TOLEDO TTLM-4 四通道模块式吨位仪在压力机中的运用
2022-02-01徐凯沈盛阳郭星
徐凯,沈盛阳,郭星
(江苏扬力重型机床有限公司,江苏 扬州 225000)
近年来,出于保护压机、确保模具在安全吨位下使用以及严控冲压件质量的目的,越来越多的客户要求对压力机配备吨位仪,以达到实时监控压力机吨位的目的。本文以TOLEDO TTLM-4 四通道模块式吨位仪为例,详细介绍该款吨位测量产品在压力机行业中的应用。
1 模块构成及工作原理
TOLEDO TTLM-4 模块式吨位仪由传感器和信号处理模块构成。其主要工作原理是:将应变片式压力传感器(图1)安装在压机立柱上,通过冲压时压机立柱产生的形变,导致传感器变形,从而引起传感器电阻变化,最终由信号处理模块(图2)输出与吨位相对应的模拟量信号(0~10V),通过PLC 将读取的模拟量信号换算成对应的数字量信号以反映出压机的吨位。

图1 应变片式传感器

图2 TTLM-4 信号处理模块
2 传感器安装及接线
如图3 所示,将传感器安装于压力机立柱上的受力区域(选择冲压时形变量较大的位置)。

图3 传感器安装位置示意
将四只传感器的电缆分别接至信号处理模块的四个通道上。将信号处理模块的信号输出接线端子接线至PLC 模拟量输入模块。PLC 模拟量模块将每个通道的0~10V 的模拟量电压信号转换成数字量信号。
3 吨位调试
3.1 零点标定
将模式选择开关置于CAL,ZERO,TRACK(图4)。

图4 调零模式
压力机在无负荷情况下,用电压表测量CH1(通道1)和COM端子之间的电压,然后调节ZERO 电位器使输出电压为0V(顺时针调节增大,逆时针调节减少)。依次调节剩下三个通道CH2,CH3,CH4。
3.2 调整增益
将模式选择开关置于RUN,ZERO,PEAK(图5)。

图5 增益模式
进入人机界面的吨位仪调试界面(图6)。

图6 吨位仪调试界面
借助载荷仪装置,将压机的冲压吨位调整至最大值的80%左右(假定压机最大吨位为630t,则调整至500t),触摸屏上4 个通道对应的高吨位4 个框,每个框填入125(500÷4=125),通过调节增益旋钮,让每个通道的输出电压尽量大(7、8V 左右)(顺时针调节增大,逆时针调节减少)。X1/X10 开关置于X10位置可以获得更大的增益。点击“高吨位模拟量传送”按钮,将每个通道的“当前模拟量”传送到“高吨位模拟量”这一栏。
接下来,借助载荷仪将压机的冲压吨位调整到200t,触摸屏上4 个通道对应的低吨位4 个框,每个框填入50(200÷4=50),点击“低吨位模拟量传送”按钮,将每个通道的“当前模拟量”传送到“低吨位模拟量”这一栏。
4 吨位计算
由于传感器的形变量和吨位成线性关系,所以可以通过直线函数方程算出不同形变量对应的吨位数值。
以欧姆龙PLC 为例,通过SCL(194)标度指令(图7)算出不同形变量对应的压机吨位数值。
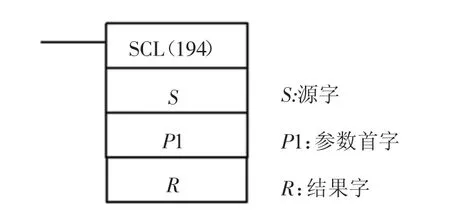
图7 SCL(194)标度指令
SCL(194)指令用于将源字S 中的无符号二进制数转换为无符号BCD数,并根据点A(As,Ad)和点B(Bs,Bd)定义的线性函数将结果存入结果字R。
其中S 是传感器模拟量读取值,R 是吨位值,P1是低吨位,P1+1 是低吨位模拟量,P1+2 是高吨位,P1+3 高吨位模拟量(图8)。

图8 SCL 指令详解
下面进行编程计算。
将低吨位、低吨位模拟量、高吨位、高吨位模拟量分别放置于P1 参数的P1[0]、P1[1]、P1[2]、P1[3]四个字中(图9)。
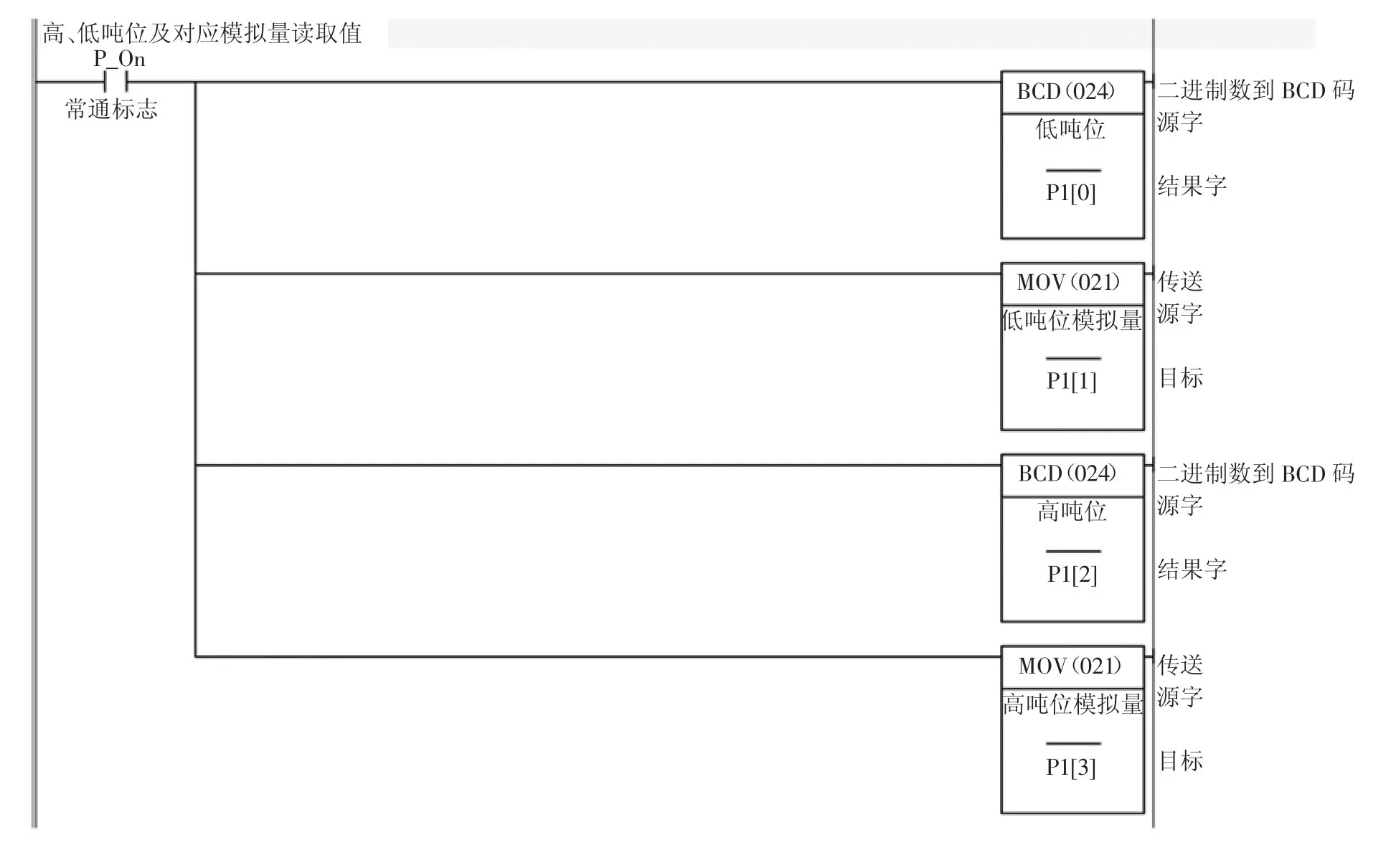
图9 编程计算
使用SCL 指令即可通过传感器读出的“模拟量读取值S”换算出吨位值R(图10)。
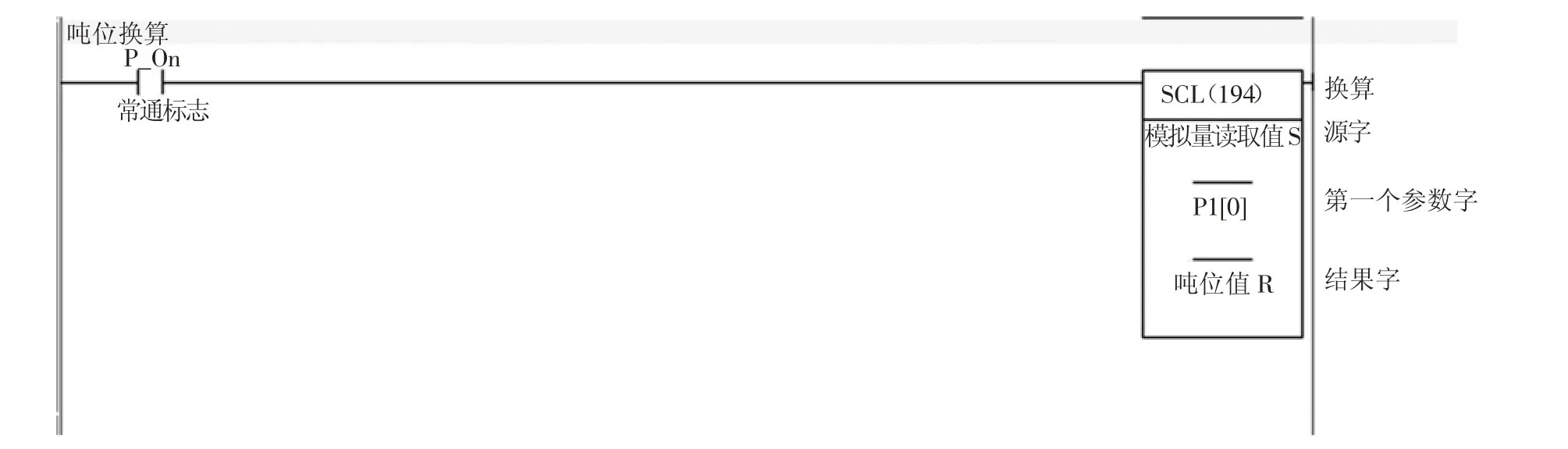
图10 吨位换算
计算出每个通道的吨位值后,将其相加,便得到压力机冲压总吨位(图11)。

图11 冲压吨位显示
