生物制药废水深度处理工程设计实例
2022-01-19沈晓铃
沈晓铃
(福建省交通规划设计院, 福州 350004)
制药废水具有成分复杂、 污染物浓度高、 生物毒性强、 水质变化大等特点, 是一类典型的难生化降解有机工业废水[1]。 生物制药生产工艺复杂多样, 产生的废水含有高浓度的有机污染物, 并且种类非常多, 水质水量变化大, 废水处理难度高[2]。
本文介绍了某生物医药园区配套废水深度处理站的设计工艺流程, 主要构筑物参数, 投资及运行成本等, 为同类型项目以及相关新技术的推广提供了工程应用示范。
1 工程概况
本项目来水主要为华东地区某生物医药园区制药生产废水, 根据环评对企业生产废水量的预测,废水处理量为2 000 m3/d。 废水水质成分复杂, 有机物浓度高, 含磷量高, 醇类、 有机酸、 杂环类有机物种类繁多, 并含有表面活性剂(辛酸、 异巴豆酸)等, pH 值不稳定, 且水温较高, 悬浮物含量高, 易产生泡沫, 具有营养源不足、 毒性大或难被生物降解等特点。
根据处理要求, 设计采用细格栅及调节池-混凝沉淀-AAO-MBR-臭氧接触氧化-高效气浮-活性炭吸附-接触消毒的组合工艺进行处理, 出水水质稳定达到GB 3838—2002《地表水环境质量标准》准Ⅲ类标准, 且尾水全部回用, 实现零排放要求。
2 设计进出水水质
对废水水质进行连续监测, 并对废水成分进行了取样分析, 连续监测数据详见表1。
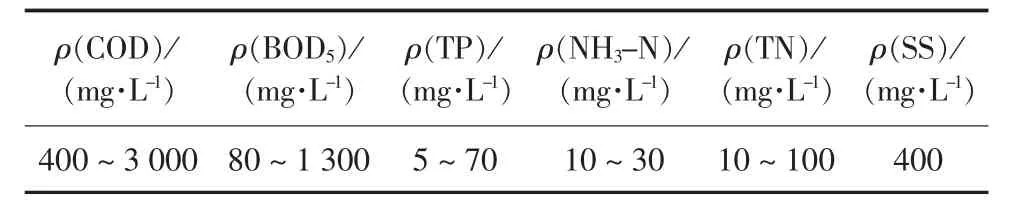
表1 废水水质监测数据Tab. 1 Monitoring data of wastewater quality
由表1 可知, 废水水质波动性大, COD、 TN 和TP 浓度相对较高, m(BOD5)/m(COD)变化范围在0.20 ~0.43 之间, 可生化性一般。
为了进一步了解废水水质特点, 对废水成分进行取样分析, 分析结果表明: 有机物总共占比为63.57%, 其中丙二醇占据绝对的主体地位, 约占总水样的22.43%。 总水样中难生物降解有机物占比约为27.63%, 如果分解不彻底, 易在生物体内富集。 因此, 需要加强对难降解有机物的控制, 加强废水接管前的预处理, 提高废水的可生化性。
根据环评要求, 园区内各企业的生产废水需经过预处理达到接管标准后再接入深度处理站进一步处理, 深度处理站要求氮磷零排放, 其出水将全部接入中水回用管网, 回用于企业冷却及杂用水、 城市绿化、 道路浇洒等。 出水部分指标日均浓度要求稳定达到GB 3838—2002 准Ⅲ类标准。 深度处理站设计进出水水质主要指标见表2。
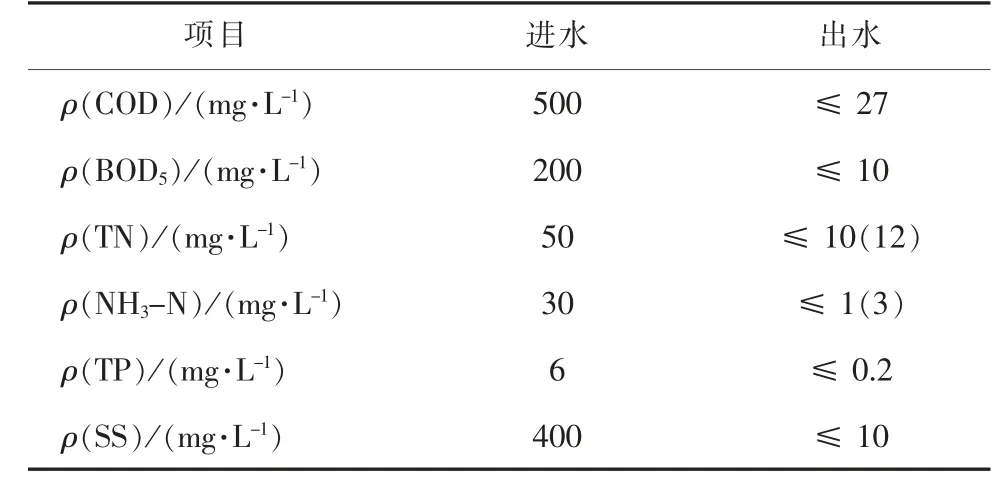
表2 设计进出水水质Tab. 2 Design influent and effluent water quality
3 污水处理工艺
3.1 处理工艺选择原则
针对生物医药废水水质水量特点, 工艺技术路线按照以下原则确定:
(1) 工艺路线需要在预处理段强化除磷, 生物处理主要降解有机污染物和脱氮, 结合深度处理进一步降低有机污染物, 通过组合工艺处理实现出水稳定达标。
(2) 针对废水可生化性较差, 水质波动大的特点, 需在均衡进水水质条件的基础上, 强化预处理, 降低后续处理负荷, 并尽量提高进入生化池废水的可生化性, 提高生化效率。
(3) 注重生化处理系统的脱氮除磷效果, 将氮磷的去除尽可能多地转移到生物处理阶段, 以充分利用原水中碳源, 减少后续深度处理对化学药剂的需求, 降低运行成本。
(4) 为保证出水TP 稳定达标, 必须严格控制出水SS 指标, 采用生物和化学相结合的方式实现废水中TP 的达标去除。
(5) 工艺处理设施应具备较强的抗冲击负荷能力, 同时为保证出水水质稳定达标, 工艺路线在技术上必须有保障性。 有研究证明MBR 和活性炭吸附工艺组合处理制药废水效果明显[3], 适合本项目。
3.2 处理工艺流程
本项目为制药废水的深度处理, 进水污染物浓度相对较低, 因为好氧生化处理对中低浓度废水的处理效果更加明显, 所以在废水深度处理工艺中, 使用预处理、 好氧处理的结合技术是比较适合的[4]。
考虑工艺的先进性、 运行的稳定性、 调控的灵活性及出水的安全性, 设计采用混凝沉淀作为预处理工艺, AAO-MBR 为生化主体工艺, 臭氧接触氧化、 高效气浮、 活性炭吸附作为深度处理技术措施的工艺流程, 出水采用次氯酸钠消毒。 污泥处理采用机械浓缩脱水工艺。
具体工艺流程见图1。
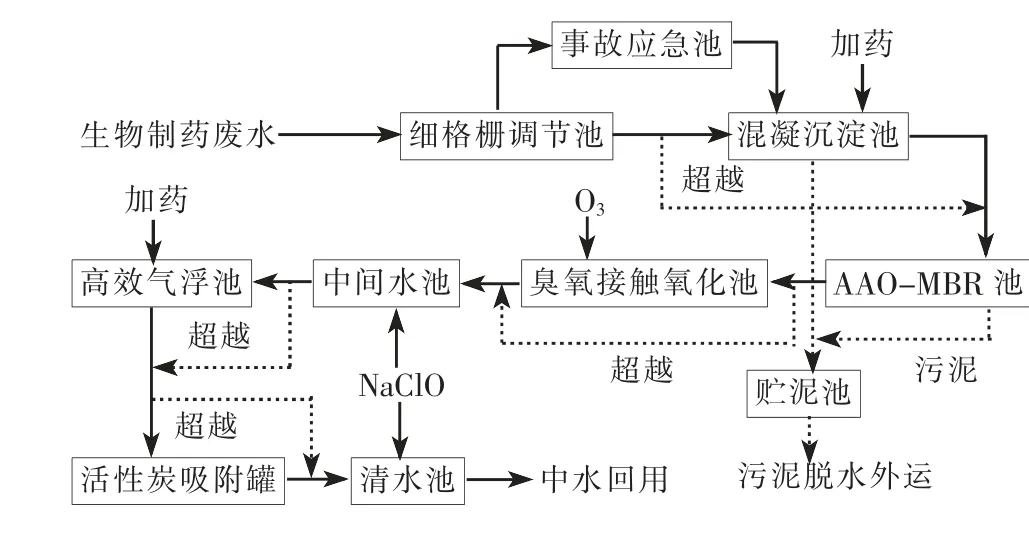
图1 工艺流程Fig. 1 Process flow
3.3 工艺设计特点
(1) 相对传统的好氧-沉淀工艺, MBR 工艺在降解有机物、 脱除NH3-N、 去除SS 上具有显著优势[5], 本项目生化处理采用MBR 工艺。 设计时充分考虑进水碳源缺乏, 脱氮难度大的水质特点,MBR 生化池设计采用缺氧在前的缺氧/厌氧/好氧工艺形式, 最大程度地发挥了生物池脱氮功能, 同时利用MBR 工艺的生物降解能力, 同步去除其他污染物指标, 有效保证了各项污染物指标的削减。
(2) 针对来水的不稳定性, 工艺流程设计了多级超越措施, 可超越段包括: 混凝沉淀、 臭氧接触氧化、 高效气浮以及活性炭吸附单元, 可以实现一级到多级超越, 并完全通过自控实现, 从而在实际运行中有效降低了运行成本, 提高了工艺调控的灵活性。
(3) 本工程建设场地受限, 由于工艺流程较复杂, 为节省用地空间, 各处理单元进行合建组合,实现了集约化设计。 同时, 对存在异味的工艺构筑物进行全封闭式设计, 对产生的臭气集中收集处理, 改善了生产环境。
4 主要构筑物设计参数及设备配置
(1) 细格栅渠。 1 座2 格, 尺寸为5.9 m×2.6 m × 1.6 m。 安装转鼓细格栅1 台, 宽度为1 000 mm, 间隙为2 mm, 配套冲洗水泵2 台; 另1 条格栅渠安装1 台人工格网作为备用, 间隙为3 mm。格栅渠前后设有检修用的渠道闸门, 正常情况下使用转鼓格栅, 在应急条件下使用人工格网。
(2) 调节池。 1 座2 格, 尺寸为20.6 m×20.6 m×5.5 m, 超高0.5 m。 2 格调节池交替运行, 以应对水质水量波动, 总有效容积为2 000 m3, 停留时间为24 h。 设潜水搅拌器8 台, 单台功率为5.5 kW; 潜污泵2 台, 1 用1 备, 单台流量为100 m3/h, 扬程为12 m, 功率为11 kW。
(3) 事故池。 1 座, 利用厂区原有闲置水池及池内泵搅设备, 分成4 格, 总容积为12 000 m3,停留时间为6 d, 满足实际运行中应急需求。
(4) 混凝沉淀池。 1 座, 尺寸为12.8 m×3.2 m×4.2 m(含泥斗深度), 超高0.5 m, 停留时间为1.5 h。 设混凝搅拌机1 套, 直径为0.35 m, 功率为0.75 kW; 絮凝搅拌机1 套, 直径为2.0 m, 功率为0.37 kW; 提耙式刮泥机1 套, 行驶速度为1 m/min, 功率为1.55 kW。
(5) 生物池。 1 座2 组, 尺寸为23.7 m×14.1 m×7.4 m, 超高1.0 m。 缺氧区、 厌氧区、 好氧区停留时间依次为6.6、 2.4、 13.6 h, 总停留时间为22.6 h, 污泥负荷为0.045 kg[BOD5]/(kg[MLSS]·d), 污泥龄为22 d, 好氧至缺氧回流比为100%~300%, 总需氧量为849 kg[O2]/d。 设搅拌器6 台,单台功率为1.5 kW; 回流泵2 台, 单台流量为125 m3/h, 扬程为10 m, 功率为5.5 kW; 曝气盘280只, 盘面直径为260 mm, 采用EPDM 橡胶膜片材质; 曝气鼓风机2 台, 1 用1 备, 风量为10 m3/min, 风压为73.5 kPa, 功率为37 kW。
(6) MBR 池。 1 座2 格, 尺寸为18.20 m ×4.20 m×4.85 m, 超高1.1 m, 单格有效容积为125 m3, 另设化学清洗池1 格, 回流泵池1 格。 膜池设膜组器4 套, 采用PVDF 中空纤维膜, 单套膜组器尺寸为3.0 m×1.5 m×3.0 m, 平均膜通量为12 L/(m2·h), 设计膜池污泥质量浓度为6 ~8 g/L, 膜池至好氧池回流比为400%。 设产水泵2 台, 单台流量为50 m3/h, 扬程为12 m, 功率为4.0 kW; 螺杆风机2 台, 1 用1 备, 风量为35 m3/min, 风压为49 kPa, 功率为55 kW; 回流泵2 台, 单台流量为170 m3/h, 扬程为8.0 m, 功率为7.5 kW; 剩余污泥泵2 台, 1 用1 备, 单台流量为50 m3/h, 扬程为8 m, 功率为4.0 kW; 压缩空气系统1 套, 柠檬酸和次氯酸钠、 聚合氯化铝加药系统各1 套。
(7) 臭氧接触氧化池。 1 座, 尺寸为11.7 m×5.0 m×6.0 m, 超高0.5 m, 总有效容积为322 m3,采用曝气投加方式, 设曝气盘42 只, 材质为钛合金, 盘面直径为180 mm, 配套尾气破坏装置1 套。
(8) 高效气浮池。 1 座, 尺寸为φ6.0 m×1.0 m, 采用浅层气浮池, 为一体化钢结构池体。 配套离子气泡发生器、 溶气装置、 消能减压混合装置各1 套; 回流泵2 台, 单台流量为28 m3/h, 扬程为60 m, 功率为11 kW; 空压机1 台, 供气量为0.3 m3/min, 压力为0.8 MPa, 功率为2.2 kW。
(9) 活性炭吸附车间。 1 座, 尺寸为17.1 m×12.4 m×10.0 m。 配置高温蒸汽活性炭吸附罐7 套,5 用2 备, 采用煤制颗粒活性炭, 粒径为8 ~ 30目, 碘值不小于1 000 mg/g, 比表面积不小于1 100 m2/g, 活性炭总装填量为16 t。 单个吸附罐尺寸为φ1.8 m×3.5 m, 设计停留时间为18 min。 配套高温原位再生附属设备, 包括过热蒸汽发生器、 换热器、 反冲洗水泵、 反冲洗风机、 冷却水泵等。
(10) 臭氧发生车间。 1 座, 尺寸为12.4 m ×11.4 m×6.5 m。 采用空气源制备臭氧, 设臭氧发生器2 台, 单台发生量为4.0 kg/h, 功率为78 kW;冷却水循环泵2 台, 1 用1 备, 单台流量为25 m3/h, 扬程为25 m, 功率为4.0 kW; 另外设热交换器、 空压机、 冷干机、 储气罐等设备。
(11) 生物除臭系统。 1 套, 一体化玻璃钢设备, 采用生物滤池除臭工艺, 处理风量为4 000 m3/h。 生物滤池尺寸为6.5 m×2.5 m×3.2 m, 生物填料层总停留时间为21 s, 采用有机和无机复合填料, 有机填料占比低于20%。
5 运行效果
本工程于2019 年12 月投入试运行, 截止目前, 深度处理站已经稳定运行1 a 以上, 实际运行中通过对深度处理站的进出水水质进行连续监测,实际进出水水质平均值如表3 所示, 出水水质指标均达到了设计出水标准的要求, 并且满足回用水质要求。
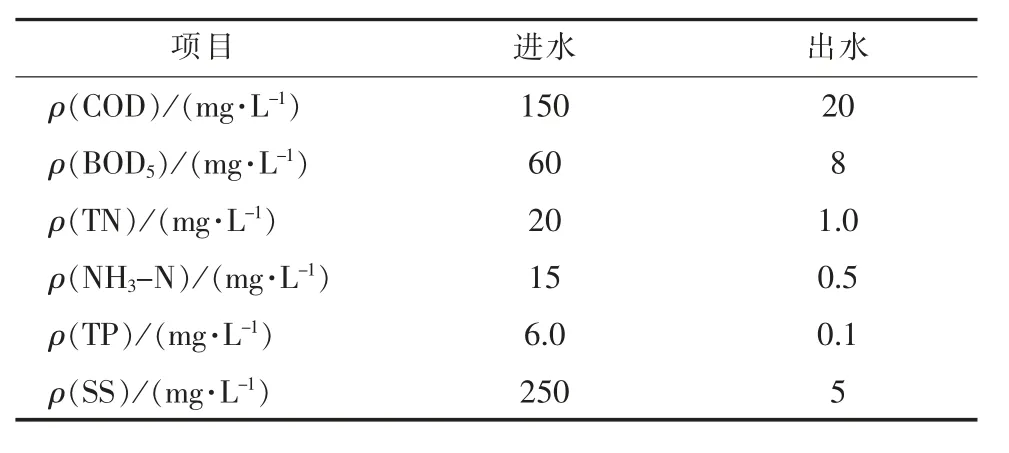
表3 实际运行平均进出水水质Tab. 3 Average influent and effluent water quality in actual operation
由于上游企业内部预处理措施到位, 实际进水水质远低于设计指标, 调试运行过程中臭氧、 活性炭工艺单元经常部分或全部超越, 在达标运行的前提下节约了运行成本。
6 技术经济分析
该工程占地面积为3 800 m2, 处理规模为2 000 m3/d, 工程概算总投资为5 987.93 万元, 其中建安工程费用为4 941.27 万元。
根据设计处理水量水质计算, 水处理运行总成本为13.88 元/t(含折旧), 水处理经营成本为9.94元/t。
7 结语
(1) 本生物制药废水处理工程设计采用细格栅及调节池-混凝沉淀-AAO-MBR-臭氧接触氧化-高效气浮-活性炭吸附-接触消毒的组合工艺进行处理, 出水水质稳定达到GB 3838—2002 准Ⅲ类标准, 且尾水全部回用, 实现了零排放要求。
(2) 实际运行过程中, 由于大多数情况下实际进水浓度较低, 除了根据进水情况进行一级或多级的工艺单元超越以降低运行成本外, 在主体工艺的设备配置时, 应提高设备的运行调节能力, 以匹配实际工况需要, 充分发挥工艺性能。
(3) 本工程采用的活性炭再生系统为目前国际上先进的高温蒸汽法活性炭原位吸附及脱附再生技术, 该技术的成功实施, 促进了其在污水处理领域的进一步推广应用。