立式泵变频工况振动问题的分析及解决
2022-01-19王强谷祖鹏
王强,谷祖鹏
(大连深蓝泵业有限公司,辽宁 大连 116031)
振动问题解决对于设备制造厂及设备使用厂家来说普遍是一个不可避免的问题,而设备振动产生原因却是多种多样的,共振就是其中之一。常规定频泵组是否出现共振,通过出厂前的固定转速测试即可排除,但变频泵组如不进行工况频率下的测试将无法确认设备是否有共振风险。下文针对一台立式长轴泵出现振动问题后的解决方案进行分析。
1 立式长轴泵变频工况振动问题阐述
原有一台立式长轴制氯海水提升泵(结构见图1,性能参数见表1),采用变频控制措施,根据不同工况调节频率来改变提供所需的流量,保证不同潮汐水位时制氯系统入口压力稳定。
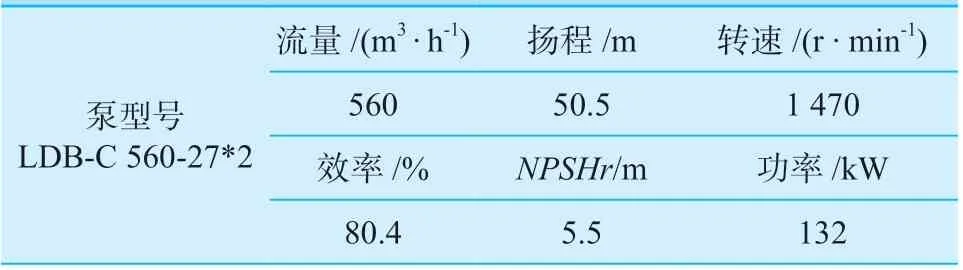
表1 性能参数Table 1 Performance parameters
该泵运行工况的工作频率范围为35 ~ 50 Hz 即1 029 ~ 1 470 r/min 转速下运行。但设备调试过程中发现40 ~ 45 Hz 下电机非驱动端(图1 中A 点位置)水平及垂直方向振动超标,具体数据见表2。
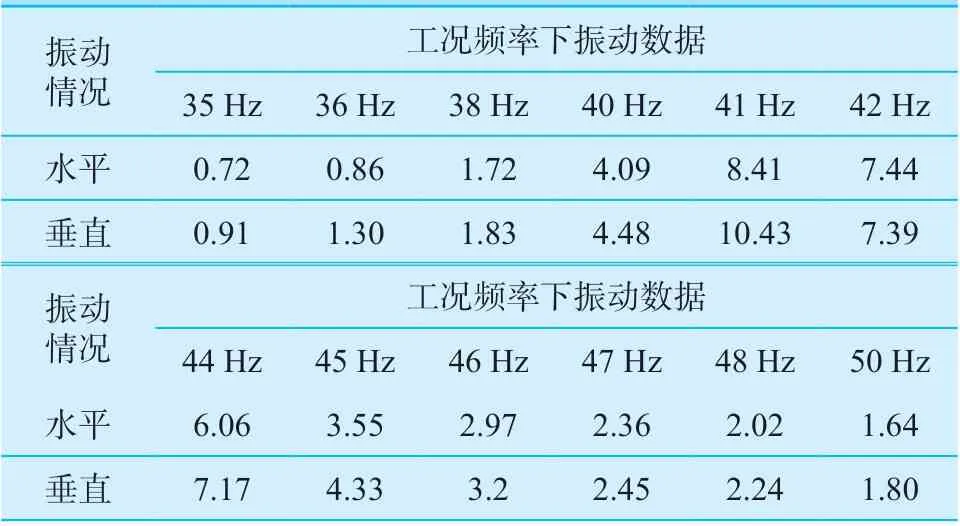
表2 振动异常记录Table 2 Record of abnormal vibration mm·s-1
2 振动问题分析
对立式长轴泵变频工况电机振动问题采用“因果图法”分析(具体方法见第4 节),对不同分类中每一个具体原因进行逐一排除。如对泵端是否振动超标导致振动回传电机端问题进行确认,经检测泵端振动幅值(图1 中B 点位置)<1.6 mm/s 满足标准要求;对联轴器安装前后端面与径向形位公差(见图3)及电机拆除情况下电机和电机架端面与径向形位公差进行检测(见图4),经检测形位公差跳动值<0.10 mm皆满足要求;对不同潮汐时段进行振动测试,比对振动结果振动值偏差较小;对电机与电机架之间紧固件预紧力进行多次调整,调整后的振动值偏差较小;对电机进行空载试验无振动超标现象;对电机转子重新进行动平衡,安装后再次试验时电机非驱动侧水平及垂直方向振动依然超标;当对机组进行固有频率敲击试验时,其固有频率为21.26/20.84 Hz(水平/垂直方向),其固有频率与现场振动频率相吻合。通过逐一排除机组振动产生原因,初步判断引起电机端振动问题主要原因为机组共 振。

图1 立式长轴海水升压泵结构Fig.1 Structure of vertical long shaft seawater booster pump

图2 立式长轴海水增压泵现场实物Fig.2 Site physical drawing of vertical long shaft seawater booster pump
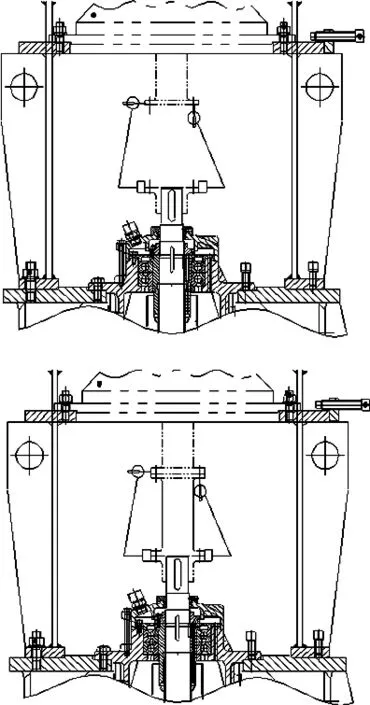
图3 电机/电机架形位公差Fig.3 Form and position tolerance of motor / motor frame

图4 安装前后联轴器形位公差Fig.4 Geometric tolerance of coupling before and after installation
3 共振问题解决
通过对机组共振频率的分析,机组固有频率应避开14 ~ 25 Hz 的共振频率范围,因此新设计两种电机支架方案用于增加机组固有频率,具体如下:方案一在原有电机架基础上大幅度提高其固有频率较难,因此新设计电机支撑架结构,使电机架直接支撑于底板,增强刚性,更改机组结构(见图5),此方案能够较大幅度提升机组固有频率至51 Hz 左右。另一种方案为在原有电机架基础上采用降低高度、减小开孔面积、增加支撑筋板等方法增强刚性,实现固有频率的增加,但其大幅度改变固有频率较难实现(见图6)。最终结合现场设备安装条件、装配精度及经济性等因素,优先采用第二种方案考虑在原有结构基础上进行电机架改造,实现固有频率的改变。

图5 电机支撑架结构及固有频率分析Fig.5 Structure and natural frequency analysis of motor support frame
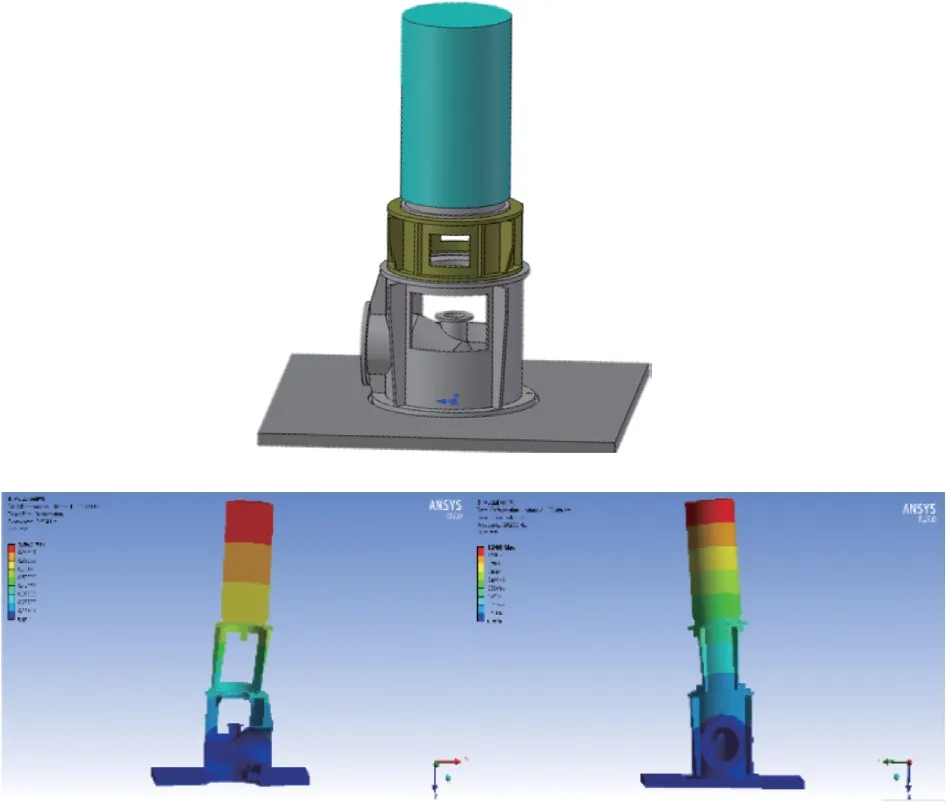
图6 电机支撑架改造及固有频率分析Fig.6 Reconstruction structure and natural frequency analysis of motor support frame
方案实现:原有电机架的优化,首先对原有电机架进行有限元仿真分析,其系统固有频率为19.5/20.3 Hz(水平方向/垂直方向)与现场机组敲击试验频率接近,进一步确认现场机组发生共振现象。对原有电机架结构进行调整(原有结构见图7,优化后结构见图8),主要受联轴器中间连接段尺寸影响,在保证中间连接段能够安装及维护的基础上尽可能降低电机架高度及减小开窗面积。电机架高度降低32%,开窗面积减小70%。其次对不受装配影响的上下法兰厚度、筒体厚度、筋板数量及厚度进行多次有限元分析优化,得出最优方案其固有频率为26.9/26.7(水平/垂直方向)。
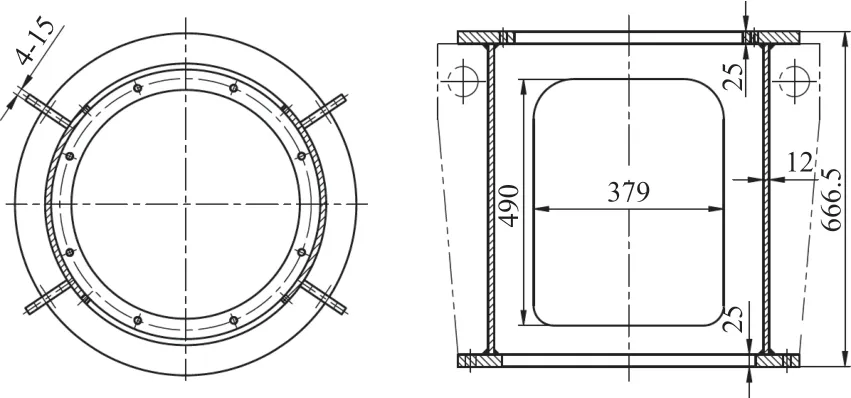
图7 原有电机支撑架结构Fig.7 Original motor support frame structure

图8 优化后电机支撑架结构Fig.8 Optimized rear motor support frame structur
方案验证:新电机支架(见图9)经过现场验

图9 优化后电机支撑架实物Fig.9 Optimized motor support frame
证在35 ~ 50 Hz 工况频率下,电机端及泵端的振动幅值<2.3,满足标准及使用要求。机组现场固有频率敲击试验复测结果为28.4/27.3 Hz(水平/垂直方向),与仿真计算结果相吻合。机组固有频率成功避让14~25 Hz 工况频率,避免共振发生,消除振动隐患。
问题解决:按新尺寸供货联轴器部件、电机架及更新剖面图及相关质量证明文件,现场安装、调试、验收。
4 振动问题分析过程及工具方法
正如引言所述,设备振动产生原因是多种多样的。分析问题的工具和方法也有很多种,什么样的工具和方法能够快速有效排除解决设备振动问题?是需要结合设备及现场工况而确定的。针对本文中设备振动问题的排除方法采用的是“因果图法”罗列可能产生的原因(见图10),逐一分析排除影响,确定改造实施方案,经过试验论证解决问题。现结合实际分析过程来展开介绍此方法。
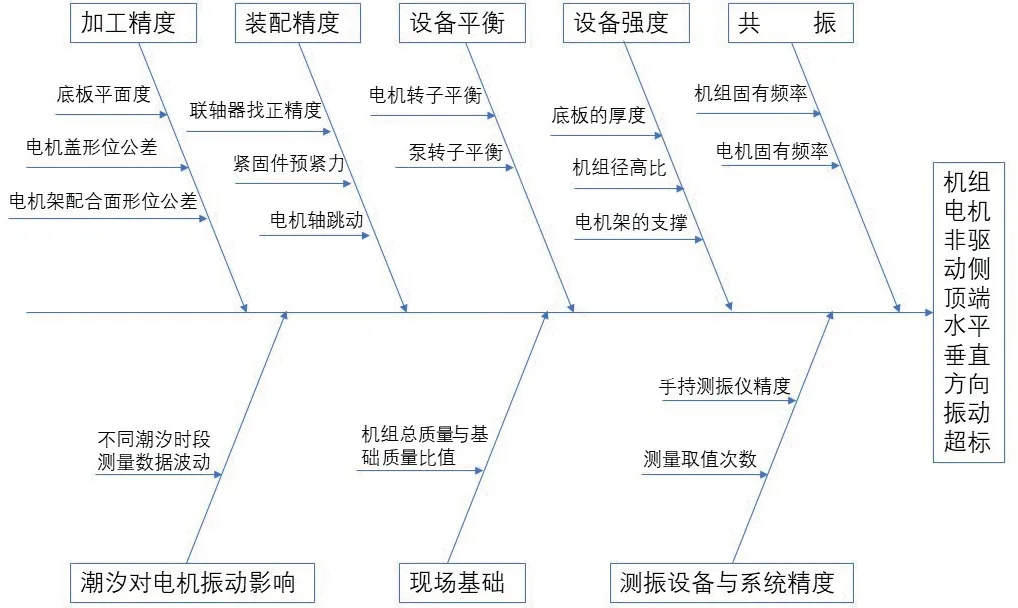
图10 问题分析因果图Fig.10 Problem analysis: cause and effect diagram
因果图画法就是已知结果来考虑所有可能发生问题原因关系的图形工具。因果图的三要素为结果、类别原因、子原因。因此分析问题重点是根据归纳总结的类别原因,寻找子原因。确定每类问题的排查方 法。
首先确定问题造成的结果为“机组电机非驱动侧顶端A 点水平及垂直方向振动超标”。
其次确定类别原因,立式长轴泵机组本身产生振动问题的原因可归纳为“加工精度”、“装配精度”“设备平衡”“设备强度”“共振”等。同时还需结合现场工况考虑能够产生振动问题的原因比如“潮汐对电机振动影响”“现场基础”“测振设备与系统精度”等。
最后确定每一类原因中的具体子原因。如“加工精度”是指能够影响整体振动的电机架端面形位公差、底板平面度等;“装配精度”影响主要有联轴器找正精度、紧固件预紧力是否适合;电机轴的安装精度;“设备平衡”主要为电机转子的平衡精度、其次为泵转子的平衡精度;“设备强度”如电机架的支撑结构、设备的整体径高比、底板的厚度等;“共振”为机组的固有频率、电机的固有频率分别与轴系的激发频率产生的共振。
根据画出的因果图进行分析,展开因果图对产生问题进行ABC 重要度登记分类,按重要原因到一般原因顺序进行逐个排查或同时排除、测试。最终确定造成此设备的关键原因为“共振”引起的振动值超 标。
5 结论
针对变频工况运行的离心泵机组振动解决方案可由以下几个方面入手:一是采用因果法分析问题、二是逐项排除具体原因,如基础强度、连接设备振动回传、设备加工及装配精度、设备转子平衡精度等方面引起的振动原因。
需要关注的是,当变频工况运行,离心泵机组应着重验证分析机组固有频率与工况频率是否一致产生共振现象。
共振现象的解决主要以改变机组固有频率为主,对于立式离心泵而言,改变机组固有频率最有效的方式是降低机组高度,其次为改变机组重量、增设筋板及调整厚度等。
离心泵变频工况要求在设计时,应从结构上增强刚度避免共振现象发生,必要时进行有限元仿真分析排除共振问题。出厂前应进行变频工况验证,排除共振隐患。