对AILM80灯检检漏一体机工作原理的探讨及其性能验证
2022-02-04魏达义王愚腾
魏达义,王 弢,赵 鹏,王愚腾
(兰州生物制品研究所有限责任公司,甘肃 兰州 730046)
0 引言
灯检检漏一体机一般由2 部分组成:前面是灯检机,后面连接检漏机。灯检机使用的检测方法主要有SD法、视觉检测法。检漏方法有高压放电法、激光顶空气体分析法[1]、真空衰减法[2]。高压放电法只适用于水针产品,激光顶空气体分析法适用于药品顶空抽真空或者是抽真空后充氮气的冻干粉剂,而真空衰减法既可适用于水针产品、也可适用于冻干粉剂。AILM80灯检检漏一体机在灯检上使用视觉检测法,检漏上采用高压放电法。由于检漏过程较为复杂且涉及面广,故目前检漏标准设置还存在一些不足[3-4]。
灌装药液的容器如果密封性不严实,则药液会有被污染的风险,而被污染的药液一旦进入人体,会对人生命健康造成严重威胁。随着社会科技进步和人民生活水平提高,药品质量必须紧贴时代发展,《药品生产质量管理规范》(现行版)[5]要求无菌药品包装容器的密封性应经过验证,避免产品遭受污染。国家在2020年又相继出台了《化学药品注射剂仿制药质量和疗效一致性评价技术要求》和《化学药品注射剂包装系统密封性研究技术指南(试行)》,这说明对于药品容器的密封性国家重视程度很高,药品容器必须经密封性检测后方可使用。要检测就得有相应的检测设备,能把异物检测与密封性检测结合起来的设备,就是灯检检漏一体机。一体机中的检漏机能剔除容器密封性不完整的药品,规避药品被污染的风险,能有效提高药品质量,让药品质量更加优质、更加可控,这为广大人民群众的身体健康提供重大保障。药企应尽可能使用灯检检漏一体机来提高药品质量,这不只是对自己企业品牌负责,更是对每一个生命负责。
国内将两款机器串联起来使用刚刚起步,对于一体机的使用性能做出评价的也不多,在此基础上,对一体机的探讨就很有必要,这能为药企提供经验与指南,指导药企使用者在日常工作中更好地使用一体机。对广大使用者来说,最需要了解的是一体机的基本工作原理及其关键性能指标。本论述通过探讨AILM80灯检检漏一体机的基本工作原理,包括结构构成、检测过程、检测工位的相机光源分布位置等,在此基础上验证其关键性能指标,包括机器检测效能、识别不合格品能力、误检率、检测速度、破瓶率、检漏能力等。
1 整机介绍
AILM80 西林瓶水针自动灯检检漏一体机的外形图如图1所示。

图1 AILM80西林瓶水针自动灯检检漏一体机外形图
AILM80 西林瓶水针自动灯检检漏一体机主要由机架、进料系统、压盘组、跟踪检测系统、灯检分类和剔除组、高压放电检测系统、检漏分类和剔除组、控制柜(包括操作面板)组成。
灯检机配备20 个旋瓶伺服电机(三菱),每个电机带动4个为一组的旋瓶底座,共有80个旋瓶底座;有5个检测工位,每个工位配备4 个CCD 工艺相机(德国Basler),共20个CCD工艺相机。
检漏机配备4 个检测工位,分别检测西林瓶瓶身、瓶肩、瓶头/瓶盖、瓶底。
2 视觉检测原理
2.1 结构构成
AILM80 西林瓶水针自动灯检检漏一体机的灯检机结构如图2所示。主要包括进瓶部分、视觉检测部分、分选出瓶等3个部分。
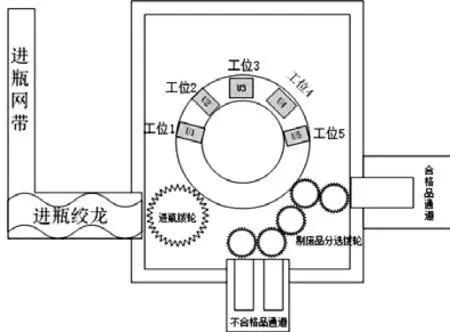
图2 一体机的灯检机结构图
2.2 检测过程
视觉检测过程是用机器视觉系统(由LED 光源、CCD 工艺相机、镜头等组成)模拟人眼的处理流程,CCD 相机拍摄连续图片,然后用图像处理与分析算法来检测药液中不溶性异物、药液装量以及瓶子外观缺陷。
(1)药瓶进入转盘后采用上压下托结构,在到达检测工位之前,旋瓶伺服电机带动药瓶沿着轴心做高速自旋运动,药瓶转速可根据检测需求进行调整,此时药液开始旋转,异物颗粒随着药液旋转上升。
(2)在药瓶即将进入检测工位时,伺服电机停止并制动瓶身的自旋运动,西林瓶内药液由于惯性还保持原来运动状态,药液内的可见异物也随着一起运动,此时视觉检测系统启动,相机以4个药瓶为单位进行跟踪拍摄,采集一定数量的、包含异物运动轨迹的序列图像。
(3)通过计算机图像处理与分析技术,首先将图像数字化,并对其中所包含的运动信息、外观信息进行一系列有效运算和对比分析,最终确定异物数量和类型以及外观不合格的药品[6]。
2.3 检测工位
2.3.1 第一工位
如图3所示,第一工位采用暗场背景,主要由CCD工艺相机、底部点光源、LED辅助条形光源以及黑色背景板组成(所示图片以1 个相机为例),其中,LED 辅助条形光源与CCD工艺相机位于药瓶两侧。第一工位的西林瓶旋转时转速较大,以便较大较重的异物产生运动,其检测重点为较大的反光微粒,包括大小玻璃、胶塞块、金属屑等。

图3 第一工位相机光源分布
2.3.2 第二工位
第二工位采用明场照明,主要由CCD 工艺相机、LED点光源、LED背光源组成,第二工位与第一工位不同的地方在于背景板不同。其中,CCD 工艺相机与LED背光源位于药瓶两侧。检测时,CCD工艺相机以4个药瓶为单位进行跟踪拍摄。与第一工位类似,第二工位同样设有旋瓶机构,但西林瓶转速较慢,其检测重点为纤维、黑块等不反光异物。
2.3.3 第三、四工位
第三、四工位采用明场照明,二者的CCD 工艺相机、LED辅助背光源组成和分布是相同的,CCD 工艺相机与LED 辅助背光源位于药瓶两侧,第三、四工位与第二工位的不同点在于第三、四工位不设置底部点光源。检测时,CCD工艺相机以4个药瓶为单位进行跟踪拍摄,与第一工位类似,第三、四工位同样设有旋瓶机构,西林瓶转速与第二工位接近,但是二者检测重点不同,第三工位着重检测瓶身外部,如瓶身裂纹、瓶身脏污、瓶身划痕等,第四工位着重检测药液装量和浑浊度。
2.3.4 第五工位
第五工位由CCD 工艺相机、LED 辅助条形光源组成,药瓶背面设有黑色背景板或LED 背光源,其中,LED辅助条形光源是由下往上倾斜一定角度照明瓶颈以上的铝盖、塑盖区域,相机镜头也是由下往上倾斜一定角度拍摄轧盖部位。第五工位主要检测铝盖包边缺陷、铝盖缺口、铝盖划痕、铝盖脏污等瓶头部位存在的问题。
3 检漏原理
3.1 结构构成与基本原理
AILM80 西林瓶水针自动灯检检漏一体机采用高压放电法检测容器的密封性[7]。检漏工位结构如图4所示,主要由高压电源与电极对组成,有四个检测工位,每个检测工位包含两个高压电极,分别是HV1检测瓶身、HV2检测瓶肩/瓶颈、HV3检测瓶头/瓶盖、HV4检测瓶底,四个检测工位并联在高压电源两端,每个检测工位的电压相等。V 为高压电源,R 为药液的电阻值,C1和C2为检测电极与药瓶中间的电容值。当容器不泄漏时,容抗C1和C2都不为零,回路中的电路为:,此时回路中电流相对较小;当容器泄漏时,容抗C1和C2变为零,回路中的电流会显著增大,电流值为:故根据电流值是否急剧增大,即可判断容器是否泄漏。
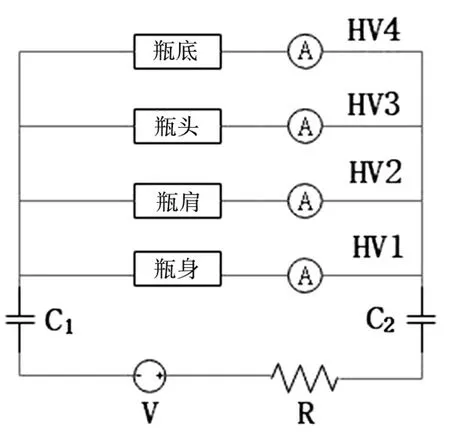
图4 检漏工位结构图
3.2 检测过程
上位机“启动检测”按键包含开启检漏工位,机器自动运行后检漏高压自动输出,机器停止后高压停止输出,保持待机状态。灯检完成的合格品由出瓶绞龙与扭转栏栅的作用将瓶子翻转90°平躺于检漏底轨上,瓶子内药液从瓶底充填到瓶头,再由出瓶绞龙推动瓶子到检测电极上旋转一周,以保证瓶子一周360°无死角进行检漏,检测完后再通过检漏绞龙与扭转栏栅的作用将药瓶直立。
4 性能验证策略
4.1 K NA PP 测试和挑战测试
通过业内公认的Knapp 测试证明AILM80 灯检检漏一体机的检测优于人工目检。Knapp 测试的具体步骤此处不再具体描述。FQA 代表人工目检效能,FQB代表机器检测效能,FQB/FQA小于1说明机器检测差于人工目检,等于或者大于1说明机器检测等于或优于人工目检。
通过机器挑战测试确认AILM80 灯检检漏一体机对轧盖不良、装量不准、含异物的制品能够全部剔除并且误检率≤5%(误检率=(误检数量/机检总数)×100%)。具体步骤如下:(1)由验证人员准备一批950支西林瓶合格制品,另外准备西林瓶不合格样品50瓶(轧盖不良10瓶、装量不准20瓶、含异物20瓶);(2)由验证人员对50 支不合格样品加以数字标记(标记方法为:1~10 号为轧盖不良;11~30 号为装量不准;31~50 号为含异物);(3)由验证人员将950 支合格制品与50 支不合格制品进行混合;(4)由操作人员按照《AILM80西林水针自动灯检检漏一体机操作SOP》,开启一体机,对准备好的制品进行上机检测,并记录检测情况。
结果表明:FQB/FQA>1,AILM80 灯检检漏一体机灯检检出率高于人工目检检出率;AILM80灯检检漏一体机对轧盖不良、装量不准、含异物的制品能够全部剔除并且误检率≤5%。
4.2 速度和破瓶率测试
通过速度测试证明一体机的生产能力能够达到600 瓶/min,具体步骤如下:(1)准备足量西林瓶,将机器运行速度设为600瓶/min,用计时工具计时;(2)采用机器计数方法,记录完成正常检测的瓶子总数;(3)计算生产能力,生产能力=每次机器记录的瓶子数/每次运行时间;(4)连续运行3 次,每次运行时间不少于30 min,取三次的平均值为最终生产能力。
通过破瓶率测试证明机器的破瓶率≤0.01%。具体步骤如下:(1)准备足量样品,将机器运行速度设为550 瓶/min,启动设备运行,保证单次试验西林瓶数超过1 000 支;(2)采用机器计数方式,记录每次试验数量,并记录下每次破瓶数;(3)破瓶率=(破瓶数/总数)*100%;(4)连续试验3次,取平均值。
由测试结果表明,一体机的速度在597 瓶/min 左右,接近600 瓶/min,最高速度可达600 瓶/min;将机器运行速度设为550瓶/min时破瓶率小于0.01%。
4.3 检漏剔除功能测试
通过检漏剔除功能测试确认AILM80 灯检检漏一体机的检漏工位能将漏瓶剔除。具体方法为:准备12支黑色样品,12支白色样品(黑色样品瓶内填充导电能力强的导体,阻值较小,用来模拟有漏孔的药品,回路产生的电流较大,白色样品瓶内填充导电能力弱的导体,阻值较大,用来模拟没有漏孔的药品,回路产生的电流较小)。按照《AILM80 西林水针自动灯检检漏一体机操作SOP》开启机器,在PLC设置里开启HV工位1、HV工位2、HV 工位3、HV 工位4。检漏剔除功能测试做3 次,可接受标准为黑色瓶子从检漏不合格轨道剔除,白色瓶子进入合格品收集盘。测试结果表明,检漏能将黑色瓶子全部剔除,白色瓶子全部检测为合格品,证明一体机具有高压放电检漏剔除功能。性能验证数据见表1所列。

表1 性能验证数据
5 总结
本论述对楚天科技制造的机型为AILM80 的自动灯检检漏一体机的视觉检测原理和检漏原理进行了探讨,并用业内公认的测试方法验证了一体机的各项性能。由测试数据可知此款机型的各项性能均能达到要求,满足GMP 的规定与制药企业的验证标准。目前在国内AILM80型自动灯检检漏一体机使用者众多,分布范围广,具有检测速度高、异物检测精度可达40 μm,检漏精度优于0.2 μm等优点。此款机型还具有模具可换的特色,能将夹持西林瓶的上压下托结构更换为夹持安瓿瓶模具用来检测安瓿瓶。同时,该一体机还具有主轴凸轮升降、检测配方可调、参数灵活设置的优点,能应对2~15 mL 不同规格的西林瓶水针药液检测,具有很强的灵活性与适用性,能较大程度地节省企业购买设备的成本。
一体机的最高速度虽然能达到设置的600瓶/min,但是随着运行时间的增加,破瓶率会相应增高,所以在日常生产中速度一般设置在500~550 瓶/min,在低于550瓶/min的速度运行时,机器性能能够达到最佳。高压放电法具有检测精度高,灵敏度高,对药品无损害、无污染的优点,但是具有局限性,要求药液的电导率达到1.5 μS/cm,并且药液本身的电导率要大于包装材料的电导率;要求药液为非易燃易爆液体;只能检测水针产品,不能检测冻干粉针产品。
