基于西门子PLC与MCGS的产品质量等级分拣系统设计
2022-01-20殷晶晶
殷晶晶
(合肥市经贸旅游学校,安徽合肥,230011)
0 引言
生产过程中需将某些产品进行分拣成箱,以备后续使用、销售等[1,2]。目前,对工业现场使用的分拣设备的研究逐年增多[3,4],提出了对分拣设备设计的诸多解决方案。李菁川[5]针对某校华中数控HSR612(Ⅰ型)工业机器人,对其进行功能二次开发(智能颜色识别分拣系统),在不影响原有功能的基础上,增加新的功能,使机器人单体变成机器人小型工作站。李修宇[6]等针对传统的YL-335B自动化生产线控制系统分拣方式单一、耗时长的问题,设计一种基于PLC与MCGS的分拣单元动态控制系统,该系统通过MCGS进行了交互界面的组态,所使用的控制器时延短,响应速率快,对自动化的分拣装配系统设计有一定参考价值。
本文基于西门子S7-1200型PLC,使用三相电机、伺服电机、步进电机实现工件传送、分拣送料和抓放料等功能。通过光电传感器检测工件包装盒的二维码和颜色,将工具分为优质品和合格品两种类型。在TIA Portal 15中进行S7-1200控制器的软件程序设计,通过MCGS环境进行人机交互界面设计,设备在现场的应用良好。
1 系统硬件设计
■1.1 总体设计方案
如图 1所示,控制系统整体结构组成图,选择西门子S7-1200型PLC作为控制系统的控制核心,三相电机(M1)为输送带驱动电机,由变频器驱动,伺服电机(M2)为分拣送料电机,由伺服系统控制,步进电机(M3)为抓放料电机,由步进电机驱动器控制。指示灯组件为一组LED指示灯,分别用于指示电源开关、M1电机开关、M2电机开关、M3电机开关、优质品指示灯、合格品指示灯、优质品储箱已装满指示灯、合格品储箱已装满指示灯等。按钮模组包括系统启动按钮、停止按钮和紧急制动按钮,该三个按钮为实体硬件型按钮,人机交互界面中的按钮为虚拟按钮,具备按钮的开关功能。当设备启动后,首先判断仓库是否有工件,上料机器将工件送至输送带上,输送带电机(M1)运行;工件通过光电传感器检测识别,对工件包装盒的二维码和包装盒颜色进行识别(蓝色为优质品,黄色为合格品),电机(M1)在运行过程中进行2档减速运行,以保证工件不被快速运行无法制动。工件输送快到分拣抓料位置时,电机(M1)低速运行,工件最后精准停在入仓抓料位置。步进电机(M3)与伺服电机(M2)配合运行,完成工件分拣和搬运操作,将工件存放到对应的存储箱中。

图1 分拣系统整体组成结构
工业电源为生产现场常用的50Hz三相交流电源,可为机器提供电网的标准380V电压。电源开关为工业电源与PLC供电电源两用开关,并通过降压与稳压电路将380V交流电源转换为220V直流电和24V直流电源。变频器用于控制三相电机M1的转速,支持满载的长时间运行,兼容50Hz和60Hz的380V工业交流电,伺服驱动器用于驱动伺服电机M2,伺服电机为永磁同步电机和编码器的组合体,在伺服驱动器上可设置伺服电机的使能或失能,并未伺服电机提供工作电源,伺服驱动器通过接收控制器的脉冲信号实现电机转动,通过控制脉冲信号发出的频率来控制伺服电机的转速。步进驱动器用于驱动步进电机M3,步进电机M3采用开环控制方法,不在电机上增设编码器;在步进电机驱动器上同样可设置步进电机的使能或失能,同时为电机通过标准的工作电源,通过在驱动器上设置细分数的方法降低电机的步距角,细分数设置范围为0~255,可实现对步进电机步距角的0~255细分;步进电机为两相位四线制,分别与驱动器的两相(A+、A-、B+、B-)连接,驱动器脉冲信号接收引脚用于接收PLC控制器发出的脉冲信号,通过控制脉冲信号发出的频率即可完成对步进电机转速的控制。按钮模组采用常用的工业逻辑开关按钮,可实现按下自锁,再按断开的功能,结构简单,使用方便。光电传感器模组为PLC控制器的传感器单元,用于感知光电信号,并为PLC提供光电模拟量到数字量的转换。
■1.2 指示灯组件
如图2所示,指示灯组件为PLC的I/O引脚控制型,通过I/O引脚的开关来控制指示灯的通断,在每个指示灯上均串联一个10 kΩ限流电阻,防止电流过流、过热造成断路,在电路设计上将所有指示灯的地线共地。

图2 指示灯组件
■1.3 电机控制电路
如图3所示,三相电机(M1)由变频器(VF1)驱动,伺服电机(M2)由伺服系统控制器(SF1)控制,步进电机(M3)由步进电机驱动器(BQ1)控制。

图3 电机控制电路
2 人机界面设计
MCGS是由深圳昆仑通态科技有限责任公司研发的一套基于Windows平台的PLC界面组态软件,具有功能完善、操作简便等特点,可快速、方便地开发各种上位机界面,并便携地与不同类型的PLC进行连接通信。MCGS软件提供了人机交互设计常用的控件,如按钮控件、LED模拟控件、图片控件、文本框和多行文本控件、逻辑(0和1)按钮控件等,用户可根据需要选用常用控件即可完成常规界面的设计。
通过MCGS开发环境设计系统的主界面、自动控制界面、手动控制界面、参数设置、产品信息界面。主界面:画面显示“产品质量等级分拣系统”及年历日期等,并在界面底部设计“手动控制”、“自动控制”、“参数设置”、“产品信息”四个按钮,通过按下这些按钮,可进入对应的子系统操作界面。自动控制界面可设置启动、停止、复位控制按钮和各种状态指示。手动控制界面可手动控制三个电机M1、M2、M3的正反转运动、送料气缸和吸盘电磁阀动作等。参数设置界面可进行仓位置设置,系统按设置的仓位进行工件分拣。产品信息界面用于每次经过光电传感器后,将当前扫描的产品信息实时显示出来,通过产品信息也可判断产品的质量等级。
■2.1 主界面
如图 4所示,主界面上显示了系统名称及软件版本,年历等,底部包括四个子系统界面按钮:自动控制、手动控制、参数设置、产品信息,通过按钮控件可分别进入自动控制界面、手动控制界面和参数设置界面、产品信息界面。
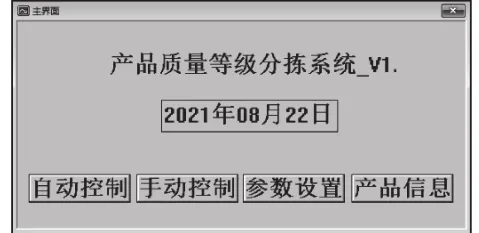
图4 主界面设计
■2.2 自动控制界面
如图5所示,自动控制界面中可进行系统的运行、停止和复位等功能控制。通过“启动”、“停止”、“复位”按钮进行状态控制。通过界面底部的主界面、自动控制、手动控制、参数设置、产品信息5个按钮可分别进入各子系统界面。通过9个灯控件来显示系统对工件的自动检测,包括电机轴原点的检测、有无物料的料筒检测、对包装盒的颜色检测、对包装盒的二维码检查、工件所在位置的定位检测及经过光电传感器后判断为优质品、合格品还是未识别等的检测。图中“运行”、“停止”、“复位”均采用立体圆形LED控件,当三者中某个状态运行时,LED指示为绿灯,当三者中某些状态为关停时,LED指示为红灯。同理,平面方形LED控件用于指示对应状态的开关,红色表示关状态,绿色表示开状态。

图5 自动控制界面
■2.3 手动控制界面
如图6所示,手动控制界面可完成对电机M1、M2和M3的正反转控制和送料控制。通过开关控件I/O判断电机的正转(I)或反转(O)。通过界面底部的主界面、自动控制、手动控制、参数设置、产品信息5个按钮分别进入各子系统界面。设置电机通断逻辑开关LED指示灯用于指示电机的正转、反转状态,“I”代表正转,“O”表示反转,该种控件共设置三组,分别对应三相电机M1、伺服电机M2和步进电机M3。

图6 手动控制界面
■2.4 参数设置界面
如图7所示,共设计6个存储箱,参数设置界面可分别对6个储箱进行产品放置,图中显示了仓位1、3、5为优质品存储区,仓位2、4、6为合格品存储器,合格品、优质品、不合格品信息均显示在文本框中,用户只能进行信息读取,不能进行信息设定。在界面底部,主界面、自动控制、手动控制、参数设置、产品信息5个按钮可分别进入各子系统界面。

图7 参数设置界面
■2.5 产品信息界面
如图8所示,产品信息界面用于实时显示当前扫描的产品信息,通过显示的产品信息可判断产品的质量等级。界面中将显示光电传感器的工作状态,当传感器工作时,其位图将点亮。显示的产品信息包括:产品名称、生产单位、是否识别及识别的结论,产品对应的储存仓位。

图8 产品信息界面
3 结束语
设计了一套基于PLC和MCGS的产品质量等级分拣系统,进行了指示灯模组、电机电路、交互界面等的设计,并论述了界面的操作过程。系统结构组成简单,可操作性强,在生产现场取得了良好的应用。
