锡膏测厚仪的计量现状和解决方法
2022-02-01刘娟梅啸席晶晶黄红平王稚源朱自俊卫宇星苏州工业园区服务外包职业学院苏州市计量测试院
刘娟 梅啸 席晶晶 黄红平 王稚源 朱自俊 卫宇星 / .苏州工业园区服务外包职业学院;.苏州市计量测试院
0 引言
近年,微电子封装的密度越来越大,焊接引脚的间距越来越小,对表面组装技术(SMT)提出的要求越来越高。要实现小间距下焊接,并且保证焊点的可靠性,其中重要的环节是监测锡膏的印刷质量,锡膏印刷质量是制约半导体技术发展的重要环节。锡膏厚度是判断焊接点质量及可靠性的一个重要指标,锡膏厚度偏薄焊接强度不够,会导致零件引脚与印制电路板(PCB)连接不够牢固,从而影响后续使用过程中的可靠度;锡膏厚度偏薄情况严重会导致虚焊、空焊;若锡膏厚度偏厚,会造成零件贴装后引脚间短路,从而产生功能性的问题[1]。为了保证检测准确,必须对锡膏印刷质量进行检测,只有符合要求的锡膏才能达到生产标准。锡膏测厚仪是检测锡膏印刷质量及其可靠性的重要检测设备,因此,锡膏测厚仪(测量范围≤600 μm)测量结果的准确与否,是检验锡膏印刷质量的关键因素。中国已成为全球最大PCB生产国,且大陆地区在2019年到2023年,PCB产值将保持4.4%的复合增长率,超过日本、美国,在2023年产值将达到405亿美元。长三角和珠三角两个地区的PCB产值占中国大陆总产值的90%左右,因此,锡膏测厚仪的计量校准存在巨大的市场。
1 工作原理
锡膏测厚仪是一种利用激光二维或三维扫描技术,测量印刷在PCB上的锡膏厚度分布的仪器。其测量原理是非接触式激光测厚仪由专用的激光器产生很细的线型光束,以一定的倾角投射到待测量目标上。由于被测样品与周围基板存在高度差,此时观测到的被测样品和基板上的激光束相应出现断层落差。根据三角函数关系,可以用观测到的落差计算出被测样品与周围基板存在的高度差,从而实现非接触式的快速测量。该过程中,需要被测样品表面形成漫反射。

图1 市场上常用的锡膏测厚仪
2 产业现状
近年来,半导体集成电路、先进制造等产业领域迅速发展,微纳几何尺寸的高准确度测量需求越来越迫切,尺寸范围从纳米到数百微米。为了满足这些需求,诸如锡膏测厚仪等常用的非接触式表面形貌测量仪器得到广泛应用,以获得样品的表面轮廓和高度。为准确评价锡膏测厚仪的计量性能,保证尺寸测量结果的准确可靠,需要对此类设备进行校准。目前,江苏省颁布JJF(苏) 191-2017《锡膏测厚仪校准规范》是针对锡膏测厚仪校准的计量技术法规,用于评价和管控锡膏印刷质量,提供了计量技术保障。
目前,市场上常用的标准器选用的是研和在平面平晶上组成特定高度差来的金属量块开展校准工作,但在实际操作中,经常无法识别高度差或高度差测量数据偏差严重,这主要是由于金属量块表面精密加工呈现镜面,导致电荷耦合器件(CCD)无法观测到激光束或观测到的光亮度很低,无法在计算机上成像(图2)。有些仪器由于程序设定,无法测量单边台阶,只能测量两边低中间凸出的台阶。由于金属量块和平面平晶研合的厚度较高,部分仪器调整距离有限,导致在极限位置不能聚焦,因此,无法开展校准工作[2]。此外,由于测量仪器使用环境比较复杂,且标准器为金属材质,长期使用后表面难免生锈,影响测量结果的准确性。因此,研制符合校准规范且市场应用范围广的标准器显得尤为迫切。
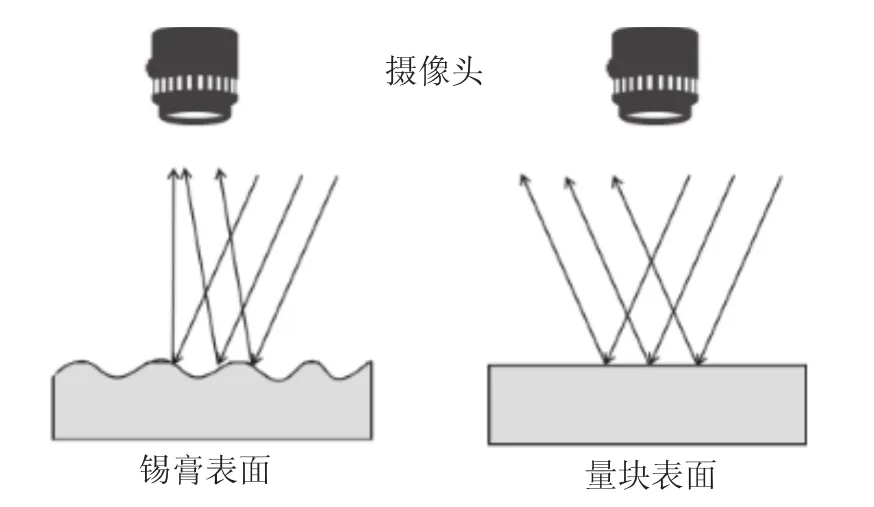
图2 激光在锡膏和量块表面成像对比
3 标准器
3.1 结构
通过广泛调研市场上常用的锡膏测厚仪,结合锡膏测厚仪的工作原理,且需要观测到的被测样品和基板上的激光束形成出现的断层落差,为满足大部分市场需求,设计的标准器包含基座、台阶和防护层(图3),具体参数见表1。此处基座的形状可以是圆柱或者长方体,其高度范围控制在20~50 mm,台阶高度20~400 μm,符合市场上绝大部分锡膏测厚仪等非接触式测量仪的测量范围,确保聚焦。为了满足锡膏测厚仪多参数高度的校准需求,可以在基座的一侧设计多个不同高度的台阶,大大提高校准的工作效率。防护层是一层黑色的磷化膜,使标准器的表面具有漫反射表面特征,确保能够被CCD捕捉到信号,在计算机上成像。
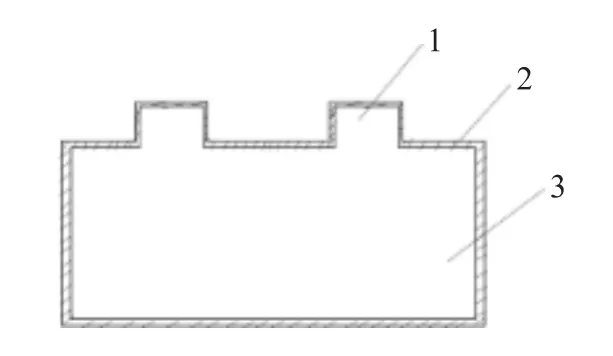
图3 标准器结构

表1 标准器的结构设计参数
3.2 材质的选择
结合材料的热膨胀系数、加工工艺成熟度等多方面因素,选择Cr12钢作为基座和台阶加工材料,该材料具有较好的淬透性、耐磨性、热加工性,被广泛应用于计量校准标准器的制作中,热处理后强韧性能得到较大提高,使样板标准器的使用寿命延长,稳定性好。
3.3 加工工艺的选择
通过粗切割初步获得相应尺寸的基座,在基座的侧面切割获得相应的台阶结构,然后进行热处理,高温淬火1 100~1 150 ℃,低温淬火960~1 050 ℃,回火550~650 ℃,进一步提高材料的硬度,再用高精度磨床精加工,加工时保证每个台阶的测量面平面度、平行度达到计量校准要求。针对金属量块标准器表面不能形成漫反射导致无法成像的问题,采用黑色磷化工艺,在基座和台阶表面形成一层黑色的磷化膜,使其具有漫反射表面特征,同时满足激光非接触式和其他类型扫描形式测量仪器的校准需求。形成的黑色磷化膜防护层能够减少环境温湿度变化对样板的腐蚀,确保校准测量结果的准确性。
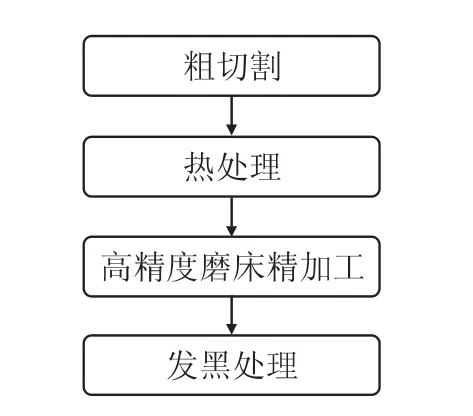
图4 加工工艺流程
3.4 标准器的校准实验
为保证标准器量值准确及可溯源,需要分别对标准器的台阶高度、表面粗糙度、平面度和平行度进行量值标定[3],具体计量参数范围要求见表2。采用超高精度三坐标测量机对标准器不同高度的台阶进行量值标定[4-6]。机械加工后的标准器台阶块的表面在加工过程中不可避免地受到工件表面与加工仪器工具的摩擦、碰撞等因素的影响,留下了不同程度的划痕或压痕,影响了台阶高度的准确度,因此,需要对微观表面粗糙度进行评价。微观表面粗糙度可以用干涉显微镜等在台阶测量面取不少于3个测量位置,每个位置测量10次取平均值。平面度测量是指被测样品实际表面对其理想平面的变动量,用光学平晶的工作面作为理想平面,被测样品实际表面与理想平面进行比较,直接以干涉条纹的弯曲程度确定被测样品实际表面的平面度误差值。平行度是指两个平面或直线平行的程度,以基座的测量面为基准,台阶的测量面相对基准在同一方向上允许的变动全量。用三坐标测量机等取不少于3个测量位置,基于最小二乘法、遗传算法对平行度误差进行评定,确保不同位置台阶高度均匀性,减小在台阶测量面上不同位置测出的台阶高度的测量误差。

表2 标准器的计量参数范围
4 测量仪器的校准
用标定过的标准器来校准非接触式表面形貌测量仪器,在覆盖被校仪器量程的范围内选择3至5点作为测量点,选取相应高度值的标准器台阶块。在每个标准器台阶块有效区域内,分别在同一测量区域相邻位置处重复测量10次并记录仪器示值,示值平均值为测量结果,从而得到厚度测量示值误差,确保其量值可溯源。
5 测量不确定度评定
5.1 测量模型
台阶高度的示值误差∆x=-x0
式中:Δx——示值误差;
x0——标准器上台阶高度的校准值
5.2 台阶高度测量示值误差不确定度的来源及评定
5.2.1 超高精度三坐标测量机引入的不确定度分量u1
超高精度三坐标测量机的扩展不确定度U为0.50 μm,k= 2,因此,由超高精度三坐标测量机引入的不确定度分量为
5.2.2 测量重复性引入的标准不确定度分量u2,采用A类评定方法。
重复测量10次,示值分别为104.204 μm,105.266 μm,105.186 μm,104.086 μm,105.685 μm,105.580 μm,104.702 μm,105.291 μm,104.202 μm,105.701 μm。计算得到实验标准偏差:
校准结果取10次测量的平均值,故测量重复性引入的标准不确定分量为:

5.2.3 温度测量引入的不确定度u3
室内温度(20±0.5) ℃,Cr12钢的热膨胀系数较低,由热变形引入的不确定度可以忽略。
5.2.4 合成标准不确定度计算
以上各项标准不确定度分量互不相关,所以台阶高度合成标准不确定度:

扩展不确定度为

6 结语
通过研制校准用标准器符合现有校准规范的要求,解决了半导体封装过程中检测锡膏厚度用的锡膏测厚仪标准器缺失的问题,为锡膏印刷质量的准确检测提供了质量保障,可大大降低半导体产品的不良率,减少企业的亏损。该标准器可广泛用于半导体生产制造、微纳加工和测量相关的研究和生产领域,为相关企业提供计量技术支撑。
