纳秒激光干式除漆的试验研究
2022-01-11黄华栋丁倩倩赵永武
黄华栋,丁倩倩,董 瑞,卞 达,赵永武
(1.苏州工业职业技术学院,江苏 苏州 215104;2.江南大学机械工程学院,江苏 无锡 214122)
1 引 言
钢结构桥梁由于其自身重量轻、工期短等特点[1],在我国桥梁建设中占据重要的地位。钢结构桥梁一般建在江河、海洋和工业密集的地方,长时间服役时必然会有锈蚀产生,导致钢结构原有的力学性能受到极大损伤。钢结构桥梁防氧化生锈采用的最主要的方式是喷涂漆层[2],当漆层过期时将旧漆层彻底清除并喷涂新漆层。
在清除旧漆层时,主要使用的方法有酸洗、喷砂打磨等[3]。酸洗是采用化学试剂的方法,极易对环境造成污染;喷砂或钢刷打磨等传统方式存在很多弊病,如:效率低,角落难处理等。如果一个大型的钢结构大桥全部使用手工打磨的方法,则养护一次至少需要30年。目前对钢结构桥梁去除旧涂层的方法都不是很理想,所以急需一种安全绿色环保的新方法来解决钢结构在去除老旧漆层上的问题。
激光被誉为20世纪四大发明之一,在很多方面均表现出优异的性能。随着对激光技术研究的加深,激光技术已经开始应用在工业清洗上。2009年,美国学者Aniruddha Kumar[4]等人使用光纤激光器对Ti-3Al-2.5V合金管进行表面处理,得到了清洗阈值和损伤阈值参数。2013年,华中科技大学武汉光电国家实验室邱兆飚[5]等人采用1.06 μm的脉冲激光进行了除漆工艺研究,研究结果表明:船用钢板经激光除漆后,表面耐腐蚀性能有显著提升,再次生漆时间约为手工打磨的2~3倍。2016年,上海船舶工艺研究所刘洪伟[6]等人通过点激光试验,得到以下结果:当激光能量密度达到0.5~5.0 J/mm2时,可以将表面漆蚀完全去除,清洁度符合Sa 1/2级标准。2018年,马来西亚学者Mohammad Khairul Azhar Abdul Razab[7]研究表明Nd∶YAG激光清洗技术可以在不使用化学产品的情况下去除涂层,并防止金属基材表面出现缺陷。2019年,希腊学者J.S.Pozo-Antonio[8]等人使用双波长Q开关Nd∶YAG激光清洁花岗岩上富含石膏的黑壳,在预湿润的表面上用1064 nm和355 nm波长激光施加0.3 J/cm2的能量可获得最佳结果。
相较于传统清洗工艺,激光清洗技术有着诸多优点,如清洗彻底、工作过程中不需要化学添加剂、不会对环境造成污染且能清洗传统工艺难以清洗的偏僻角落等。
2 激光除漆的机理
激光除漆实际上就是利用激光与漆层和基底的相互作用克服漆层与金属基底的粘附力或直接将漆层气化实现去除的过程[9]。激光除漆主要作用机理包括振动效应和烧蚀效应,其中振动效应是指当激光照射时,漆层和基底分别吸收部分激光能量使漆层和基底的温度升高并在激光脉冲结束时降温,短时间内迅速的热膨胀和冷却收缩会导致漆层和基底的结合处产生应力振动来克服粘附力,使漆层脱离基底的现象;烧蚀效应是指当漆层吸收的激光能量较多时,漆层的温度升高超过气化温度后,漆层会被气化去除的现象。
在激光清洗的过程中,漆层在激光能量的作用下,瞬间产生热量,温度急剧上升。假设样品在笛卡尔坐标系中,则激光辐射在漆层表面时的热传导方程为[10]:
(1)
式中,ρ,c,k分别为漆的密度、比热和热传导率;W(x,y,z,t)是漆层内的体热源函数。不同的油漆参数会有一些差异,影响除漆效果。
虽然这个能量不足以使漆层蒸发,但会引起基体和漆层之间产生热膨胀作用,使吸附的油漆微粒产生很大的加速度,脱离基体表面。整个过程是在极短的时间内累计完成的,由于吸收激光能量的是金属表面,则其表面的温升ΔT可用式(2)近似表示[11]:
ΔT=(1-R)F/(ρcμ)
(2)
式中,R为金属的激光反射率;ρ为金属密度;c为比热容;μ为基体在激光持续时间τ内的热扩散距离;F为单位面积入射的激光能量。
由表面温升ΔT引起的基体线膨胀H为[12]:
H≈αμΔT=(1-R)Fα/(ρc)
(3)
式中,α为热膨胀系数。
护理临床实习是护理教育的重要环节,其质量高低直接关系着护理教育能否与临床工作顺利对接。护生实习阶段的真实体验是衡量临床护理教学质量的重要依据,可以为改进临床护理教学工作提供重要信息。为了解护生在临床实习中的体验、态度,部分学者采用质性研究方法对实习护生真实体验进行研究[1-27],但受研究目的、客观条件等限制,各研究内容存在差异,无法综合性地为护理教育者提供护生实习体验数据,本研究通过对当前相关质性研究成果整合分析,以期全面揭示我国实习护生的内心诉求,进而为护理教育者更好地开展临床教学工作提供参考。
取F=1 J/cm2,α=1×10-5K-1,ρ=3g/cm3,c=0.4 J/(g·K)。那么,H约为10-6cm量级。取τ=10 ns,就有:
α∝H/τ2∝1010cm/s2
(4)
由上式可知,激光清洗过程中产生的加速度远远超过重力加速度,能够使吸附微粒受到急剧加速从而脱离基体表面,其动力学过程如图1所示。

图1 干式激光清洗的动力学过程Fig.1 Kinetic process of dry laser cleaning
3 激光除漆的试验分析
3.1 试验设备
激光除漆技术是表面处理的一种新型清洗技术,不同的工艺参数对表面质量有不同的影响,因此除漆时必须选用合适的激光参数。本文通过试验探究了激光参数和表面质量之间的关系。在单因素试验的基础上,通过正交试验探究各因素对表面质量影响的大小,最终得到较佳除漆参数。
本文选用的纳秒激光设备如图2所示。激光清洗系统中采用的是SPI脉冲激光器,最大平均输出功率为100 W,最大单脉冲能量1 mJ,光斑直径20 μm,清洗方向为垂直入射。

图2 纳秒激光设备Fig.2 Nanosecond laser equipment
3.2 试验材料和观测设备
(1)试验材料
本文重点研究的对象为钢结构桥梁除漆养护,因此试验选用的是Q345合金钢,是钢结构桥段所采用的钢材。Q345合金钢具有良好的力学性能,易于切削及焊接,如图3所示。
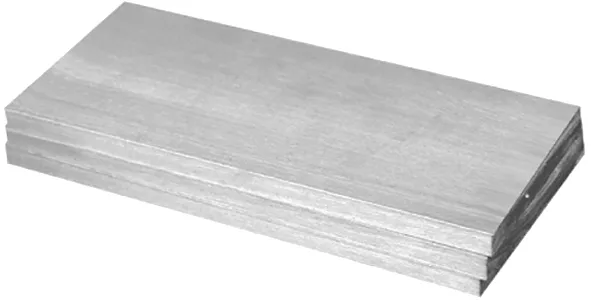
图3 实验材料Fig.3 Experimental materials
在测量试验中主要采用X射线能量散射谱仪、扫描电子显微镜及粗糙度仪,用于测量除漆区域的元素重量百分比、表面形貌及表面粗糙度,检测设备如图4所示。

图4 检测设备Fig.4 Testing Equipment
3.3 试验方案
为了进一步探讨激光对除漆后表面质量的影响,本文主要选择激光功率、频率、振镜扫描速度和扫描次数等工艺参数,探究激光参数变化和表面质量之间的关系。在保证除漆质量的前提下,同时也要考虑除漆的效率。基于之前的试验研究,激光脉宽设置为280 ns,此时激光能量输出较高,钢材除漆采用尺寸为20 mm×20 mm,间距为20 μm弓字交叉的扫描图形进行除漆加工,如图5所示。
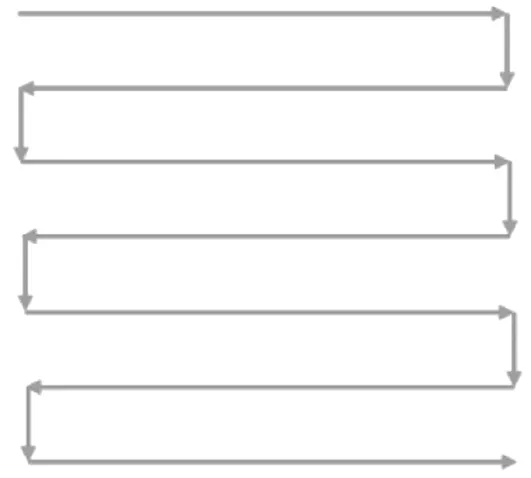
图5 弓字填充图形Fig.5 Bow character fill graphics
本文重点研究的激光工艺参数是功率、扫描速度、频率和扫描次数。为了试验的高效性,每个因素取3个水平因子。在单因素试验研究的基础上,确定激光除漆正交试验的参数选择[13],如表1所示。

表1 因素水平表Tab.1 Factor level table
(1)正交试验方案设计
本次试验中四个因素均取3个水平因子,根据L9(34)正交试验表设计正交试验,除漆后表面漆层残留及粗糙度是检测激光除漆是否符合除漆标准的一个重要因素,因此以Fe元素重量百分比和表面粗糙度作为除漆质量的检测标准,用于优化试验参数。试验要素安排及结果见表2,极差分析结果如表3所示。正交试验的试验结果如图5、6所示。

表2 正交试验要素安排及结果Tab.2 Orthogonal test element arrangement and results
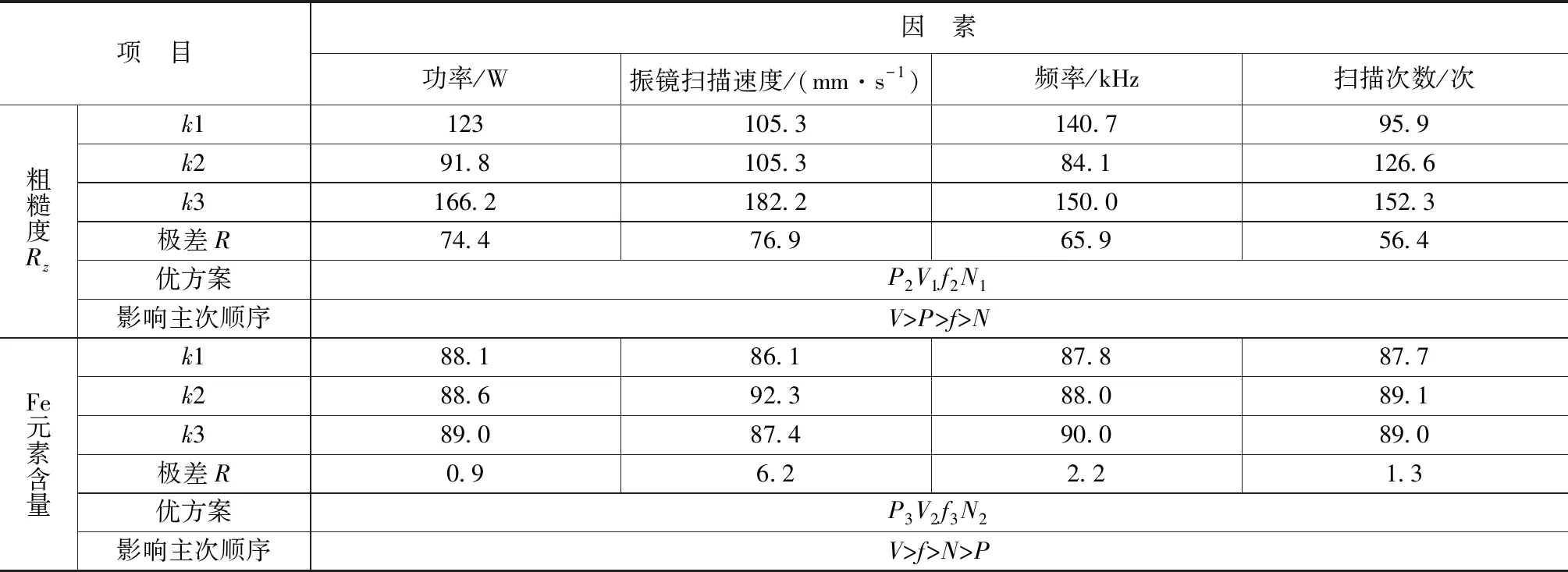
表3 极差分析结果Tab.3 Range analysis results
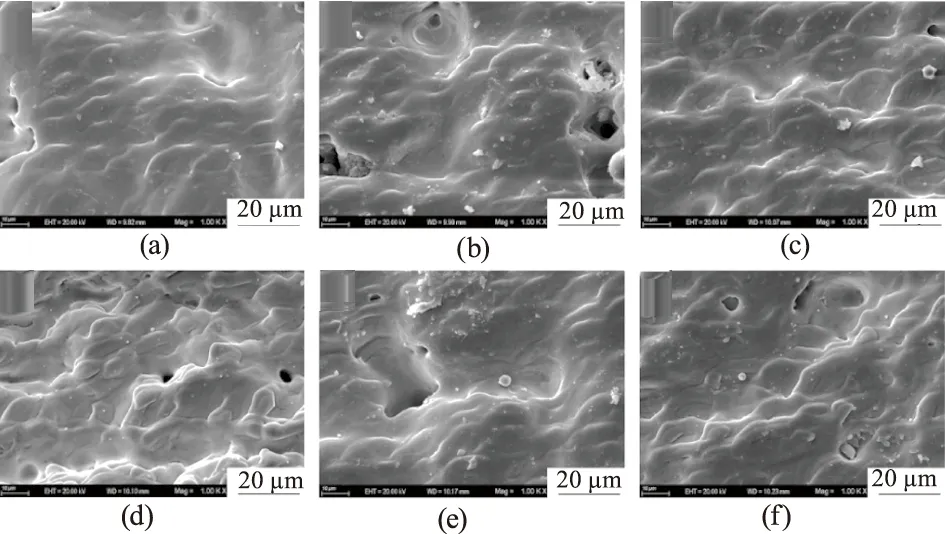
图5 正交实验样品微观形貌Fig.5 Orthogonal experimental sample microscopic morphology
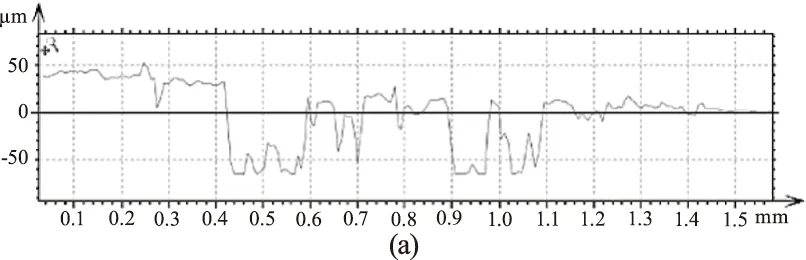
图6 正交实验样品粗糙度Fig.6 Orthogonal experiment sample roughness
(2)正交试验分析
激光除漆后基体表面的Fe元素重量百分比和表面粗糙度这两个指标具有不相关性,随不同工艺参数的变化规律各异,不能同时使两者达到最优,因此只能在两者之间寻找平衡,使两者同时达到较优,即将表面漆层完全去除后,表面粗糙度Rz在25~100 μm之间。根据表3的极差结果分析,分别分析激光工艺参数对Fe元素重量百分比和表面粗糙度的影响大小。首先比较各因素对Fe元素重量百分比的极差值R,可以看出四个因素对这一指标的影响次序为:V>f>N>P,即振镜扫描速度占的权重最大,功率影响最小。由于要求是在去除漆层的前提下,Fe元素重量百分比越高越好,因此在Fe元素重量百分比指标下产生最优的条件为:P3V2f3N2。紧接着分析激光各参数对表面粗糙度这一指标的极差值R,可以得到各参数的影响次序为:V>P>f>N,也就是振镜扫描速度对表面粗糙度的影响最大,扫描次数最小。由于要保证除漆后表面粗糙度值Rz在一定范围内,以保证再次喷涂涂层的贴合力,因此产生最优的条件为:P2V1f2N1。
综合考虑二者指标,选出符合除漆标准的最佳工艺参数[12]:
(1)P:功率对Fe元素重量百分比和表面粗糙度的影响分别排在第四位和第二位。当功率取70 W和75 W时,均可将漆层去除,且表面氧化程度较低,此时应该充分考虑表面粗糙度这一指标,故功率选择70 W。
(2)V:振镜扫描速度对Fe元素重量百分比和表面粗糙度的影响均排在第一位。当振镜扫描速度取1000 mm/s、1100 mm/s时,漆层均可去除,但当振镜扫描速度取1000 mm/s时,此时基体表面氧化情况大于1100 mm/s,且清洗效率略低,故振镜扫描速度取1100 mm/s。
(3)f:频率对Fe元素重量百分比和表面粗糙度的影响分别排在第二位和第三位。当因素C取70 kHz和80 kHz时,漆层均可去除,但当频率取64 kHz时,Fe元素重量百分比和表面粗糙度效果更好一些,故频率选择80 kHz。
(4)N:扫描次数对Fe元素重量百分比和表面粗糙度的影响分别排在第三位和第四位。考虑到表面氧化程度及除漆效率,故扫描次数选择2次。
综合考虑二者指标,从矛盾中寻找平衡,得到了满足工业除漆要求的最佳激光除漆参数:功率取70 W,振镜扫描速度取1100 mm/s,激光频率取80 kHz,扫描次数取2次。
3.4 试验分析
用优化后的参数对漆层进行去除试验,通过SEM及EDS测量激光清洗区域的Fe含量,可以看出,Fe含量达到了93.2 %(如图7所示),说明基体表面基本已无漆层残留,除漆效果良好。

图7 Fe元素重量百分比Fig.7 Fe element weight percentage
使用粗糙度仪测量除漆区域的表面粗糙度,如图8所示。可以看出,除漆后表面粗糙度值主要集中在50~100 μm之间,符合喷涂的预处理标准。

图8 表面粗糙度Fig.8 Surface roughness
4 结 论
本文对纳秒激光去除漆层进行了参数研究,主要利用正交试验法,对功率、频率、振镜扫描速度及扫描次数进行分析,得出了在预设参数范围内振镜扫描速度的变化对Fe元素重量百分比和表面粗糙度的影响最为显著。并确定了较佳的除漆参数为功率70 W,振镜扫描速度1100 mm/s,激光频率80 kHz,扫描次数2次,得到了粗糙度在50~100 μm之间且无漆层残留的加工效果。