宣钢150 t转炉氧枪提产改造研究实践
2022-01-24冯永磊
冯永磊
(河钢集团宣钢公司,河北 宣化 075100)
河钢集团宣钢公司(全文简称宣钢)二钢轧厂有150 t转炉两座,供氧系统氧枪尺寸为Φ299 mm,两座转炉的日产可达到12 000 t。但与其他相同设备装备的作业区相比,宣钢作业区现有的氧枪供氧能力偏低,氧枪吹炼时间长,严重制约了产能的进一步提升。作业区讨论研究后通过对氧枪相关设备与参数的优化改造,充分释放两座150 t转炉的产能,缩短氧枪吹炼时间,提高供氧能力,加快生产节奏,切实做好提产增效的各项工作。
1 氧枪改造必要性与可行性
限制产能提升的首要因素就是供氧工艺参数,供氧工艺参数是否正常直接取决与氧枪结构。目前宣钢二钢轧厂现用氧枪为Φ299 mm氧枪,且该氧枪中心氧管管径为180 mm,为非标准氧枪。经查阅转炉吨位与氧枪配套说明,200 t转炉对应氧枪应为Φ325 mm氧枪,说明目前使用氧枪偏小。
另经现场目前大流量氧枪喷头的试用,在氧枪未做改型的情况下,实验大流量喷头,存在氧枪喷头端部吃损严重的情况,经枪位优化调整后,端部吃损有所改善,但是扩张段出口处扩径加剧,说明目前氧枪采用大流量奔头吹炼与生产实际契合度不高。
另外目前在线更换氧枪换枪时间为120 min,改造后实现快换30 min完成换枪操作,大大降低职工换枪劳动强度,有效排除换枪期间单枪操作存在生产、安全隐患。
经与氧枪厂家协商沟通,就Φ325 mm氧枪改造的可行性进行论证,并出具改造可行性说明,论证结果可行。
经核算,氧气阀门室原有设计管道(Φ325 mm×8)能力满足改造后氧气、氮气流通要求;汽化系统中热力系统及设备能力按200 t钢量设计,满足要求;氧枪卷扬系统,包括卷扬电机、减速机、钢丝绳满足要求,刮渣器及氧枪口尺寸满足改造要求,氧枪口水套取消上下端环管,改为内外套管的形式,改造简单,容易实现;氧枪系统所用金属软管尺寸相应做出修改,容易实现;快换改造横移小车满足要求,在横移小车下端加装操作平台空间满足,可实现;氧枪升降小车需做出相应改造,天水已出具详细改造方案,且已完成多个钢铁公司的改造任务,容易实现。
2 改造优化过程
2.1 安装结构改造
供氧系统氧枪部件从Φ299mm升级为Φ325mm,安装结构由法兰螺栓螺母连接形式改为氧枪密封套密封座快速插接形式,氧枪中心定位采用导向翼圆及定位球面座定位。
2.2 改造前后氧枪各管件规格尺寸
外层管:Φ325 mm×11 mm(原尺寸Φ299 mm×11 mm)。
中层管:Φ273 mm×7 mm(原尺寸Φ245 mm×7 mm)。
内层管:Φ219 mm×6 mm(原尺寸Φ180 mm×6 mm)。
改造后,氧枪管件尺寸规格增大,改进后枪身重量由3 600 kg增大到4 250 kg,枪身储水量由760 kg增大到650 kg,枪身总增重约为760 kg。
2.3 金属软管升级
参照武钢四炼钢和重钢200 t转炉,氧气金属软管为Φ200 mm,对接钢管直径为Φ219 mm,连接法兰盘外径Φ360 mm,螺栓孔径Φ26 mm,孔距直径Φ310 mm,连接螺栓数量12个。进出水金属软管为Φ175 mm,对接钢管直径为Φ180 mm,连接法兰盘外径Φ330mm,螺栓孔径Φ20mm,孔距直径Φ280mm,连接螺栓数量12个。
2.4 氮封塞内径尺寸调整
由孔径尺寸Φ316 mm调整为Φ342 mm。由于氮封座最小径为Φ578 mm,单面间距118 mm,调整为650 mm。
2.5 重新设计氧枪喷头参数
由于喷头参数变化直接影响转炉吹炼控制,所以本项目分三个阶段调整实验最后得出最优方案。
第一阶段,时间:2020年12月—2021年1月,喷头参数调整见表1。枪位控制见图1。

表1 阶段一喷头参数调整

图1 改造前与阶段一枪位控制图
阶段一效果见表2。
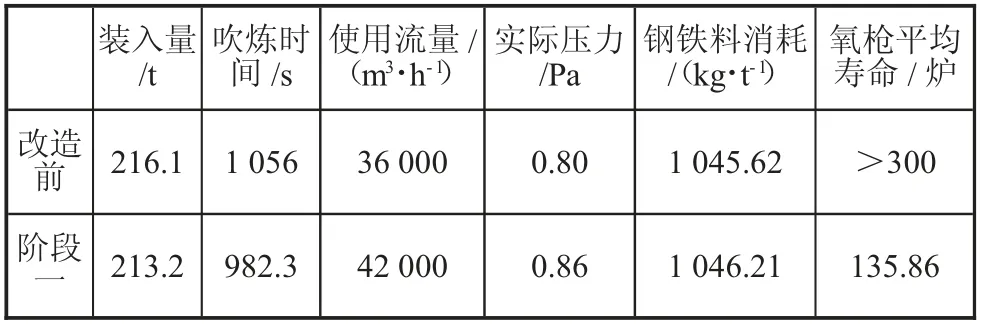
表2 阶段一调整后的效果
从图1与表2可以看出氧枪喷头参数调整后,最明显变化就是吹炼使用氧枪流量由之前35 600 m3/h提高至42 000 m3/h,吹炼枪位由之前的1.5 m,提高到1.8 m,终点枪位由1 m提高至1.2 m,可以看到吹炼时间较改造前缩短了71 s,但现场观察发现改造后吹炼过程炉渣异常活跃,不易控制,喷溅炉次明显增加,钢铁料消耗提高了0.59 kg/t,而且氧枪使用寿命大幅缩短,与预期效果存在较大差距。
第二阶段,时间:2021年1月—2021年2月,喷头参数调整见表3。枪位控制见图2。
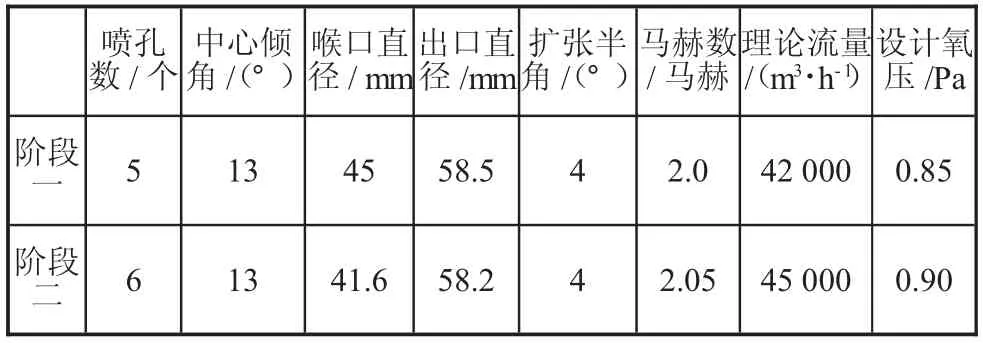
表3 阶段二喷头参数调整
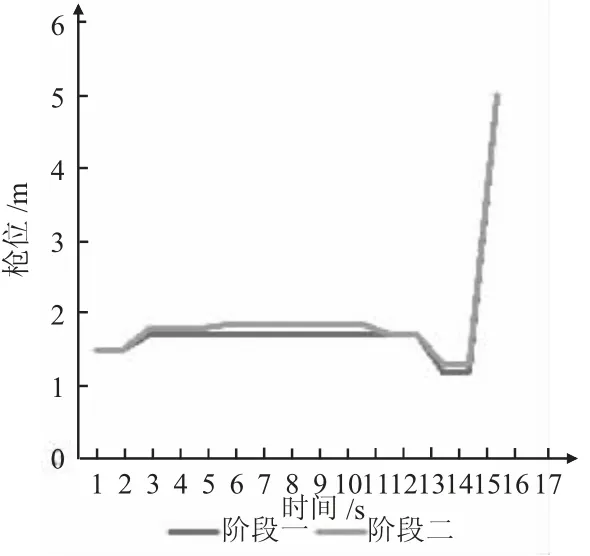
图2 阶段一与阶段二枪位控制图
改造效果见表4。
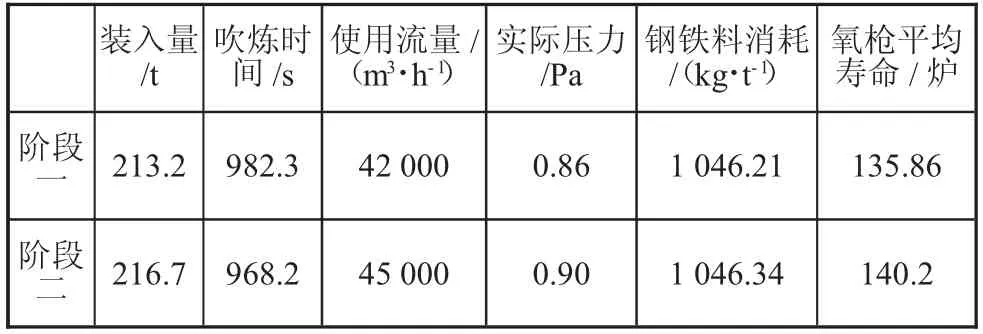
表4 阶段二喷头参数调整后效果
从表4可以看出氧枪喷头参数二次进行调整,由于之前吹炼炉渣活跃不易控制,所以将流量由42000 m3/h调整至45 000 m3/h,并且氧枪喷孔数改为6个,进一步加强熔池搅拌,枪位适当提高至1.85 m,从效果来看吹炼时间相差不多,喷溅情况与钢铁料消耗情况与阶段一相比变化不大,氧枪使用寿命也基本相同,所以加大使用流量并不能改善吹炼过程控制情况。此时情况与预期效果依然存在差距。
第三阶段,时间:2021年2月—今,喷头参数调整见下页表5。枪位控制见图3。改造效果见表6。
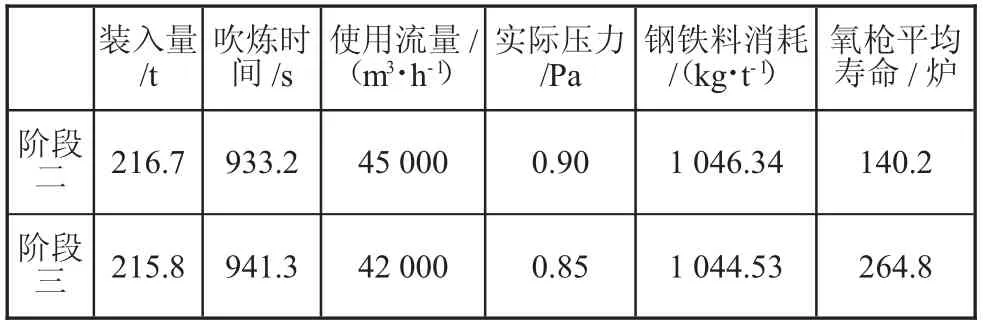
表6 阶段三喷头参数调整后效果
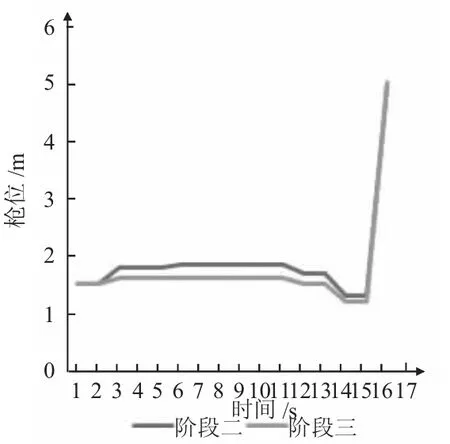
图3 阶段二与阶段三枪位控制图
从表5中可以看出本次调整主要是将中心倾角由原来13°调整为12.5°,喉口直径调整为39.6mm,并且使用流量控制在42 000 m3/h氧枪喷头参数经过三次次调整后,吹炼时间进较改造前明显缩短,钢铁料消耗也较之前有所降低,氧枪使用寿命明显提高,经统计喷溅炉次也得到了控制。与预期效果接近。
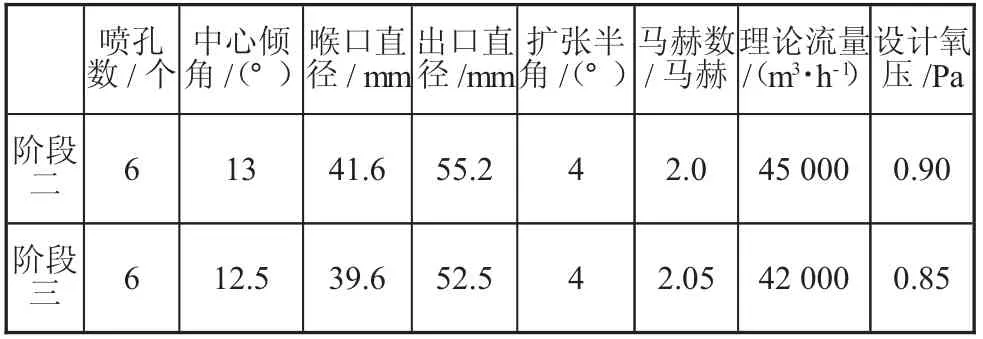
表5 阶段三喷头参数调整
通过三个阶段现场观察与生产实际数据对比,第三阶段使用的氧枪喷头,可以达到了生产优化目的。
3 经济效益计算
3.1 缩短单炉冶炼时间,提高产量
与改造前相比较改造后每炉钢冶炼周期缩短1 056-941=115 s,以改造前每天单炉冶炼65炉钢计算每天大约可多生产2炉钢,以平均出钢量200t计算,每年两座转炉可多冶炼:2×200×365×2=29.2万t。
3.2 降低钢铁料消耗
改造后钢铁料消耗降低1045.62-1045.13=0.51kg/t,以每年钢产量400万t计算,可创效:400×0.51×3.2=652.8万元。
3.3 节省能源消耗
底吹氩气消耗节省费用,由于宣钢目前品种钢冶炼采取的是吹炼12 min切换氩气,所以吹炼缩短的时间均为节省底吹氩气时间,以现阶段每年产量400万t,品种钢比例20%,8只底吹管,单只流量36m3/h,品种钢单炉钢产量195.4 t计算,(氩气2元/m3,氮气0.13元/m3)每年可节省氩气费用:36×8÷3 600×115÷195.4×400×20%×(2-0.13)=7.04万元。
氮封气体消耗节省费用,宣钢现阶段吹炼期间氮封部位主要有氧枪口氮封、副枪口氮封、下料管氮封,氮封流量6 000 m3/h,单炉产钢量207.4 t,(氮气0.13元/m3)每年可节省氮气费用:6 000÷3 600×115÷207.4×400×0.13=48.05万元。
氧枪改造后能源介质每年可节省费用:7.04+48.05=55.09万元。
4 结语
通过氧枪设备改造,现在作业区每日生产炉数平均可达到70炉,最高单日产量达14 600 t,并且在钢铁料及能源介质消耗等方面较改造之前取得了显著进步,达到改造预期效果。
