门的详细控制画面。
2.1.3 工艺PID调节及控制
该项目设备自动化程度高,设备启动后无须任何人员操作,全部实现自动化控制,此时罗克韦尔PLC的程序控制以及人机界面的人性化操作就显示出了极大的优势。PLC根据生产线排放废气的压力控制RTO的主风机速度,同时为了维持系统运行所需要的温度,通过温度传感器控制炉头开度的大小。不同的过程控制系统中的传感器、变送器以及执行机构是不一样的,比如压力控制系统采用压力传感器,温度控制系统采用温度传感器。
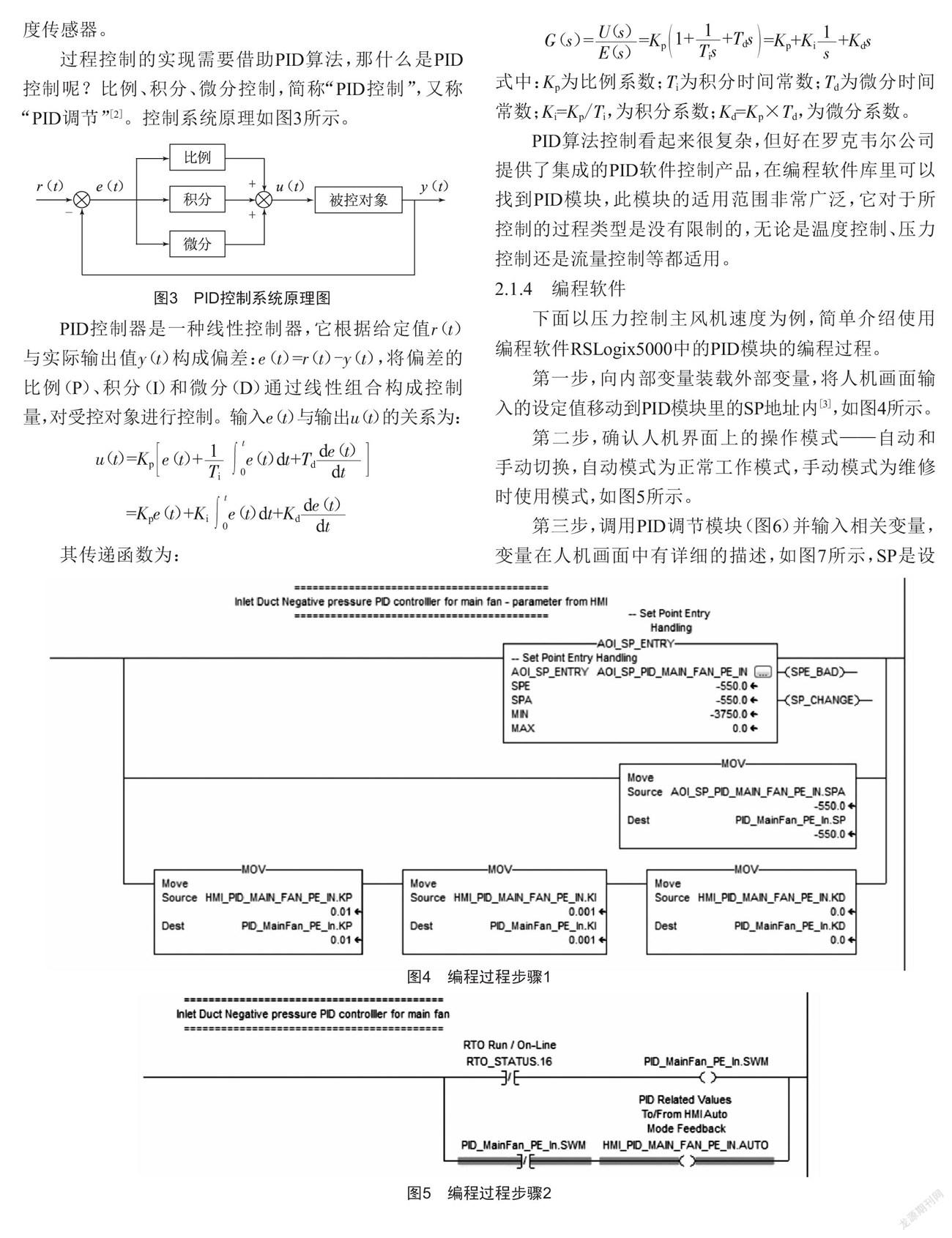
过程控制的实现需要借助PID算法,那什么是PID控制呢?比例、积分、微分控制,简称“PID控制”,又称“PID调节”[2]。控制系统原理如图3所示。
PID控制器是一种线性控制器,它根据给定值r(t)与实际输出值y(t)构成偏差:e(t)=r(t)-y(t),将偏差的比例(P)、积分(I)和微分(D)通过线性组合构成控制量,对受控对象进行控制。输入e(t)与输出u(t)的关系为:
式中:Kp为比例系数;Ti为积分时间常数;Td为微分时间常数;Ki=Kp/Ti,为积分系数;Kd=Kp×Td,为微分系数。
PID算法控制看起来很复杂,但好在罗克韦尔公司提供了集成的PID软件控制产品,在编程软件库里可以找到PID模块,此模块的适用范围非常广泛,它对于所控制的过程类型是没有限制的,无论是温度控制、压力控制还是流量控制等都适用。
2.1.4 编程软件
下面以压力控制主风机速度为例,简单介绍使用编程软件RSLogix5000中的PID模块的编程过程。
第一步,向内部变量装载外部变量,将人机画面输入的设定值移动到PID模块里的SP地址内[3],如图4所示。
第二步,确认人机界面上的操作模式——自动和手动切换,自动模式为正常工作模式,手动模式为维修时使用模式,如图5所示。
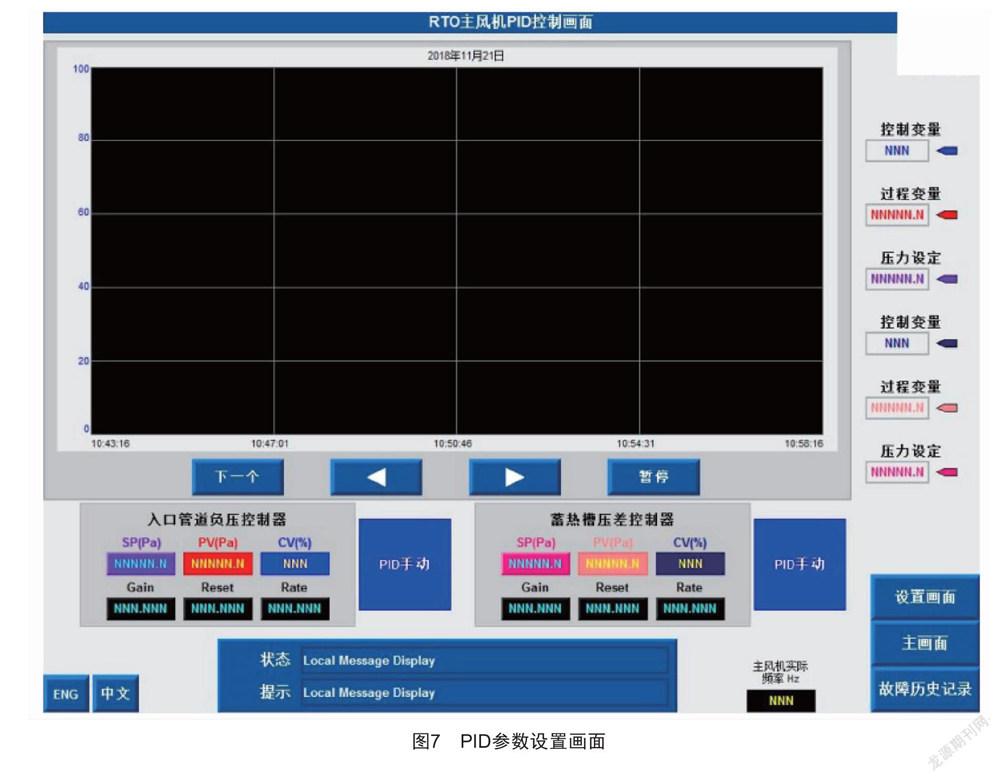
第三步,调用PID调节模块(图6)并输入相关变量,变量在人机画面中有详细的描述,如图7所示,SP是设定值,PV是过程值,CV则是PID控制器百分比输出值(0%~100%);中间为PID操作模式选择,操作方式可在手动和自动之间切换,手动模式下,CV为固定值输出,自动模式下,通过控制CV的输出大小从而控制PV值达到SP值;下面一栏则是调整PID控制器的时间常数和比例值,Gain(P)是比例因子,Reset(I)是积分时间常数,Rate(D)是微分时间常数。
2.2 设备运行的问题及解决方案
(1)在设备调试开始阶段下载PLC程序,远程模块都工作正常,只有变频器无法通信成功,且检查硬件配置及IP地址设定都正常,然后检查变频器通信模块也未发现异常,内部参数也已正确设定。使用ping命令来检查网络,无法通信,更换新的连接网线后通信正常,但运行时还是会出现通信丢失状况。后检查判定该问题为通信线要经过变频器,因而受到电磁干扰所致。重新布线后运行了一段时间,此问题未再出现。
(2)在设备调试中主风机变频器有偷停现象,检查了所有外围硬件都未找到问题所在,于是在PLC程序中增加了上升沿脉冲捕捉程序段,对所有联锁点进行监控,即使有毫秒级脉冲也可以捕捉到累加器里。运行一天后在累加器里出现了“1”,最后发现是PLC的数字量输入模块有一个通道存在问题,在更换新的通道后问题解决。针对这个问题的处理,RSLogix5000编程软件指令系统的强大、编程的灵活性等体现得淋漓尽致,给了编程人员很大的帮助。
(3)在设备调试过程中,客户提出一个安全问题:现在整个系统中风机都是依靠PLC来控制的,如果PLC出现故障,那么风机全部要停机,此时生产线侧废气无法排出,就会有爆炸危险。经过思考,笔者决定重新设计整个控制系统,风机变频器既能够受PLC控制,也可以独立运行。经过反复研究,笔者设计了新的电气图纸并编写了新的控制程序,硬件上增加了启动和停止按钮,连接线路到变频器的外部启动回路,完成后测试运行符合客户要求。
(4)在设备正常运行中发现,当生产线排入风量较低时,会造成整个系统温度偏高,最终导致排气温度过高设备停机,而出口温度高,操作人员故障复位后设备无法立即启动,从而影响正常生产。为了解决这个问题,笔者在程序中增加了新的控制,通过压差传感器判定风量,在风量较低时打开新风补充风量,降低整个系统的温度,同时在人机界面上增加PID控制画面,找到一个最佳的压力控制点去打开新风风门。针对该问题的处理,罗克韦尔的编程软件及人机画面系统给笔者提供了很大的帮助,使笔者能够用较少的时间去解决问题,让客户可以尽快投入生产。
3 结语
在该项目实际调试的过程中,罗克韦尔产品的灵活性、开放性,编程的可操作性,完善的技术文档,良好的技术支持,有力缩短了现场调试时间,大大缩减了项目成本。同时,本系统可完全自主监控,并可通过网络通信技术送达监控室从而实现快速检修的便捷操作性,这就为日后大批量使用和推广罗克韦尔产品奠定了良好的基础。
[參考文献]
[1] 陆震维.有机废气的净化技术[M].北京:化学工业出版社,2011.
[2] 孟华.自动控制原理[M].北京:机械工业出版社,2007.
[3] 程周.电气控制与PLC原理及应用(欧姆龙机型)[M].北京:电子工业出版社,2003.
收稿日期:2021-10-26
作者简介:付永国(1979—),男,吉林辽源人,工程师,研究方向:蓄热式热氧化炉(RTO)自动控制。
