八钢欧冶炉双炉降料面停炉实践
2022-01-14邹庆峰季书民
邹庆峰,季书民
(1.新疆八一钢铁股份有限公司炼铁厂; 2.宝钢集团八钢公司碳中和办公室)
前言
八钢欧冶炉于2015年6月18开炉投产,通过不断地工艺技术创新、设备优化,实现了稳定生产。八钢欧冶炉炼铁工艺技术填补了非高炉熔融还原炼铁领域的空白。
欧冶炉于2021年3月16日开始中修,计划用时50天,主要包括竖炉、气化炉、热旋风的破损耐材更换及喷涂、浇注工作。
此次中修需要腾空欧冶炉竖炉和气化炉的炉料,停炉降料面分为两个阶段:第一阶段为竖炉降料线;第二阶段气化炉降料面,在竖炉降料面前期,需安排预休风安装气化炉降料面控温雾化打水枪。针对气化炉空料线降料面停炉是八钢欧冶炉乃至非高炉炼铁技术气化炉第一次采用炉顶打水空料线停炉,是一次大胆的尝试,制定的技术措施必须结合现场实际情况,并不断完善。
1 停炉前准备工作
1.1 按计划调整炉料结构、热制度及造渣制度
3月13日至停炉,平均铁水温度1529℃,平均[Si]2.47%,炉渣碱度0.95~1.05。铁水温度、铁水含[Si]较计划略偏低,渣碱度合适,停炉前2天全焦冶炼,同时配加萤石。CaF2能降低炉渣的熔化温度和粘度,促进CaO的熔化,同时还能与CaO形成低熔点(1386℃)的共熔体,消除渣中难熔的组成[1]。因此含氟的炉渣熔化性温度低,流动性好,在炉渣碱度很高时(R=1.5~3.0),仍能保持良好的流动性。锰矿洗炉,渣中(MnO)对碱性渣粘度影较大,对难熔炉渣MnO具有较强的稀释作用,去除堆积在炉缸内的难熔炉渣,渣中锰(Mn)2%~3%。降低炉渣碱度,改善渣铁流动性,增加了铁水含锰量及渣中MnO含量,提高渣中CaF2含量,达到清洗炉缸的目的。
1.2 原燃料需求及腾仓计划
原燃料需求见表1。沫煤、焦沫仓按照腾空处理,焦仓加入约800t焦炭用于停炉时调整气化炉顶温,矿仓加入1500t球团矿以供气化炉进人填料使用;停炉后对溶剂库的烟煤(1400t),2#圆仓内地沫煤(约4000t)按计划降库存外运。
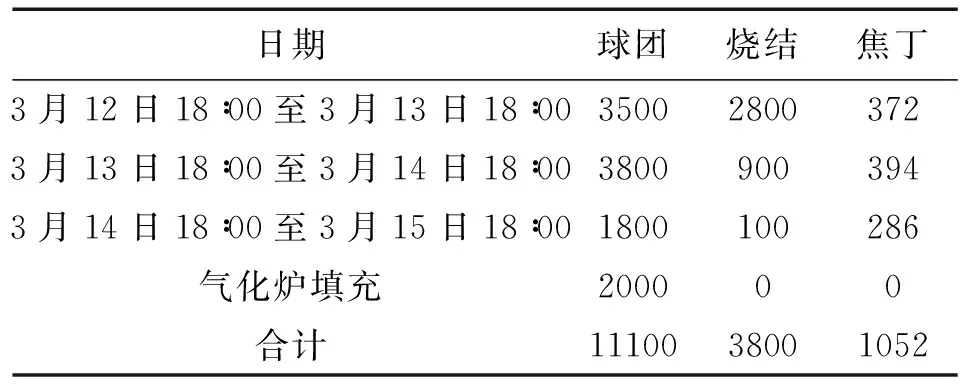
表1 欧冶炉检修前入炉原燃料量需求 t
1.3 竖炉打水枪的调试
竖炉打水枪不需要重新制作安装,依然使用竖炉正常生产时竖炉炉顶降温的喷雾打水装置。气化炉炉顶降温的喷雾打水装置安装前还需进行部分管道、阀门及仪表的制作、安装及试压,确保在预休风时按指定位置安装、调试。空料线停炉最关键点是防止爆震及控制炉顶温度,因此需要保证炉顶打水水量及雾化性能。本次停炉使用自制打水枪,安装前对打水枪雾化性能做重点测试,从停炉使用效果基本满足降气化炉料面打水要求。同时对打水枪水流量进行校验,每根水枪1个流量表,要求每根打水枪有累计流量,并校对准确。检查炉顶打水枪喷头的出水情况,要求雾化效果要好,无堵塞现象。
1.4 欧冶炉降料面分两个阶段操作
第一阶段为竖炉降料线;第二阶段气化炉降料面。预休风安装气化炉降温喷雾装置在竖炉降料面前,3月15日8∶30安排预休风,安装气化炉降料面控温雾化打水装置,从气化炉的2#、5#氧气烧嘴的中心氧气通道,配置法兰与氧气通道尺寸一致,拆除气化炉原先的氧气法兰,安装气化炉炉顶降温的喷雾打水装置。
2 竖炉降料面停炉操作
2.1 降温喷雾装置控制
3月15日19∶45预休风后开风,于20∶00开始降竖炉料线。竖炉降温喷雾装置具体工艺操作流程见图1。喷雾枪为8套呈水平均布间隔、中心对称布置在所述的竖炉炉顶上,每套喷雾枪的进水端都设置有切断阀以及过滤装置,喷雾枪上设置着带有进出水口的冷却水套,每四套喷雾枪为一组,每组喷雾枪的进出水口依次串联与冷却水管路连接在一起。每套喷雾枪的末端都连接着一根供水支管以及供气支管,供水支管与供气支管相连通进行气水混合,进入喷雾枪向竖炉内喷洒,对炉顶煤气进行降温。气动阀、切断阀均通过相连的PLC控制器与远程控制微机进行远程控制。
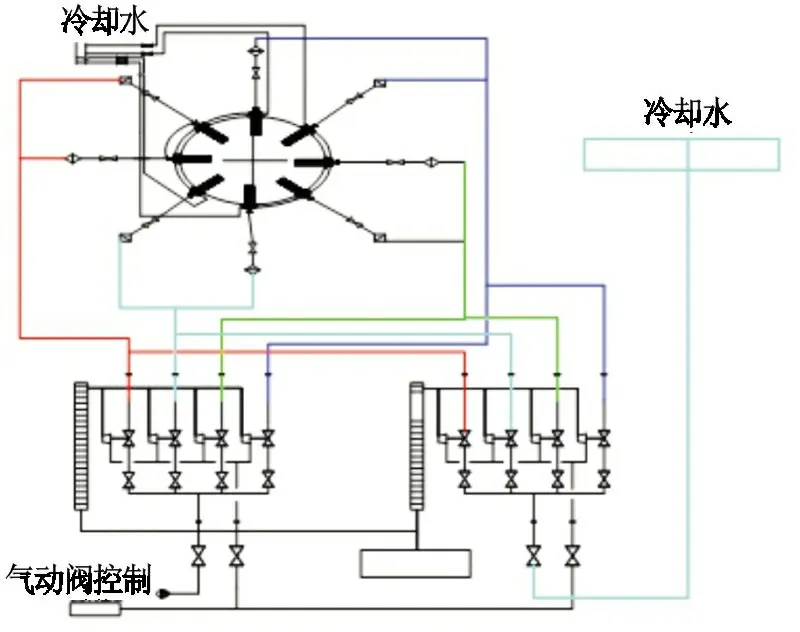
图1 竖炉炉顶降温的喷雾打水装置
2.2 竖炉炉料排料操作参数控制
坚炉料线从19.4m开始,全程用时11小时,竖炉DRI螺旋排料速度稳定,煤气全部回收。从竖炉排空的时间分析,较历次竖炉清空的炉料下降速率相差不大,5月16日2∶00开始,4#DRI螺旋的压力开始大幅波动,压力波动值由2.1MPa到7.8MPa,判断4#DRI螺旋上方可能出现炉料粘结,有大块炉料。这与检修时打开DRI螺旋上方人孔,发现4#DRI螺旋上方有炉料粘结大块,与在竖炉降料线过程中的4#DRI螺旋压力波动反馈相符。由表2可以看出整个竖炉料面下降均匀,螺旋转速基本稳定,DRI螺旋排料率稳定。
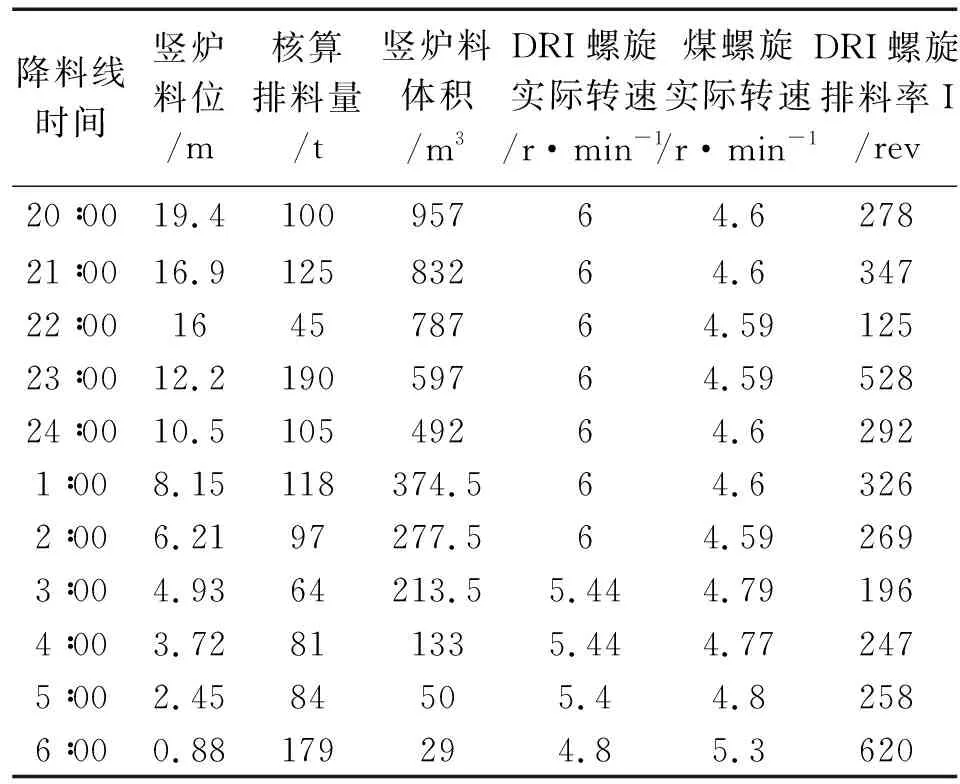
表2 竖炉降料线过程中各种操作参数值
2.3 竖炉炉料结构的调整
竖炉炉料结构及气化炉迎料见表3。竖炉炉料按照降料线前的料柱80%球团+20%烧结控制,降料线时,竖炉料柱为80%球团+20%粒钢。气化炉燃料控制按照竖炉降料线前24小时炉温提至1500℃以上,焦比约200kg/t;降料线前焦比提升至450kg/t,停止喷煤,采用全焦冶炼,炉温提升至1550℃以上。休风前最后一炉铁全焦冶炼,焦比980kg/t以上。
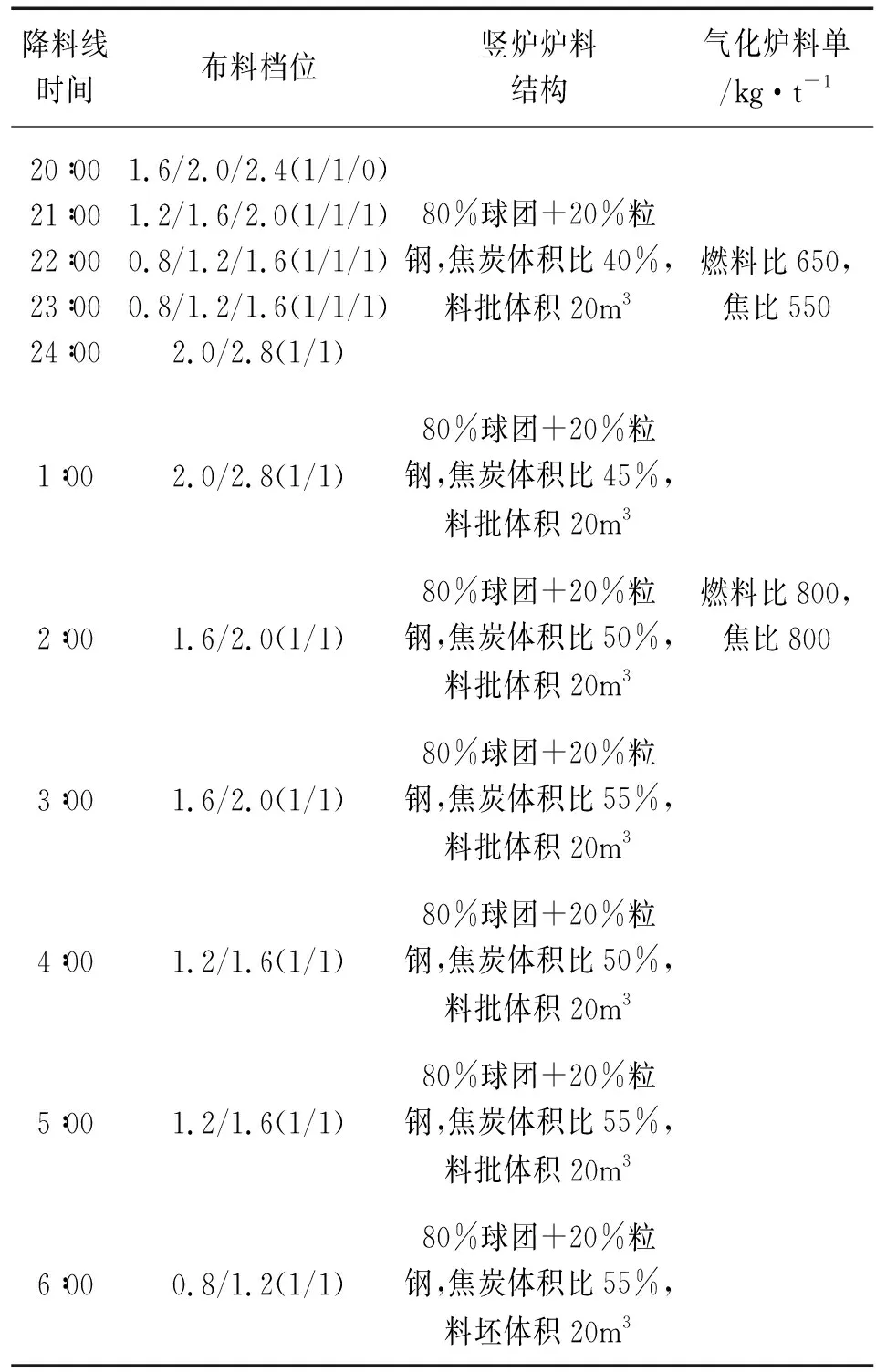
表3 竖炉炉料结构及气化炉迎料料单
2.4 竖炉降料线顶温和打水量控制
竖炉降料面过程中,尽量争取用较大的顶煤气流量,随料面的降低,煤气温度升高喷水量加大,气体增加,这时逐渐减少顶煤气流量(见表4)。控制顶煤气流量的原则是:停炉初期尽量顶煤气操作;中后期随着随着料柱料面下降,顶煤气量约为煤气流量的50%~60%。顶煤气流量、顶温、打水喷雾量等根据情况变化进行调整,否则会出现竖炉炉况的波动、造成悬料。这样做的好处是减少炉墙粘结和缩短降料面的时间。
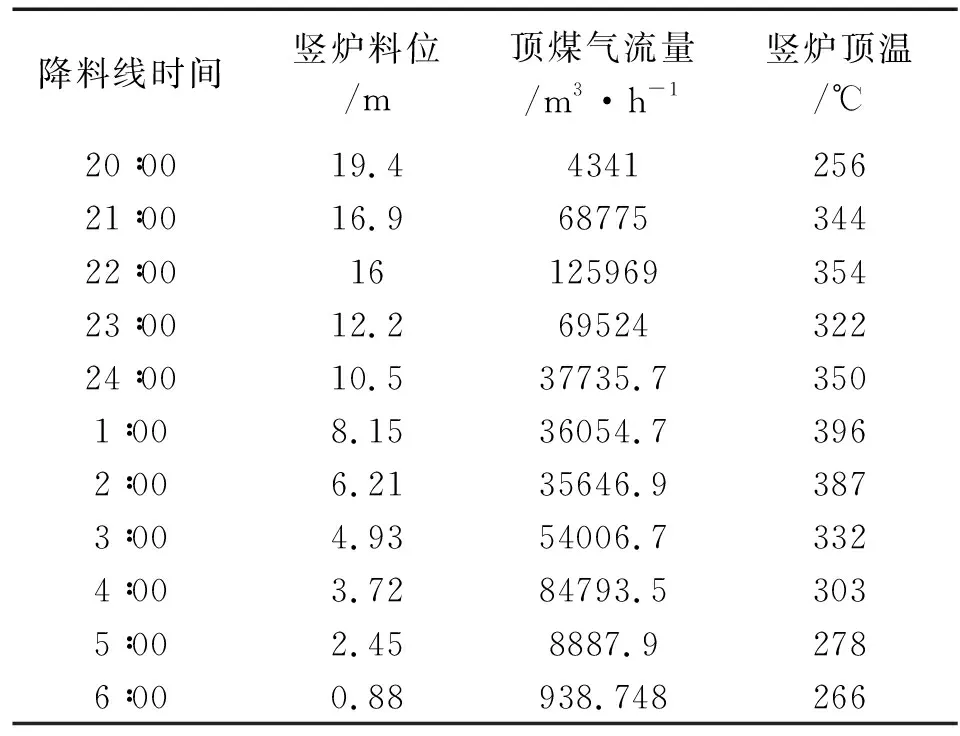
表4 竖炉降料线顶温控制
3 气化炉降料面停炉操作
3.1 气化炉氧量及拱顶温度降温喷雾装置控制
竖炉排空后,气化炉风口氧总量42000Nm3/h,拱顶4个氧气烧嘴氧量3500×4Nm3/h,3月16日11∶30投14#风口,共计投入24个风口。本次气化炉空料线降料面停炉是八钢欧冶炉气化炉第一次采用炉顶打水空料线停炉,为了提高降料线的速度,节约检修时间,但是又要兼顾气化炉拱顶温度,必须提高风口氧量,加快气化炉内焦炭的燃烧速度。
考虑到气化炉炉缸的清理难度,降低工作量,计划将料线降至LIR04621的位置,突破历年只能降到料位LIR04623的料线位置,因为料位LIR04623距离LIR04621有3.7m的料柱高度,降到料线LIR04621位置,必须采取有效措施控制气化炉顶温≤1050℃。因拱顶温度3个值其中2个值高于1180℃后,延时超过20分钟后欧冶炉就要休风。具体顶温控制氧量及顶温控制见图2、图3。
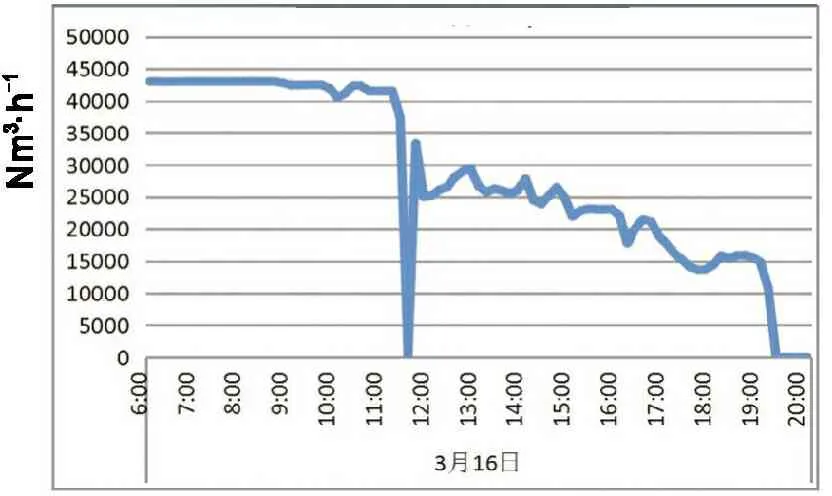
图2 欧冶炉气化炉风口氧量
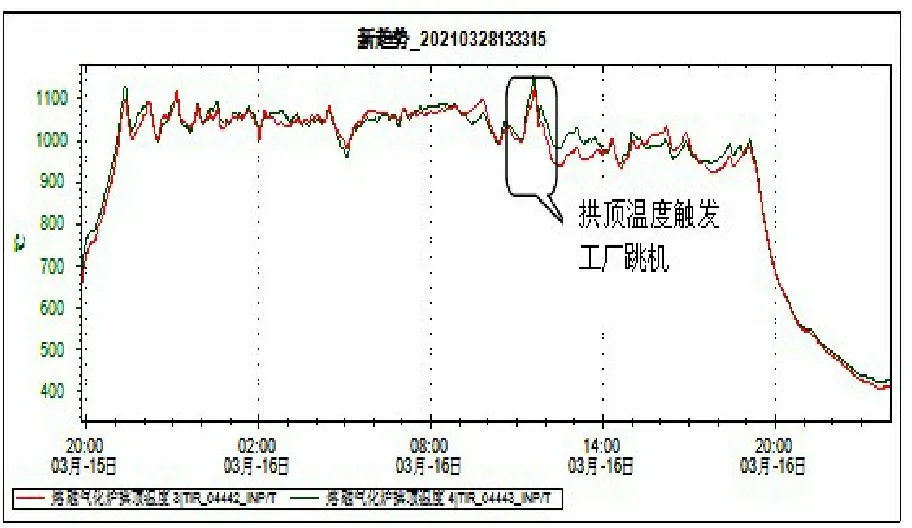
图3 欧冶炉气化炉拱顶温度
3月16日10∶40后继续维持风口氧总量42000Nm3/h的流量,气化炉拱顶温度偏高,在距离跳机点时,顶温不易下行、难控,停氧煤烧嘴、粉尘氧量,开气化炉2支打水雾化喷雾冷却枪,11∶36因气化炉拱顶温度控制不及时过高触发跳机连锁,造成休风。因气化炉拱顶有触发工厂跳机的连锁:即拱顶温度3个值其中2个值高于1180℃后,延时超过20分钟造成休风跳机。
开风后,只依靠打水雾化喷雾装置不能应对气化炉的顶温控制,故又采用煤下料罐备部分焦炭,在拱顶大幅波动无法控制时,通过煤线向气化炉两次加入100t焦炭,同时降低风口氧量,从而将实际拱顶温度控制在950~1000℃,风口氧最低控制在16000Nm3/h。
3.2 气化炉氧量控制
气化炉降料线的关键控制点是控制煤气中的氧含量,由于欧冶炉风口采用纯氧燃烧,气化炉料柱在降料线后期,料柱较短,易造成煤气中的氧含量>2%的标准,造成闪爆事故。控制煤气中氧含量采取了以下措施:
(1)通过系统保安氮气稀释煤气中的氧含量,氮气量见表5,合计34600Nm3/h。
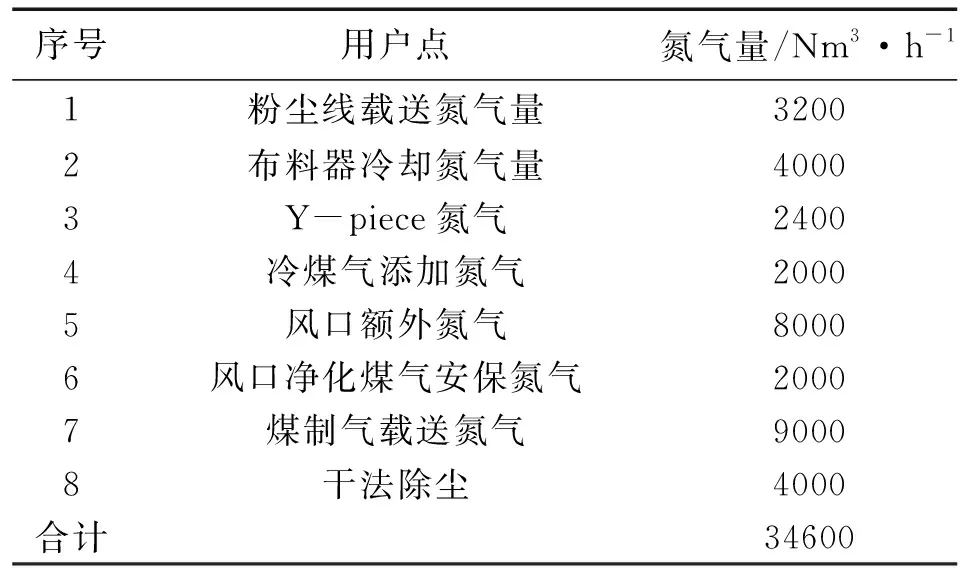
表5 煤气中的氮含量
(2)操作过程中,将竖炉CGD顶煤气阀门打开:煤气管网形成由干法除尘、竖炉至气化炉的冷态氮气及冷煤气经过气化炉拱顶输出,即稀释了气化炉再生的煤气中的氧含量,同时也缓解气化炉拱顶温度超过跳机点的控制,具有双重功效,效果显著。
通过含氧量的煤气稀释气化炉含氧量控制在<2%的标准之内,具体见表6。
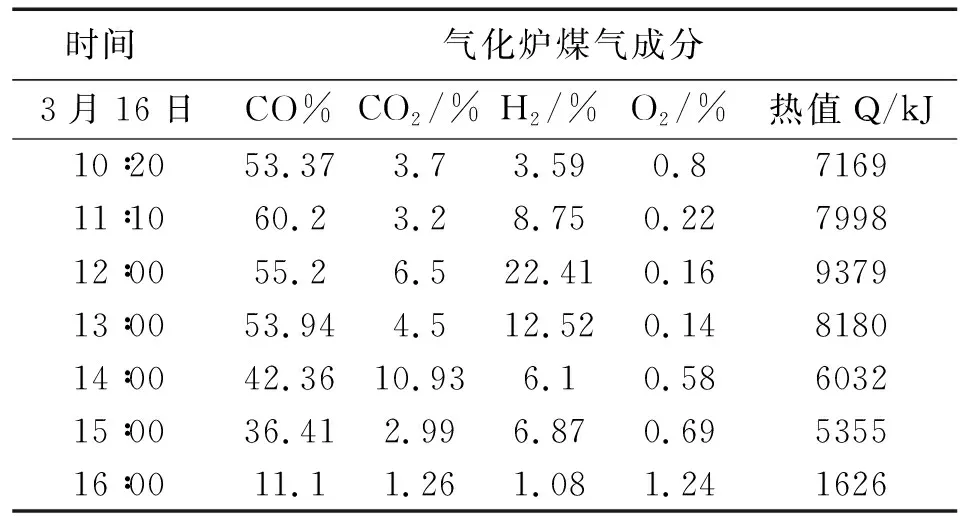
表6 欧冶炉气化炉煤气成分
表6中,15∶00后氧含量逐渐上升,根据风口鼓氧量与炉内的焦炭燃烧反应计算,气化炉料位接近LIR04621区域,16∶05关闭2#、3#、4#风口氧气手动阀,随后又关闭5#、6#、18#风口,打开顶煤气喷吹阀门,通过喷吹煤气和氮气的混合气体,控制入炉氧过剩时,保证了对炉内氧含量的有效、安全控制。
3.3 气化炉煤气控制
气化炉降料面到后期,煤气氧含量逐渐升高,为了确保安全,17∶50煤气切出并网操作,用事故放散6350低压侧放散。
3.4 炉前出渣出铁控制
在空料线停炉过程中,热量充沛,共出铁2炉,总计出铁1392t,出渣1120t,从铁水来看, 铁水物理热良好,平均[Si]3.8%,[Mn]1.14%,R2=0.84,基本符合目标值。因为此次停炉加锰矿洗炉故[Mn]偏高。竖炉清空后,7∶40开北铁口,9∶35堵口。15∶30间隔6小时后打开北铁口,出至休风停炉。本次休风铁水温度控制均在1550℃,铁水含硅最高3.8%,渣铁流动性好,排放顺畅,炉缸的渣铁基本排空,为炉前检修创造了条件。
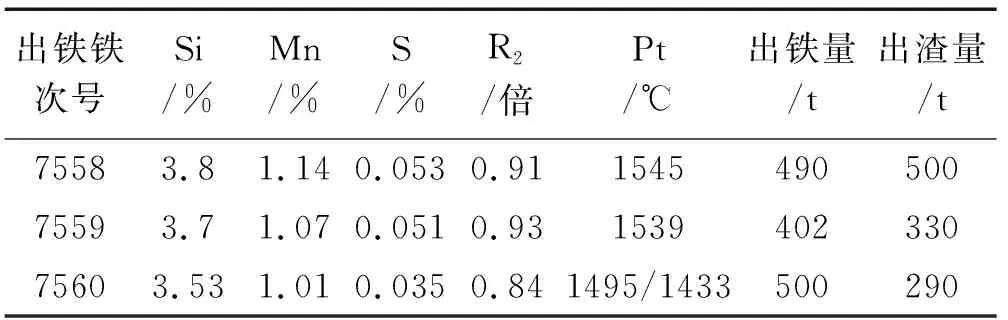
表7 渣铁成分
4 欧冶炉双炉降料面停炉需注意的问题
(1)本次气化炉降料线工作因打水枪安装方案不完善,图纸与现场阀门尺寸不符,未提前到现场确认,导致备件准备接口法兰尺寸错误,与原计划不符,导致检修速度慢。对2支打水雾化枪打水量预计不足。
(2)3月16日19∶10发生塔架信号传输故障,电器模块烧损引起多点位同时触发工厂连锁跳机。预再次送风时,煤气清洗入口锥泵组无法开启。
5 结语
欧冶炉停炉是一项非常危险的作业,操作不当,会引发煤气爆炸等一系列问题,因此必须做到安全、顺利停炉。
欧冶炉停炉操作关键点:(1)气化炉降料线要控制好炉内氧含量,采用氮气稀释煤气中氧含量的技术,将煤气中的氧含量控制在标准之内,同时配合打水喷雾降温装置雾化喷雾,选择合适的喷雾装置,保证雾化效果和降温需求,喷水量和炉顶温度配合好,才能安全、顺利停炉;(2)其次要在降料面前把炉况调剂好,用锰矿洗炉确保气化炉炉缸活跃,使炉缸内的粘结物减少,利于后期炉缸清理。
