基于RobotStudio仿真软件的ABB工业机器人去毛刺打磨工作站的设计
2022-01-12张滨涛
摘要:通过RobotStudio软件对ABB工业机器人实现去毛刺打磨工作站仿真,在仿真工作站中,建立ABB工业机器人的工件坐标,设置机器人工具,创建Smart组件,创建工具坐标系,创建轨迹、编程,进行仿真设计以及相应的验证。该仿真为亚龙YL-1360A型工业机器人去毛刺系统控制和应用装备打磨运动轨迹的设计提供了重要的参考依据,能够进一步提高现场工作效率。
关键词:RobotStudio;ABB工业机器人;去毛刺打磨
中图分类号:TP242.2;TP391.9 文献标志码:A 文章编号:1671-0797(2022)01-0067-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.01.018
0 引言
RobotStudio作为一款ABB机器人官方离线编程软件,不仅具有强大的模拟仿真、离线编程功能,还具有自动生成路径功能、仿真监控碰撞功能,能够实现真实场景机器人的模拟仿真,从而及时对机器人已有程序进行优化。现场示教编程会影响现场正常的生产活动,而RobotStudio软件离线编程的应用能够减少现场示教编程时间[1]。
去毛刺打磨作为机械加工的一项传统工艺,应用范围极广。但长期以来,在人工去毛刺打磨过程中,工人之间在操作方面存在差异,人工操作重复性不高,去毛刺效果不稳定,导致产品成品的表面质量和使用寿命受到严重影响[2];且工作环境中有大量粉尘飘散,条件恶劣,严重危害劳动者的身心健康。随着“中国制造2025”的提出,智能制造生产成为未来制造业转型升级的重要发展方向[3],重复性的批量加工作业采用工业机器人自动化生产线,不但可以极大地提高生产效率,还可以大幅提高产品的良品率和生产稳定性。因此,在设计机器人打磨程序前,如果已知被打磨工件的形状、尺寸及打磨量,则可根据现有条件在RobotStudio软件上编写出机器人离线程序,从而提高现场编程工作效率。
1 设计任务描述
本任务为在ABB机器人仿真软件RobotStudio中新建一个仿真工作站,相对应现实中的實训设备为亚龙YL-
1360A型工业机器人去毛刺打磨系统控制和应用装备,仿真工作站的工业机器人选型与法兰盘安装的打磨头参考亚龙YL-1360A型工业机器人去毛刺打磨系统控制和应用装备,工件自定义。该ABB工业机器人去毛刺打磨工作站仿真实训过程包括:创建工作站,设置工具,Smart组件创建,创建工具坐标系,创建轨迹、编程,仿真设计、验证。
2 任务实施
2.1 创建工作站
导入机器人:首先在RobotStudio软件中新建一个仿真工作站,工作站名字为自命名,再导入相应的工业机器人IRB1410,机器人位置默认不变。创建机器人系统,修改系统选项,勾选上709-1 DeviceNet Master/Slave后,语言选择中文,其余选项默认不变即可,接着点击确认创建机器人系统。待机器人系统创建完成后,隐藏工业机器人IRB1410,以方便后面工作站操作。
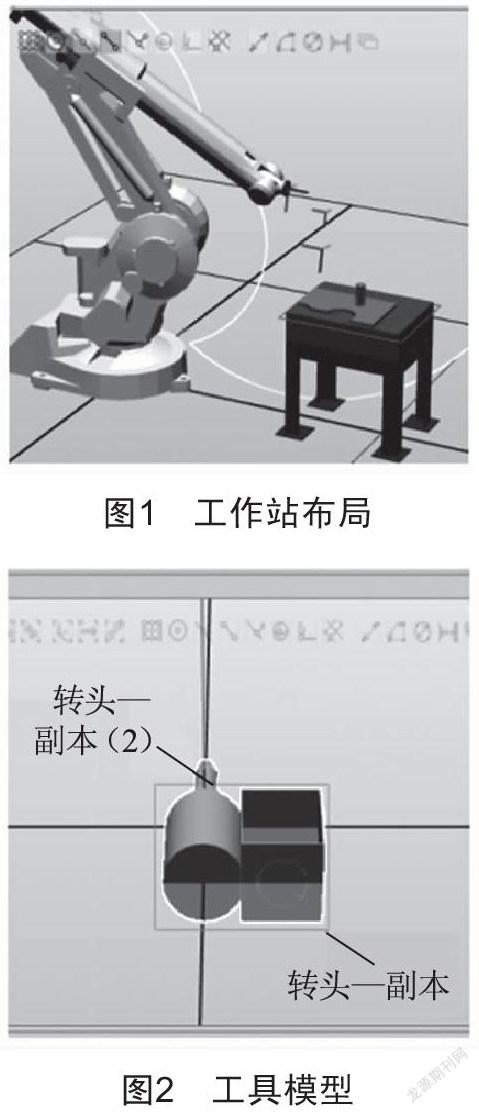
导入工件:此处工件为自定义,根据现场实际选择相应的工件。本文采用RobotStudio软件里原有工件Curve_thing,将其导入工作站后,根据机器人的可达范围,将工件放置在机器人可达范围内合适的位置即可,如图1所示。
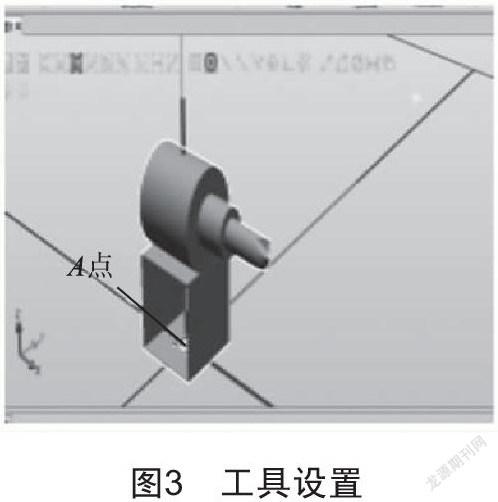
导入打磨转头工具:首先在SolidWorks三维软件中新建好打磨转头工具组件——转头—副本(2)与转头—副本,其中转头—副本(2)为可旋转打磨转头,转头—副本为工具本体,为打磨转头机架,并安装到机器人法兰盘上,如图2所示。
2.2 设置工具
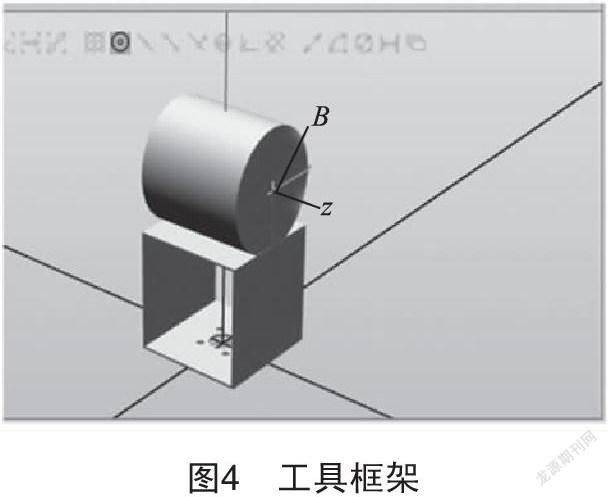
先将可旋转打磨转头与工具本体一起以A点为基准移动到本地原点,并调整好初始工具角度,令打磨转头与大地坐标系x轴平行,如图3所示。设定工具本体此时的本地原点,位置x、y、z改为0、0、0,方向x、y、z改为0、0、0。
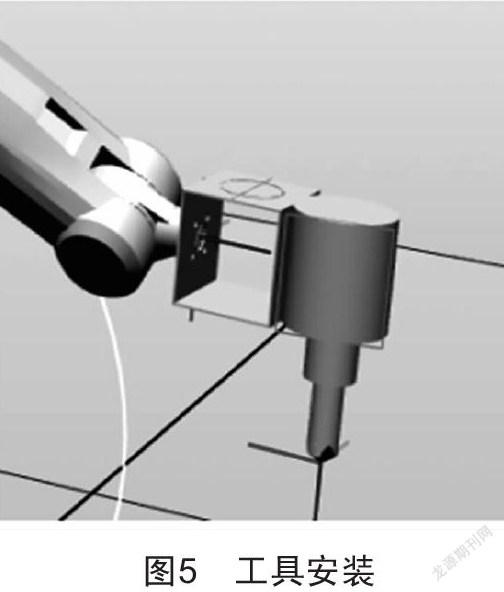
在工具本体的B点位置新建一个框架,命名为“框架1”,并调整框架1的方向,令z轴垂直于B点平面,具体方向如图4所示。
2.3 Smart组件创建
调用Rotator组件:该组件作用为让可旋转打磨转头能够在仿真时旋转,模拟打磨真实场景。在Rotator组件的参数中,设置参考Reference为Object,参考对象Reference
Object为框架1,Object为转头—副本(2)可旋转打磨转头,转速Speed为120 mm/s(打磨头转速会影响打磨成品品质),参考中心轴为z轴(以框架1为基准,centerpoint中心点的x、y、z设置为0、0、0,Axis设置x、y、z为0、0、1 000 mm)。
调用Attach组件:该组件作用为让可旋转打磨转头能够与工具本体连为一体,当工具本体安装在法兰盘时,可以一同跟随着法兰盘运动。在Attach组件的参数中,设置子对象为转头—副本(2)可旋转打磨转头,父对象为转头—副本工具本体,偏移量offset与orientation根据B点相对于原点的偏移量而设定,可用RobotStudio软件中的测量工具进行测量,测量后进行参数设置。
验证:将转头—副本工具本体安装到机器人法兰盘上,再点击Attach组件中的执行Execute,即可观察此时可旋转打磨转头的位置是否正确,有偏差时及时调整位置,如图5所示。
2.4 创建工具坐标系
在转头中心处采用六点法在机器人示教器上创建工具坐标系Tooldata_1。在基础选项中更改工具坐标系为Tooldata_1,此时点击机器人手动线性,可以随意拖动机器人线性移动。
2.5 创建轨迹、编程
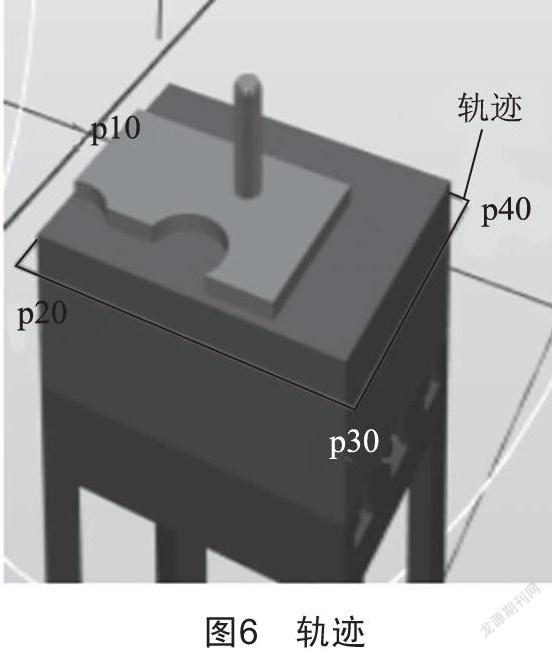
確定轨迹:根据工作任务要求,在工件周边设计好打磨轨迹,确定打磨轨迹所需的轨迹点、过渡点,打磨的动作过程如图6所示。
设置I/O、编程:亚龙YL-1360A型工业机器人去毛刺打磨系统控制和应用装备采用DSQC652的I/O通信板,地址为10,Do1为数字量输出信号,地址为1。先设置I/O板,再设置I/O数字输出信号Di1后,在仿真示教器上编程,程序如下:
PROC main()
Set Do1;置位Do1信号,让外部打磨转头开始旋转动作
WaitTime 1;机器人待在原地不动作,等待1 s,让打磨转头转到指定转速,过渡
MoveAbsj jpos10\NoEOffs, v1000, z50, Tooldata_1;机器人移动到p10点上方初始点jpos10,jpos10点作为机器人动作的开始点、结束点
MoveL p10, v1000, z50, Tooldata_1;直线打磨移动到p10点
MoveL p20, v1000, z50, Tooldata_1;直线打磨移动到p20点
MoveL p30, v1000, z50, Tooldata_1;直线打磨移动到p30点
MoveL p40, v1000, z50, Tooldata_1;直线打磨移动到p40点
MoveL p10, v1000, z50, Tooldata_1;直线打磨移动到p10点
MoveAbsj jpos10\NoEOffs, v1000, z50, Tooldata_1;机器人移动到p10点上方初始点jpos10
WaitTime 1;等待1 s,过渡
Reset Do1;复位Do1信号,让转头停止旋转
ENDPROC
2.6 仿真设计、验证
仿真设计:创建一个Smart组件输入Di1信号,用Di1信号模拟外部打磨启动信号,来执行Smart组件的Rotator组件、Attach组件,达到打磨转头旋转打磨的视觉效果。再在工作站逻辑设计里面,将Smart组件输入Di1信号与机器人Do1信号关联起来,实现机器人信号Do1能够控制Smart组件输入Di1信号,从而控制打磨转头旋转动作的启动和停止。
验证:在示教器的程序中先设置pp指令移至Main后,再设置机器人启动方式为自动。在RobotStudio软件的仿真中点击播放,验证轨迹是否与设想的一致,针对仿真存在的问题,及时优化路径。
3 总结及展望
本设计是基于亚龙YL-1360A型工业机器人去毛刺系统控制打磨机器人工作站的编程仿真,从创建工作站,设置工具,Smart组件创建,创建工具坐标系,创建轨迹、编程,仿真设计、验证等方面入手,通过RobotStudio软件的Smart组件功能实现了工作站的打磨仿真,动画效果直观、逼真,不仅方便教学演示,还有利于程序的调试,对生产和教学都具有应用价值。
在工件打磨轨迹的规划设计中,针对工件不同的粗糙度、打磨量工艺要求,打磨转头的转速、进给速度、进给量、打磨角度也是不同的,可以根据现场情况及时调整进给量、进给速度、转头转速、打磨角度等参数,适当调整后再在RobotStudio软件上将运动轨迹用相应的程序编写出来,进一步降低实际调试过程中发生机器人碰撞以及轨迹中包含奇异点的可能性,优化路径,提高调试工作效率。
[参考文献]
[1] 郑明辉.基于RobotStudio的工业机器人焊接工作站仿真设计[J].现代信息科技,2020,4(23):118-121.
[2] 温涛.五金件砂带磨削机器人单元设计及程序复用技术研究[D].广州:广东工业大学,2016.
[3] 刘海龙,张蕾,吴海波.基于多工业机器人的轮毂打磨工作站系统[J].计算机与现代化,2020(9):118-121.
收稿日期:2021-10-20
作者简介:张滨涛(1994—),男,广东揭阳人,助理讲师,研究方向:工业机器人应用技术。
