利用废弃陶瓷磨具再生砂制备烧结透水砖
2022-01-26边华英王学涛薛俊杰刘永川
边华英, 王学涛, 薛俊杰, 刘永川, 杨 崇
(1.河南建筑材料研究设计院有限责任公司,郑州 450002;2.河南省科学院质量检验与分析测试研究中心,郑州 450002; 3.白鸽磨料磨具有限公司,郑州 450199)
2013年习近平总书记在中央城镇工作会议上提出了“建设自然积存、自然渗透、自然净化的海绵城市”的指导方针. 2014年11月住房和城乡建设部出台了《海绵城市建设技术指南》,指导未来的城镇建设模式应能具有像海绵一样的“吸收、储存雨水”能力,具有适应环境变化和应对自然灾害的弹性和韧性,将传统的“快排”模式转为“渗、滞、蓄、滤、用、排”措施有机结合模式,最大程度上减少城镇化开发建设中大面积硬化给原自然水文特征和水生态环境带来的负面影响,实现对于雨水的自然积存、渗透、净化和利用[1-5],从而应对城市频发的内涝与缺水问题.
海绵城市的建设需要大量高性能的透水铺装材料对城市广场、道路、甚至屋顶进行改造[6],当前所用的透水铺装材料主要是透水砖或透水混凝土. 国内外对于透水路面材料和组成的研究文献较多[7-16],透水砖是路面砖的一种,其生产和使用分离,便于搬运、适于快速施工. 根据生产工艺透水砖主要分为免烧混凝土透水砖和烧结透水砖. 为了保证透水砖的良好透水性要求其具有较高的气孔率,而气孔率的大小对其强度和抗冻性能影响很大. 在北方霜冻地区一些混凝土透水砖铺装地面使用1~2年即可能发生破损、断裂、酥裂现象,短暂的使用寿命造成了人、财、物力的浪费,而且产生新的建设施工和拆除建筑垃圾,不符合全寿命周期低碳、节能、减排的要求.
透水烧结路面砖(PFB)又称陶瓷透水砖,是采用无机非金属材料为主要原料,经成型、烧结制成,通常采用废弃陶瓷制品为骨架材料. 与免烧透水砖相比,烧结透水砖具有更加优良的性能,比如强度高、抗冻融性好、耐久性优良,而且色彩稳定、质感柔和、自然美观、防滑、无污染、无辐射,堪称绿色环保产品[17-18]. 同等条件下,透水砖地面比混凝土硬化地面下渗雨水量高3~4倍,对于减少地面径流量、改善区域小环境、缓解城市“热岛效应”[18-20]、吸声降噪效果显著. 邻国日本、新加坡、韩国等政府要求市政道路和广场必须使用高质量的透水、透气铺装材料以缓解城市病[19]. 在海绵城市建设中,选用合适的透水铺装材料是很有必要的.
本研究利用废弃陶瓷磨具破碎制成具有复合机构的坚固的再生骨料,进而以不同粒度的骨料和砂结比分别配制具有复合结构烧结透水砖的上层和下层的成型料,再以二次投料法模压成型透水砖坯体,脱模后在规定的制度下干燥、烧结,制成透水砖样品. 制成后对该烧结透水砖的透水性、强度、耐磨性、防滑性等进行性能检测.
1 透水砖样品的制作
1.1 设备与材料
设备:磅秤、双S 混料机、压机、烘箱、高温炉、便携式显微镜500×USB 2.0 MP VIDEO.
材料:废弃陶瓷磨具破碎制成的具有复合结构的再生骨料、专用结合剂、色料、糊精粉、糊精液.
1.2 陶瓷透水砖结构设计与制作工艺流程
设计制作复合结构的陶瓷透水砖,对上、下工作层采用不同或相同色泽、不同骨料粒度和不同砂结比的成型料,分别进行称料、混制、困料、过筛,以金属模具二次投料法成型,先投上部工作层成型料,投料后梳料、刮平,再投下部工作层成型料,再次梳料、刮平,经施压、保压、卸压后脱模、干燥、烧成. 利用废弃陶瓷磨具再生砂制备烧结透水砖的制作工艺流程见图1.
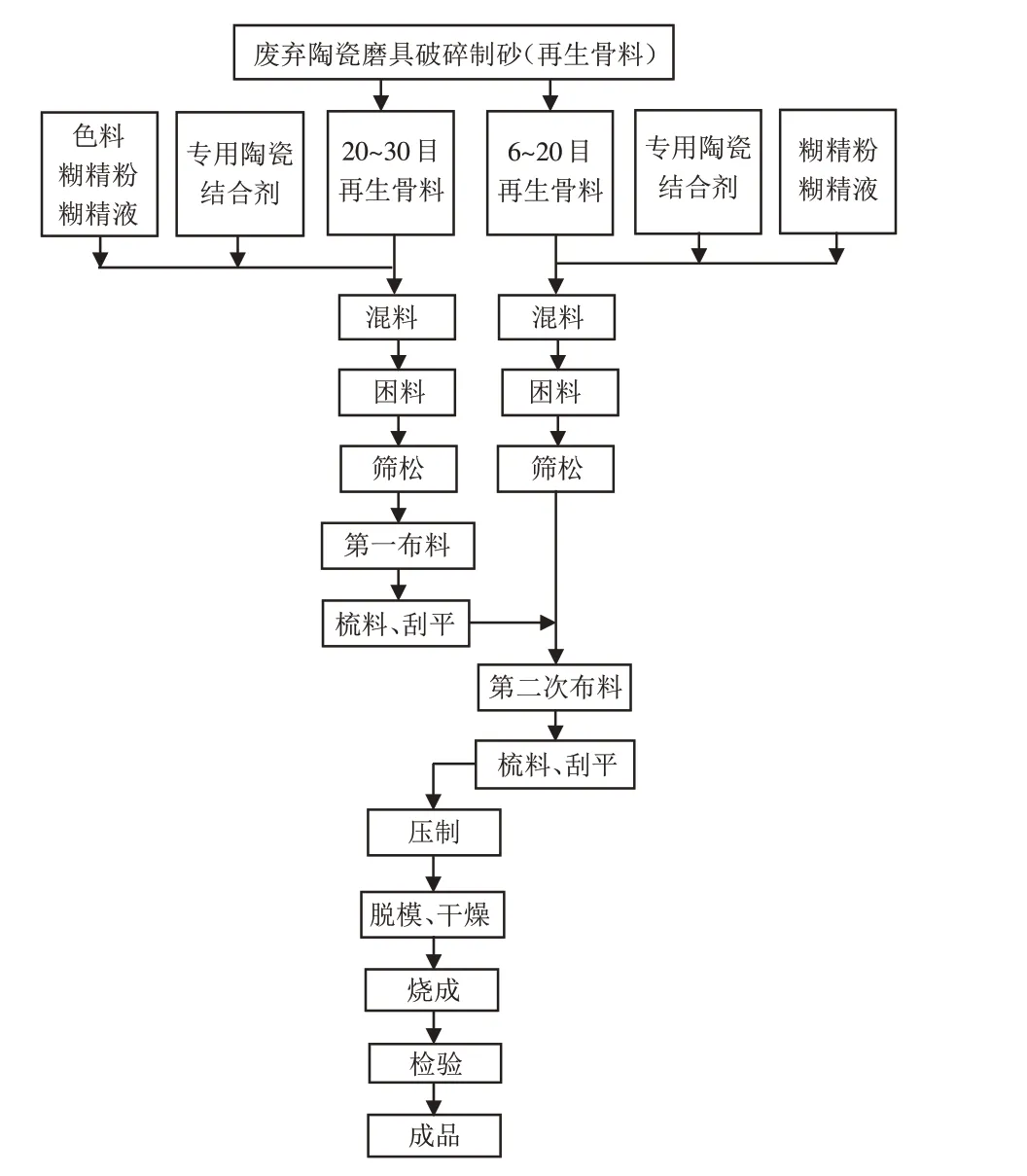
图1 复合结构再生骨料陶瓷透水砖制备工艺流程图Fig.1 Flow chart of preparation process of composite structure recycled aggregate ceramic permeable brick
采用实验室现有的模具进行样品制作,脱模后的青坯经过干燥、烧成,制成陶瓷透水砖,样品规格为200 mm×125 mm×55 mm,采用二次投料法成型,制作上、下工作层具有不同组分的复合结构砖,在不超过1250 ℃的低温下烧成.
1.3 成型料混配
采用双“S”混料锅分别混制上层和下层成型料,混料锅转速为150~200 r/min,总混合时间为6~15 min.上层成型料中各原材料组分配比为:废弃陶瓷磨具破碎再生骨料88%~90%,专用陶瓷结合剂10%~12%,以废弃陶瓷磨具破碎制得的具有复合机构的再生骨料和专用陶瓷结合剂构成主材,外加少量色料、湿润剂、黏结剂等助剂,其中临时黏结剂糊精粉占主材总质量1.5%~3%,湿润剂糊精液占主材总质量3%~6%,色料占主材总质量0.5%~3%的;下层成型料中各原材料组分配比为:废弃陶瓷磨具破碎再生骨料90%~94%,专用陶瓷结合剂6%~10%,占主材总质量2%~3%的临时黏结剂糊精粉,占主材总质量2%~5%的湿润剂糊精液. 采用的相应专用低温结合剂的组分配比为:黏土粉10%~20%、长石粉40%~60%、硼玻璃粉20%~50%.
1.4 成型与烧成
采用定模法压制成型,压力为3.5~4.5 MPa,脱模后青坯的干燥温度为70~90 ℃保温12 h. 烧成温度制度为:首先以5~7 ℃/min升温速率加热到420 ℃,再以2~5 ℃/min升温速率加热到1000~1250 ℃,保温1.5~2.0 h,然后停止加热,自然冷却得到烧结透水砖. 根据预期的性能和成型压力、烧成温度,调整成型料的配比和相应工艺参数,共制得60块陶瓷透水砖样品.
2 透水砖的形貌观测
对废弃陶瓷磨具破碎砂(复合结构再生骨料)、透水砖样品上、下工作层和上、下层结合部位的界面层组织结构以便携式显微镜500×USB 2.0 MP VIDEO进行形貌观测.
由图2及图3a、b、c可见,烧结后的透水砖不同工作层以及界面层均具有丰富的气孔结构,具有坚固、颗粒粗大的骨料,以及将骨料黏结起来的结合剂桥. 特别是,采用烧结结合剂而非烧熔结合剂在透水砖烧制时可操作性更好,其抗压强度和劈裂抗拉强度都相对更高. 采用的骨料为再生骨料,并且面层成型料中使用的骨料为在陶瓷磨具成型过程中形成的跑料、漏料和破损、过程检验不合格的半成品经过破碎、筛选得到的磨料颗粒,或以用后的废弃陶瓷磨具、烧制后的不合格陶瓷磨具以及磨具交付之前进行车、磨精加工形成的碎屑进行破碎、筛分选出的细粒径颗粒;下层成型料中使用的骨料为以用后的废弃陶瓷磨具、烧制后的不合格陶瓷磨具以及车、磨加工形成的碎屑进行破碎、筛分选出的粗粒径颗粒,将其称为复合结构再生骨料(见图2). 这种复合结构再生骨料本身为由磨料颗粒、气孔组织和结合剂组成的磨具组织,既具有破碎传统陶瓷颗粒骨料的坚固性、耐磨性且具有透水性. 所以,以这种骨料制成的透水砖比常见的以废弃建筑陶瓷砖、卫生瓷等传统陶瓷破碎颗粒为骨料的陶瓷透水砖[19]具有更好的透水性和耐磨性.

图2 复合结构再生骨料(废弃陶瓷磨具破碎砂)颗粒形貌(500×)Fig.2 Particle morphology of composite structure recycled aggregate(broken sand of discarded ceramic grinding tools)(500×)
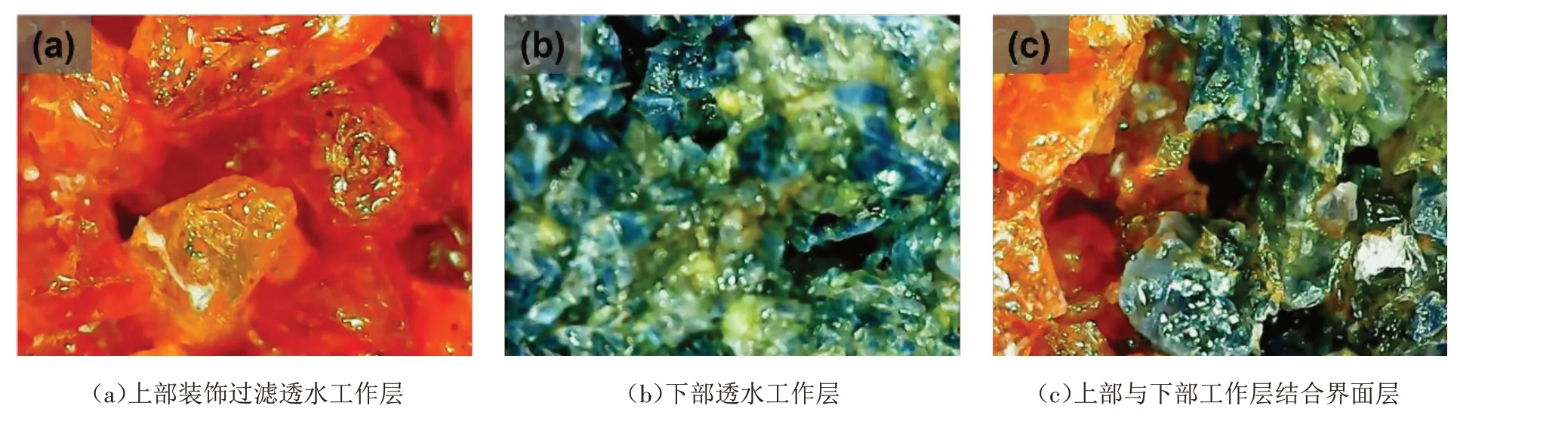
图3 透水砖不同工作层形貌(500×)Fig.3 Morphology of different working layers of permeable bricks(500×)
3 透水砖样品的物理性能
3.1 检测方法
依据《透水路面砖和透水路面板》(GB/T 25993—2010)、《天然饰面石材试验方法第1部分:干燥、水饱和冻融循环后压缩强度试验》(GB/T 9966.1—2001)标准中的测试方法,本研究制作的陶瓷透水砖样品委托佛山市陶瓷研究所检测有限公司进行性能检测,从而把握利用废弃陶瓷磨具再生砂制成的具有复合机构陶瓷透水砖的透水性、强度、耐磨性、防滑性等性能.
3.2 性能检测结果
透水砖样品的性能检测结果如下表1所示,可以看出,实验样品检测的性能指标均符合要求,其中耐磨性、防滑性、透水性、劈裂抗拉强度明显高于国家标准的要求.
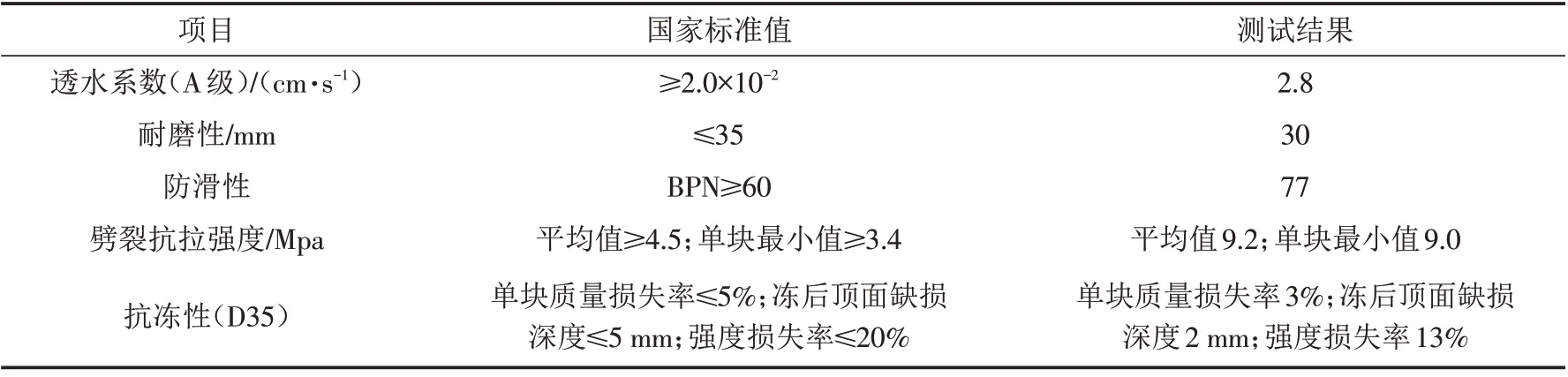
表1 透水砖样品的物理性能检测结果Tab.1 Test results of physical properties of permeable brick samples
透水性是指水经过透水块材的顶面,通过块材自身的孔隙直接渗透到底面的能力,透水性能用透水系数来表征. 根据标准《透水路面砖和透水路面板》(GB/T 25993—2010),透水路面砖的透水系数应满足A级或B级的限值,A级≥2.0×10-2,B级≥1.0×10-2. 本研究透水砖样品透水性能优异,透水系数为2.8 cm/s,比A级指标2.0×10-2cm/s高两个数量级.
根据GB/T 25993—2010中劈裂抗拉强度值对烧结路面砖进行强度等级分级,分为fts3.0、fts3.5、fts4.0、fts4.5四个等级. 本研究透水砖样品劈裂抗拉强度为平均值9.2 MPa单块最小值9.0 MPa,具有很高的劈裂抗拉强度. 其他性能如耐磨性方面测得磨坑长度30 mm,防滑性77 BPN. 抗冻性良好,在经35次冻融循环后单块质量损失率3%、冻后顶面缺损深度2 mm、强度损失率13%. 完全能够满足国内各地区特别是适用于北方冬季冰冻地区进行海绵城市建设对透水铺装材料的苛刻要求. 这说明本实验制作的烧结透水砖具有更加优异的性能,能够满足海绵城市建设对透水铺装材料的实际要求.
4 讨论与结论
在磨料磨具生产企业以及磨具用户企业,存在着大量的陶瓷磨具不合格品和用后陶瓷磨具废品矿山,有待更加高效地开发利用. 比如,在磨具生产企业过程检验或出厂检验时,由于色差严重、硬度不符合、回转不合格、平衡偏差、掉边、掉角和尺寸超差等质量问题,形成部分磨具不合格品或废品. 据统计,普通磨料磨具企业每年约产生废品磨具2%~10%,放到整个行业来算总量巨大;而磨床上使用的固结磨具砂轮在结构上存在需要法兰盘夹持的部分,用后每片磨具会有约10%~20%质量的部分无法继续使用,综合全国各地磨具用户企业,这部分用后磨具的总量也非常大. 由于这些废弃磨具尚具有一定的价值,不应作为固废简单处理,而放置在企业厂区又会占用较多的堆存空间,造成场地资源的浪费,一定程度上还会影响企业厂区的整洁美观. 据统计我国磨具年产量在20万t,每年产生的废弃陶瓷磨具近万吨[22]. 若以透水砖规格200 mm×125 mm×55 mm为例每块重量3.5 kg、铺装面积为0.025 m2计算,则可生产约300万块,铺砖面积7.5万m2. 陶瓷透水砖出厂价一般在每平方150至200元之间,按平均价计算,则每年可实现销售收入1300多万元.
烧结透水砖性能和耐久性远远优越于水泥基透水砖,具有更好的抗冻性,更高的抗劈裂强度而且耐磨性、防滑性、透水性、耐久性良好. 将废弃的陶瓷磨具破碎制成再生骨料继而制成性能优良的陶瓷透水砖,用于海绵城市建设,则既能消纳废弃陶瓷磨具也能减少对制备陶瓷透水砖所用天然优质陶瓷矿物原材料黏土、长石、石英砂的消耗,在当前优质烧结透水砖市场形成一种产品补充,增加产品的可选择性.
本研究利用废弃陶瓷磨具破碎制成具有复合机构的坚固的不同粒度的再生骨料,进而以不同粒度的骨料和砂结比分别配制具有复合结构烧结透水砖的上层和下层的成型料,以二次投料法模压成型透水砖坯体,脱模后在规定的制度下干燥、烧结,制成透水砖样品. 经便携式显微镜观测,其上、下层和中间结合层均具有丰富的气孔结构. 经检测,该透水砖透水性能优异,透水系数为2.8 cm/s,比A级指标2.0×10-2cm/s高两个数量级;其他性能如耐磨性方面测得磨坑长度30 mm,防滑性77 BPN,劈裂抗拉强度为平均值9.2 MPa,单块最小值9.0 MPa;抗冻性良好,在经35次冻融循环后单块质量损失率3%、冻后顶面缺损深度2 mm、强度损失率13%. 该烧结透水砖完全能够满足国内各地区,特别是北方冬季冰冻地区进行海绵城市建设对透水铺装材料的苛刻要求.
