塔式光热电站大规模定日镜上部结构快速安装技术
2022-01-24张锋凌邹慧芳王汉蒙王钦永张凤举邹丽文
张锋凌,邹慧芳,顾 冬,王汉蒙,薛 原,饶 琪,王钦永,张凤举,邹丽文
(中建三局第二建设工程有限责任公司,湖北 武汉 430074)
0 引言
塔式光热电站为清洁能源新技术,是一种集中式太阳能热发电系统,其原理是采用数量庞大的可独立追踪太阳的定日镜,将阳光反射至吸热塔顶部吸热器上,通过加热吸热器中的热工介质实现光能到热能的转化。镜场定日镜是光热电厂重要组成部分,施工质量将直接影响投运过程中的运行效率,进而影响整个塔式光热电站项目发电效率,因此,如何高质、高效地完成全场定日镜施工是塔式光热项目产业化发展的难题之一。目前,定日镜施工无成熟的工具和经验可借鉴,本文依托海外某950MW光热光伏混合电站项目,研究了塔式光热电站定日镜上部结构快速安装技术。
1 工程概况
海外某950MW光热光伏混合电站塔式机组为100MW,塔式镜场占地面积约8km2,定日镜7万面,围绕吸热塔圆形排列。单面定日镜上部结构主要由扭矩管(TT)、方位角驱动(AD)、俯仰角驱动(ED)、镜片(MA)与动力控制模组(PCM)等组成(见图1)。组装完成的定日镜镜片尺寸为5.73m×4.50m,由4片尺寸为2 250mm×2 850mm×4mm、反射率>93.5%的超白浮法玻璃组装而成。
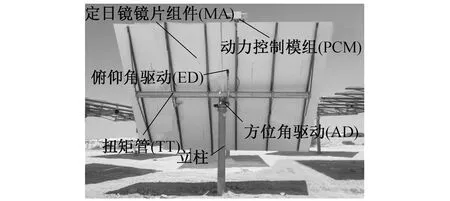
图1 定日镜构件组成
2 施工工艺流程
定日镜上部构件安装工艺流程如图2所示。

图2 定日镜上部构件安装工艺流程
3 扭矩管与方位角驱动组件安装
3.1 组件预组装
3.1.1组件(TT-AD杆)
扭矩管(TT)为1根镀锌钢管,长5 020mm、直径166.3mm,为定日镜镜片的横向支撑主龙骨,与镜片通过自身6个A形盘与竖向次龙骨销钉连接。方位角驱动(AD)为定日镜水平旋转基座,与扭矩管中间2片支座卡扣连接,并采用6个铆钉固定。扭矩管与方位角驱动组件安装完成效果如图3所示。

图3 扭矩管与方位角驱动组件安装完成效果
3.1.2预组装
因扭矩管构件长、施工操作不便,为提高扭矩管与方位角驱动2个组件预组装效率,在加工场地借助自行设计发明的操作平台(见图4),以固定扭矩管和方位角驱动构件,方便调整、对准扭矩管与方位角的锚固点快速进行组装。
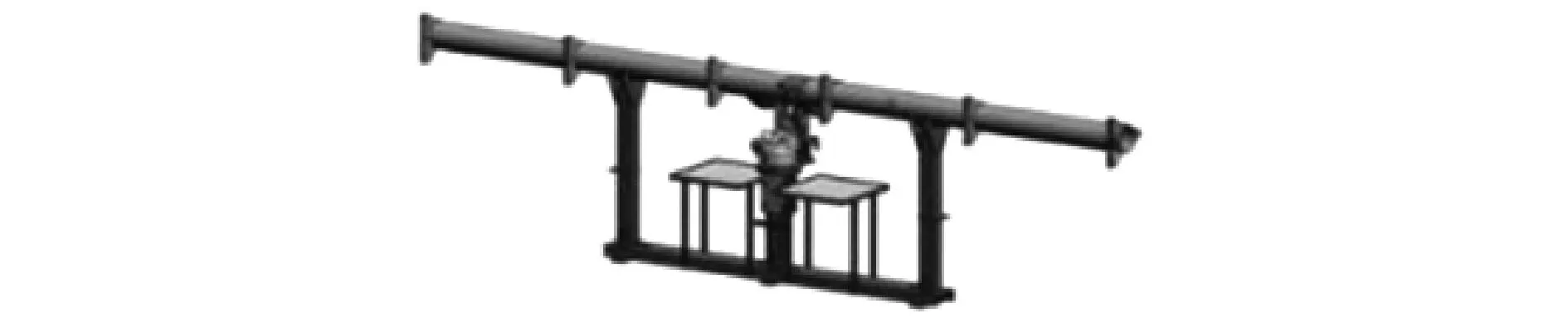
图4 定制操作平台设计三维效果
3.1.3俯仰角临时固定杆安装
组件组装完成后,安装临时固定杆,此临时固定杆在前期替代俯仰角驱动,用于固定俯仰角。安装步骤为:将临时固定杆下方螺栓孔与方位角驱动固定连接,再将临时固定杆插销固定孔1与扭矩管固定,保证镜片组件安装过程中镜片仰角固定为90°,以便工人安装镜片。
后期镜片安装完成后,须松开固定孔1,将固定孔2与扭矩管固定,保持镜片仰角0°(水平方向),可避免因现场风力过大造成镜片损坏。临时固定杆三维设计如图5所示。
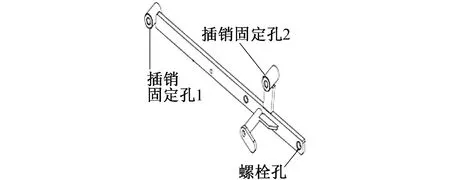
图5 临时固定杆三维设计
3.2 批量转运
采用定制转运架将已预组装完成的TT-AD杆运输至现场,每个转运架可装载10根TT-AD杆,1辆拖车每批次可转运4~6个转运架。
3.3 组件安装
TT-AD杆底端与立柱顶端均设有法兰盘,2个法兰盘通过6个铆钉连接。根据起重机吊臂覆盖范围,选用1台25t汽车式起重机将TT-AD杆吊放至立柱顶端后,校调方位角驱动的法兰孔位与立柱法兰孔位匹配,然后采用专用锚固枪进行锚固。
4 镜片组件安装
4.1 预组装
1面定日镜由4面镜片组成,将2面镜片背面纵向粘接3根支撑杆,上、下拼接为半面定日镜,集中转运至现场安装。
4.2 转运
将组装完成的半面定日镜放置在定制的镜面存储架,采用16t叉车将自制镜片组件存储架运至16t平板起重机上集中转运,每个存储架可存放38片半面定日镜。
4.3 安装
4.3.1吊装就位
镜片运输至现场后,采用25t起重机吊起真空吸盘,通过工人牵引将真空吸盘居中对称在镜面上吸附牢固,起重机与工人配合牵引吸盘两侧牵引绳,将镜片组件转移至立柱与扭矩管方位角驱动组件处。
4.3.2固定组装
按照先中间后两边的顺序依次将镜片组件的3根镜片支撑杆与扭矩管A形盘通过扩孔销连接固定。单根支撑杆固定顺序为:先将扭矩管上的A形盘头部与镜片支撑杆中间部位固定连接,再将支撑杆2根斜撑拉出,与扭矩管A形盘上、下2个连接点采用销钉固定。
镜片安装过程中,支撑臂与扭矩管上的扩孔销销孔难以完全对准,对孔与穿销耗费许多人力、工时,大幅降低整个镜场的安装效率。为提高安装效率,自行发明了扩孔销导向头辅助安装,导向件柱形段与扩孔销连接,使用时首先将扩孔销导向件柱形段插入扩孔销扩口内,连接后将扩孔销导向件锥形段插入扭矩管与支撑臂未完全对齐的扩孔销销孔内,将扩孔销导向件连同扩孔销一同锤入扩孔销销孔,入孔后将导向件拔出循环使用。
半面定日镜的9个扩孔销均插入连接孔后即可移开吸盘,所有扩孔销扩孔紧固后进行1次目测检查,避免漏扩,安装完成后再以相同方式进行另外半片定日镜安装,镜片安装完成后利用临时支撑杆调整并固定,使镜面与地面平行。每组定日镜镜片的安装时间为15~20min。
5 辅助构件安装
5.1 俯视角驱动安装
待镜片组件安装完成后,取掉扭矩管与方位角驱动上的临时支撑杆,安装俯仰角驱动。俯仰角驱动由H孔连接扭矩管、G孔连接方位角驱动组成。俯仰角驱动与扭矩管采用开口销连接,与方位角驱动采用螺栓连接,俯仰角驱动安装完成后镜面仍水平放置。
5.2 动力控制模组安装
5.2.1预组装与转运
将模组支架、光伏板、信号盒与连接线缆进行预组装,形成一套动力控制模组。每组动力控制模组预组装时长约2min,将预组装完成的动力控制模组利用定制转运架批量运输至现场。
5.2.2动力控制模组安装
将动力控制模组支腿安装入镜子中间支撑杆内并对好连接孔位,光伏面朝向镜面,动力控制模组支腿与镜片支撑杆采用开口销连接。
5.2.3线缆安装
将标注有“WHCM”的线缆与动力控制模组信号盒连接,线缆沿镜面中部上段镜片支撑杆走线至分线盒,过程中采用3个专用固定线卡与支撑杆卡牢;将标有“ED”的线缆与俯仰角驱动连接走线至分线盒,采用2个专用线卡卡牢。
6 施工要点及注意事项
1)通过定制操作平台将扭矩管与方位角驱动组件进行预组装,确保6根铆钉完全紧固。
2)TT-AD杆安装在立柱上,确保螺母与法兰盘平齐,倾斜度≤3°。
3)镜片预组装时确保支撑粘胶密实,并通过镜片质检车间红外扫描检测成品镜片组件,确保镜片预组装无任何问题后运输至现场。
4)定日镜组装完成后进行通信信号、反光率及对焦调试后,进行镜片俯角调试,俯角需达到90°,且镜片不得与地面接触。
7 结语
1)通过定制操作平台及临时固定杆,调整、对准扭矩管与方位角驱动锚固点进行快速、准确安装,提高了扭矩管与方位角驱动组件预组装效率,有利于大规模设备分散安装。
2)通过定制转运架,增大TT-AD杆单次准运数量,进而缩短运输时间,提高定日镜整体安装效率。
3)通过定制的镜面存储架,增大定日镜单次转运数量,进而缩短运输时间,同时有效避免定日镜在运输过程中的损坏,提高了定日镜整体安装效率。
4)通过定制的扩孔销导向头辅助安装,减小了销钉安装难度,提高了销钉安装效率。
5)塔式光热电站定日镜快速安装采用流水施工,所有工序同时进行,每组定日镜安装的平均施工时长为20min,缩短了施工周期。
