新型旋浮吹炼炉的设计及应用
2022-01-10李栋
李 栋
(中国恩菲工程技术有限公司,北京 100038)
0 引言
2015年投产的河南中原黄金冶炼厂整体搬迁升级改造工程,以铜作为载体富集金、银等贵金属,即冶炼常说的“造锍捕金”,设计年处理含铜及贵金属原料150万t,分两期实现,其火法冶炼工艺创新性地选择了底吹熔炼、旋浮吹炼、回转阳极精炼的组合形式,其中旋浮吹炼系因采用了祥光铜业的“旋浮吹炼喷嘴”[1]及工艺包而得名。旋浮吹炼技术的核心设备是一台“旋浮吹炼炉”及“旋浮吹炼喷嘴”,经详细计算及模拟,旋浮吹炼炉核心部件反应塔的设计规格为Φ4.5 m×6.2 m。经过近70年的传承与沉淀,中国恩菲在有色冶金炉的设计方面享誉海内外,业主方为了使该技术能够一次性地成功投用,选择了“旋浮吹炼喷嘴”的拥有者——祥光铜业和有色冶金炉设计的强者——中国恩菲,共同完成该项目的设计。旋浮吹炼炉炉体由中国恩菲进行设计,针对该冶炼技术的特点,中国恩菲结合铜冶炼技术与装备的前沿发展,基于自身对冶金炉的技术沉淀和拥有的核心专长,优化、创新设计了该项目的旋浮吹炼炉。本文介绍了旋浮吹炼炉的设计特点,以及旋浮吹炼炉的生产应用情况。
1 旋浮吹炼炉设计
1.1 旋浮吹炼工艺
Φ4.5 m×6.2 m旋浮吹炼炉用于将前段底吹熔炼炉产出的高品位铜锍吹炼成粗铜。旋浮吹炼炉由反应塔、沉淀池和上升烟道组成。磨碎烘干后的铜锍及造渣熔剂通过安装在反应塔顶的旋浮吹炼喷嘴喷入反应塔中,在鼓入富氧空气的脉动旋流作用下,物料和富氧空气在高温反应塔内充分混合,多次碰撞发生快速剧烈的反应,生成金属铜及氧化铁、磁性铁、氧化亚铜等[2]。落入沉淀池内通过交互反应,完成造渣、造铜并澄清分离;粗铜由铜口放入阳极炉精炼;炉渣由渣口放出,粒化后再返回底吹熔炼炉。烟气经上升烟道进入余热锅炉回收余热,经降温除尘后送制酸系统。
粗铜为液态金属,粘度小、具有渗透性强的特点。吹炼采用了铁酸钙、铁酸铜渣型,该渣型的特点是对镁质耐火材料具有很强的腐蚀性,在过热温度较高时,炉渣粘度大幅度降低,极易发生渗漏。
1.2 旋浮吹炼炉设计难点
(1)解决反应塔持续高温、高热强度及炉渣对耐火材料冲刷侵蚀的问题。
(2)解决反应塔下部的沉淀池由于交互反应,耐火材料寿命短的问题。
(3)炉体结构上要解决防止粗铜渗漏的问题。
因此炉体的设计必须能适应它的工作条件,满足冶炼工艺的要求,才能够安全生产,长周期连续运行。
1.3 旋浮吹炼炉的设计特点
图1为Φ4.5 m×6.2 m旋浮吹炼炉简图;图2为Φ4.5 m×6.2 m旋浮吹炼炉三维图。Φ4.5 m×6.2 m旋浮吹炼炉炉体具有如下显著特点。
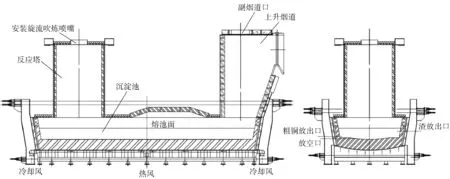
图1 Φ4.5 m×6.2 m旋浮吹炼炉简图
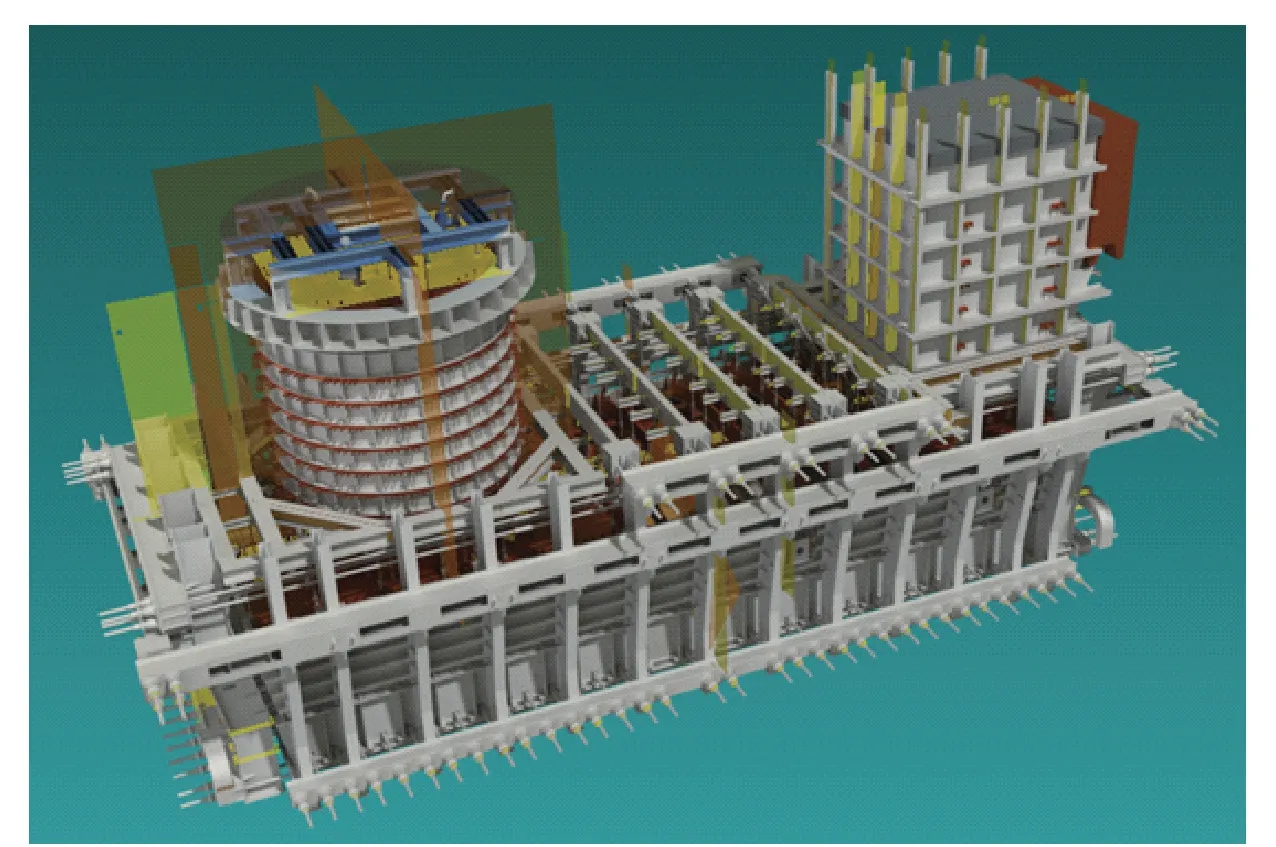
图2 Φ4.5 m×6.2 m旋浮吹炼炉三维图
1.3.1 反应塔
吹炼过程的主要反应都在反应塔内进行。由于采用了旋浮喷嘴,物料与富氧空气的混合更为迅速、均匀,反应塔内温度高且分布均匀、整体热强度大,再加上炉料和气流冲刷,为保证其寿命,除采用优质镁铬砖砌筑外,反应塔还采用了特殊设计的全水套包覆结构。
反应塔为竖式圆筒形,内径4.5 m,内高6.2 m。反应塔顶设置吊挂镶砖铜水套,水套内面带楔形槽,楔形槽内镶挂耐火砖,加大冷却强度的同时,解决了吊挂砖钩容易被漏料腐蚀的问题。塔身最上部设置有特殊设计的倒T形水套,解决了通常此处冷却强度不够的难题。塔身中上部为多层环形结构联接而成,每层有独立的特殊设计的“E”形铜水套,这些水套共用整体的支撑钢结构,“E”形水套齿内镶砌耐火砖,冷却效果更为立体。反应塔下部是冲刷最为严重的区域,采用高度约1.8 m的吊挂齿形水套,齿形水套齿内镶砌耐火砖,受烟气冲刷的半圈齿形水套在下部表面喷涂了耐磨、耐高温合金,增加了此区域齿形水套的抗冲刷磨损的能力。反应塔所有冷却水套固定结构牢靠、不易变形。
反应塔在确定了整体水套方案的前提下,通过模拟分析计算,以上所有的水套应采用热导率高的纯铜水套,反应塔水套形状复杂,考虑实用以及经济性因素,最终设计采用纯铜铸造水套。
全水套反应塔的创新设计以及这些新型水冷元件的开发,提高了冷却效果,保证了炉衬的寿命,能够满足旋浮吹炼技术强化冶炼的要求。
反应塔采用单独支撑结构,支撑结构位于塔身上部,独立于炉体的其它结构,塔身处于悬吊状态,一方面可以向下自由膨胀,同时吸收安装偏差;另一方面旋浮喷嘴产生的动载荷由反应塔支撑单独吸收,不会传递给炉体的其它部分。
1.3.2 上升烟道结构
上升烟道为长方形结构,由两侧墙、端墙、喉口部斜墙、上升烟道顶和出烟口装置构成。长方形的断面结构,一方面砌筑施工方便,另一方面清理粘结比较容易。
上升烟道采用上部独立悬吊的结构形式,整个上升烟道重量由吊杆吊在承重梁上。与整体配置相结合,烟道的出口方向与整个炉体烟气的走向一致,保证烟气流通顺畅,能够缓解烟气的冲刷。
两侧墙、端墙下部是齿形水套,用以抵抗烟气进入上升烟道时的冲刷,上部设有若干层平水套,在冷却墙砖的同时还能起到一定的托砖作用。
上升烟道顶为耐火浇注料整体浇注结构,采用钢板夹持铜水套梁做骨架,整浇上升烟道顶,对烟气的密封性比吊挂砖结构大大增强。同时特殊的烟道顶结构设计使得烟道顶只能背向出烟口侧膨胀,不会对余热锅炉侧产生影响。
上升烟道的出烟口装置由门形水套、人字形水套和1块盖板水套以及其固定装置构成,水套本身经特殊设计,冷却效果好,结构简单可靠,寿命长,易于维护,方便清理出烟口附近的粘结物。岀烟口水套要承受烟气、烟尘的冲刷,要经受经常清理粘结物的机械冲击,工作条件十分恶劣,所以除采用了合理的结构设计以外,还选择了致密度更高、强度和韧性更好、更耐冲刷的轧制紫铜板钻孔水套。
考虑到检修、维护,上升烟道顶设计了副烟道,侧墙则设计了若干人孔门和观察孔,观察孔还可以作为清理结焦的燃烧器孔使用。
1.3.3 沉淀池
沉淀池渣线长度~19 m,渣线宽度~5.5 m,熔池深度0.95 m,上部炉膛高度0.9 m,炉底厚度0.76 m。沉淀池采用了整体弹性骨架结合倒梯形斜炉墙的结构。
沉淀池炉墙仍采用向外倾斜10度的斜炉墙,这种结构稳定,有利于砖体的膨胀,解决了直墙炉衬向内倾倒、炉衬贴不紧冷却元件影响水套冷却效果这两个关键问题,使炉衬寿命大大延长。炉体骨架的整体弹性结构,可保持炉体各阶段耐火材料衬里在横竖方向的压力,确保耐火砖之间接缝紧密,从而最大限度减少了熔体的浸入,保证了炉体的完整性,有效延长了炉体使用寿命[3-5]。
(1)骨架结构
整体弹性骨架结构由底梁、立柱、上下夹持梁、拉杆、弹簧组成,下层底梁和上层弧形底梁只承受沉淀池及熔体的重量,单独设计直通的纵向拉杆和横向拉杆,承受炉体的夹紧力。拉杆通过整根的夹持梁夹紧立柱,夹持梁达到了平衡和保持炉体同步膨胀的作用。在开炉和运行过程中,通过计算对弹簧进行调节,保证骨架对砖体的夹紧力在合理的范围内,既能保证砖体的均匀挤紧状态,又能保证砖体不会受力过大,控制炉体能够均匀膨胀。上下夹持梁、底梁和拉杆之间分工明确、功能不重叠。
整体弹性骨架中的关键部件是弹簧,所有弹簧均采用特殊设计的截锥蜗卷弹簧,具有特殊的性能曲线,可满足炉体夹紧力及夹紧力计量要求。
(2)水冷结构
沉淀池用于承载反应塔落下的熔体,进一步完成反应并沉降分离熔体。沉淀池炉墙容易受高温熔体的冲刷腐蚀,尤其是反应塔下方的沉淀池侧墙和端墙则更为严重,因此在炉墙渣线以上全部采用特殊设计的“E”水套冷却,“E”形水套不仅冷却强度大,而且可承托砖体,即使在耐火砖因冲刷腐蚀严重而全部脱落的情况下,也可以靠E形水套齿间的挂渣来保护炉体结构,维持炉体的正常生产。
渣线及以下熔池部分,由于粗铜容易与纯铜水套起化学反应,因此整圈采用铜钢复合水套冷却,铜钢复合水套由2层钢板、1层铜板复合而成,靠炉内侧为耐热不锈钢,中间为铜板,靠炉壳侧为普碳钢,铣出的水路朝向炉外。图3为该水套的实物照片。铜钢复合水套靠炉内侧的耐热不锈钢层可以有效地抵御渗透到此的粗铜侵蚀,并使其凝固。铜钢复合水套紧贴炉壳,向下延伸到炉底板并直接由炉底板支撑,不仅冷却了炉底工作层砖,还冷却了炉底安全层砖,确保了拱脚薄弱环节的安全。铜钢复合水套互相之间采用了凹凸榫卯的搭接设计,避免了由水套之间预留安装间隙所带来的熔体渗漏的隐患,实现了对熔池区域炉墙耐火砖的全冷却保护;同时,水套的搭接设计考虑了立水套安装及拆卸的便利性。
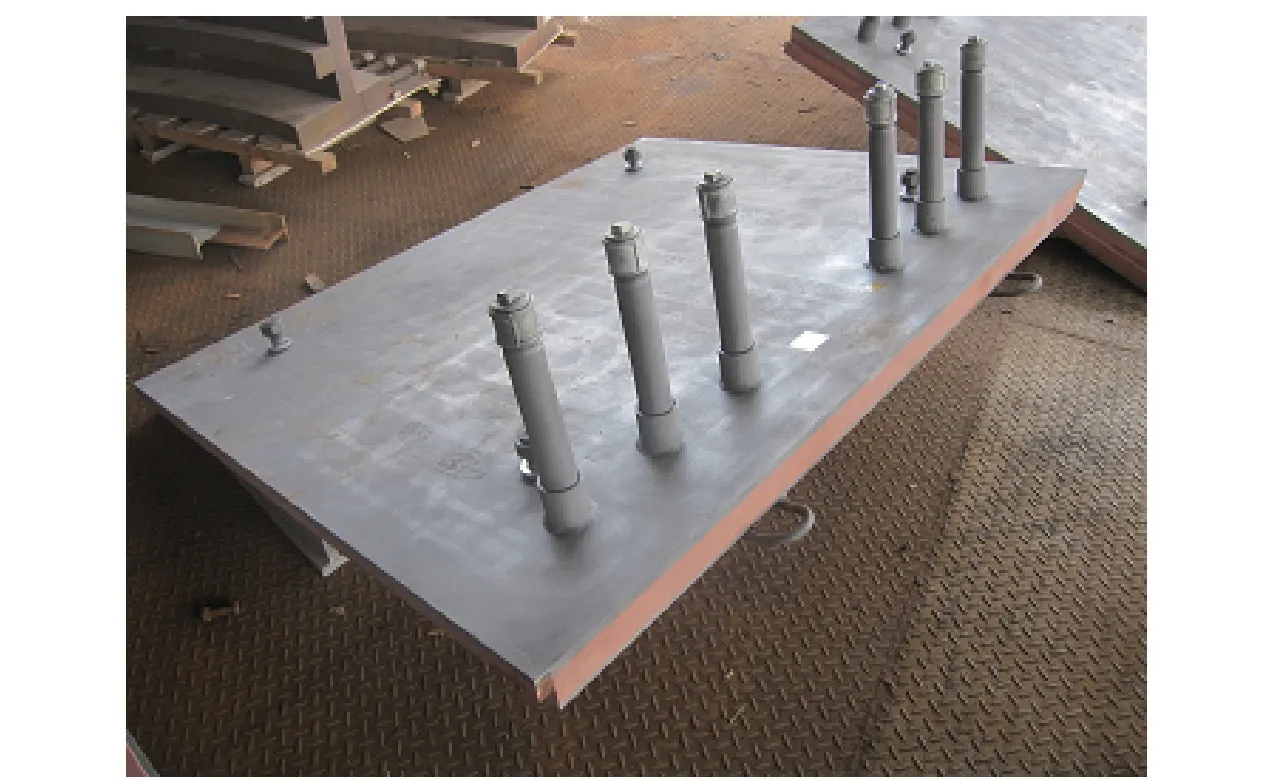
图3 铜钢复合水套实物照片
铜钢复合水套,其铜和钢的复合面采用的是爆破复合技术,复合后交界面呈现相互咬合的锯齿状,结合强度高,且结合异常紧密,所以铜钢复合水套的导热性能和机械强度均远远优于镶嵌式铜钢水套。镶嵌式铜钢水套为铜水套热面开槽,将加工好的不锈钢条插入槽内,由于加工预留间隙的存在,这种水套铜钢结合疏松、冷却效果差、安全性能差、使用寿命短。
在反应塔和上升烟道之间的沉淀池炉顶采用了拱顶结构,拱顶间隔布置吊挂铜水套梁,水套梁之间是吊挂砖,吊挂铜水套起冷却吊挂砖的作用,冷却强度好,并防止砖的轴向移动。从反应塔过来的烟气流至拱顶时,由于截面积的增大会有一定的减速,这有利于烟尘的降低,同时拱顶对于烟气的密封性来说也比较好。沉淀池炉顶中,反应塔周围和上升烟道周围设置了一定的平顶区域,采用吊挂镶砖铜水套,楔形槽内镶挂耐火砖,以防止烟气对这两个区域的冲刷而损坏。
(3)炉底冷却
为了防止粗铜渗漏,弧形的炉底板下利用与上层底梁之间的间隙设计了通风夹套,采用了强制鼓风冷却。
设3台额定风量为8万m3/h的鼓风机,两开一备,对炉底强制鼓风冷却。实践证明,相对于吸风冷却来说,鼓风冷却效率高、风道不积灰、稳定性好、安全性高。
1.3.4 冷却水系统
为满足强化冶炼的工艺要求,旋浮吹炼炉炉体设计了大量的水套,铜水套共362块,进出水点约472个。水套的大量使用,潜藏有断水、漏水,甚至发生重大事故的危险,所以必须配套可靠完整的供水、检测和监控系统。
为保证供水安全,设置了两套独立的供水系统,但共用同一回水系统,两系统冷水泵互为备用。炉体排出的冷却回水自流到热水池,经热水泵加压送到冷却塔进行冷却。冷水自流到冷水池,经冷水泵加压到主厂房屋顶保安水箱,由保安水箱自流供给各炉体水套使用。保安水箱可存储约10 min的炉体保安水量。同样为保证炉体供水安全,设冷、热水柴油机保安水泵各2台,事故时可保证炉体80%的循环用水量。
铜水套的出水管路设有水温检测,通过检测出水温度的变化,可了解该区域冷却强度的变化,进而判断耐火材料的侵蚀情况,在必要时发出报警信号。
1.3.5 耐火材料
旋浮吹炼炉砖体由RHI设计,ENFI转化。耐材进口部分主要包括:炉底工作层、四面炉墙、反应塔筒身,其他部分全部采用国产砖。
1.3.6 其他技术
旋浮吹炼炉炉体设计中还采用了一些加强对炉体的膨胀和受力进行监控的自动化检测技术。
(1)在炉体周围安装了能够连续检测炉体膨胀的仪器,实现了在线监控,大大降低了人工测量炉体膨胀的工作量和误差,提高了数据的及时性和准确性;
(2)对部分弹簧加装长度检测显示器,减少了开炉初期频繁调整弹簧阶段人工测量的工作强度和误差。
2 旋浮吹炼炉投产运行情况
2.1 首炉期运行情况
2015年7月15 日旋浮吹炼炉开始烘炉,8月22日投料,次日顺利产出吹炼渣和粗铜,并于当日达到冰铜投料量45 t/h的设计指标。2017年10月二期工程开始,设计冰铜投料量为75 t/h。旋浮吹炼炉首炉期运行了26个月,因二期工程对接主动停炉检修。
检修时发现,反应塔内部的砖体虽然已经所剩无几,但是挂渣层非常稳定,并且所有的水套也完好无损。因此决定,本次检修不更换反应塔内部的任何耐火材料。沉淀池炉体膨胀控制良好,炉体横向两侧合计膨胀~20 mm,炉体纵向两端合计膨胀~40 mm。若非粗铜口配置的调整需要,炉底工作层砖甚至都可以不更换。图4为检修时拍摄的吹炼炉炉体挂渣照片和反应塔周边炉顶燕尾槽水套挂渣照片,显示炉衬侵蚀平衡,挂渣稳定。
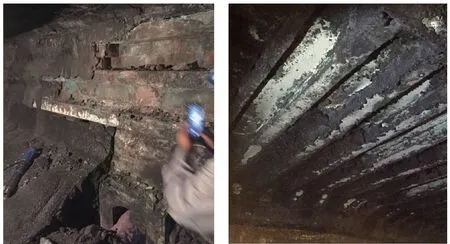
图4 检修时拍摄的吹炼炉炉体挂渣照片和反应塔周边炉顶燕尾槽水套挂渣照片
2.2 第二炉期运行情况
停炉检修期间对旋浮吹炼炉炉体结构的改动不多,主要有如下几点:
(1)1#放铜口放弃使用;
(2)2#放铜口改为放空口;
(3)3#、4#、6#、7#放铜口高度降低100 mm;
(4)5#放空口改为正常放铜口,与3#、4#、6#、7#高度相同;
(5)在上升烟道端墙上新增一个8#放铜口,与3#、4#、6#、7#高度相同。
二期工程投入运行之后,旋浮吹炼炉也同时进入了第二炉期,至今又安全、稳定运行超过三年,冰铜处理量稳定维持在~75 t/h。表1为旋浮吹炼炉一期与二期的典型运行数据。
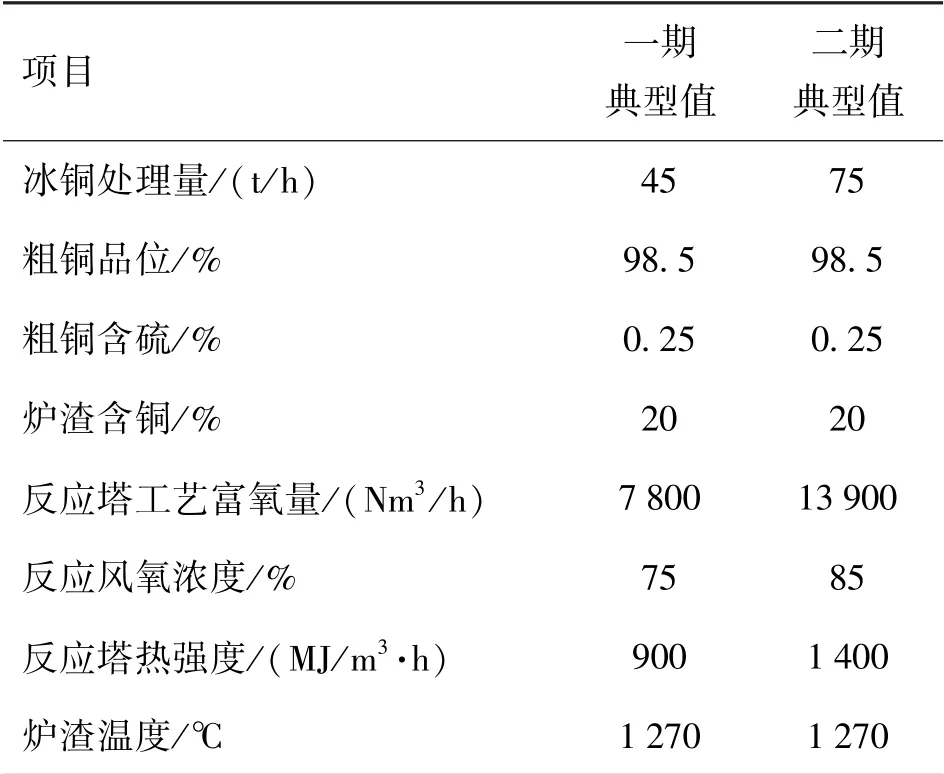
表1 旋浮吹炼炉一期与二期的典型运行数据
3 总结
旋浮吹炼炉是中国恩菲总结综合几十年大型冶金炉设计经验基础上进行创新设计的一台冶金炉,这台吹炼炉也是国内首座采用国内技术、完全自主设计、全部国内制造的旋浮吹炼炉,具有结构合理、布置紧凑、操作方便、维护量小、作业率高等优点,应用先进的整体弹性结构和合理的水冷技术,加上相匹配的砖体,完全适应了旋浮吹炼工艺的特点,成为安全、稳定、高效、长寿的吹炼炉。
对旋浮吹炼炉设计成功点归纳如下:
(1)反应塔是旋浮吹炼炉最为关键的部件,也是旋浮吹炼炉的标志性部件,从开炉至今已经满五年时间,反应塔一直在安全稳定地运行着。实践证明,全水套包覆反应塔的设计是非常成功的,确保了反应塔的寿命,是旋浮吹炼炉设计的主要成功点之一。
(2)整体弹性骨架结构合理,保证了炉体各部位的夹紧力,使得炉体膨胀均匀、可控,确保了炉寿命,是旋浮吹炼炉设计的主要成功点之二。
(3)炉底两台额定风量为8万m3/h的鼓风机,开炉初期的频率只需开到15 Hz,即可满足炉底冷却的需要,冷却风温升~90℃,炉底板控制最高温度~240℃。实践证明,相对于吸风冷却来说,炉底鼓风冷却结构设计合理,冷却效率高,炉底温度稳定、可控,确保了炉底寿命,是旋浮吹炼炉设计的主要成功点之三。
旋浮吹炼炉的设计成功,使得该炉顺利建成并一次投产成功,顺利达产甚至超产,运行安全、稳定且长寿,为企业带来了巨大的经济效益和社会效益。实践证明,该旋浮吹炼炉的设计是成功的。
