行车无人化技术在山钢日照公司的发展与应用
2022-01-08白旭聪殷世宏
白旭聪,殷世宏
(山东钢铁集团日照有限公司,山东 日照 276800)
1 前言
智能制造是基于新一代信息通信技术与先进制造技术深度融合,贯穿于设计、生产、管理、服务等制造活动的各个环节,具有自感知、自学习、自决策、自执行、自适应等功能的新型生产方式[1]。根据行业的特点与业务的需求,准确地找到智能制造在中国钢铁工业中的应用场景,使智能制造在中国钢铁行业中体现出价值[2],是当前智能制造在钢铁行业的探索目标。目前行车无人化已成为钢铁企业智能制造的重要手段之一。自2000年左右韩国浦项制铁首次上线无人行车以来,陆续升级了上百余套无人行车。宝武集团、首钢、山钢等企业也相继进行了行车的无人化升级。本文将介绍山东钢铁集团日照有限公司(以下简称日照公司)对行车无人化技术的应用情况。
2 行车无人化技术应用情况
工业化的发展离不开信息化的支撑,两化深度融合是保障工艺控制先进水平及运行管理高效的关键。因此,日照公司成立初期即确立了发展智能化产业园区的目标,在提高劳动生产率和管理水平,满足生产控制精度需求等目标的基础上,探索并尝试进一步与人工智能技术相融合,逐步提升公司的智能化水平,从而实现多方向、多维度的突破。
随着生产节奏的不断加快,对现场行车设备的运行效率提出了更高的要求,有人行车逐渐不能适应生产的需求。日照公司结合当前钢铁行业的发展趋势,实施行车无人化技术,在当前日照公司信息化系统的多层架构下,从单个库区进行试点,逐步推动周围库区的行车无人化升级。目前,日照公司已于冷轧厂轧后库与酸洗成品库推行无人行车2 a有余,行车24 h进行全自动无人化作业,显著提高了生产效率,真正达成了减员增效的效果。
3 关键技术
随着行车自动化技术的不断发展,第三代行车技术逐渐成熟,相较前一代行车技术,其对信息采集的自动化要求更高。行车无人化技术利用行车定位系统自动完成行车位置信息采集;通过检测主钩位置和重量等信息,自动判断行车的位置以及吊放卷状态;自动将行车定位、吊卷判断、行车状态、行车执行等信息发送给库区管理系统。库区管理系统按照规则并配合现场需求下达吊运指令,行车按照指令自动进行吊运工作,行车定位系统实时反馈位置信息,同时车载终端将操作执行结果返回库区管理系统,从而实现了信息流转。
作为智能制造在日照公司的先行探索项目,需要解决和克服很多关键技术问题,下面介绍3项为无人行车系统打下坚实基础的关键技术。
3.1 装卸车之钢卷扫描
钢卷的装卸车运输是无人行车作业的一个重要环节,在行车作业从有人向无人的转变中,如何识别钢卷的规格成为其关键环节。行车三轴定位是指无人行车系统中的大车、小车和主钩相互配合,能够准确识别鞍座位置并自动运行到目标位置执行取卷或放卷操作[3]。日照公司两库区的无人行车采用了三轴联合定位鞍座,以三维成像的技术进行钢卷扫描,将所得数据经预处理、分块、特征提取等流程,从而计算出钢卷的规格。
如图1所示,将社会车辆停泊的区域设定为扫描区域,扫描区域的两边分别平行于行车大车、小车的行驶方向,并且社会车辆停靠方向与扫描区域边界平行。云台驱动激光扫描仪安装在扫描区域上方,其扫描平面垂直于行车小车运行方向。将云台起始旋转角度定位到扫描起始点S,沿E 方向旋转云台,激光扫描面从起点S 出发向终点E 行驶过程中实时扫描整个区域,得到由n个点组成的三维点云数据,将点云数据统一到行车坐标系OXcYcZc。
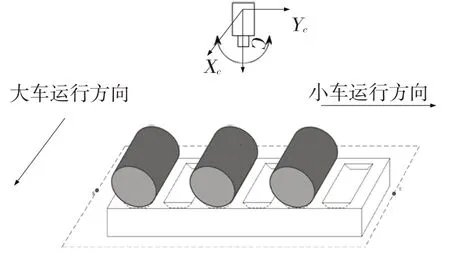
图1 钢卷扫描演示
在基于激光扫描的目标识别与提取的过程中,通过数据预处理之后,根据不同的应用计算场景需要将三维点云数据进行分块,划分成具有不同曲面片的数据子集,具体针对不同场景进行数据分块。如图2 所示,X、Y向平面截取,对扫描仪旋转过程中的扫描平面中的数据点进行指定范围区间内的Z等高线截取。从每个扫描平面截取出的直线为等高直线,遍历所有直线。根据直线的相邻相接特征组合成若干等高平面,各个平面即为划分出的若干数据块,从而计算钢卷中心点X,Y值。同理,如图3所示,Y,Z向平面截取,对扫描仪旋转过程中的扫描平面中的数据点进行指定范围区间内的X等高线截取,从每个扫描平面截取出的直线为等X直线,遍历所有直线,根据直线的相邻相接特征组合成若干等X平面,各个平面即为划分出的若干数据块,以此计算钢卷中心点Y,Z值。
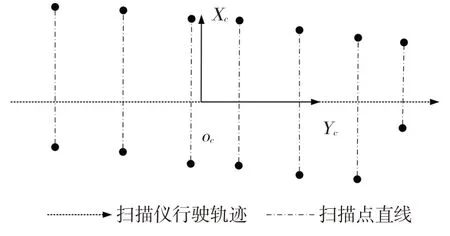
图2 钢卷x、y值遍历

图3 钢卷y、z值遍历
3.2 运行逻辑及防摇
控制吊具摇摆幅度,保证钢卷安全运输,是行车无人化的又一个难题。无人行车控制系统采用工业无线局域网通信技术进行数据交换与控制,采用感应无线编码电缆技术,检测库房天车地址,控制天车自动走行,系统自动形成计划及目标位置并发送给行车,行车上自动化控制系统进行吊装作业[4-5]。
行车的运行类似单摆运动。夹钳摆动是由于小车与夹钳通过柔性钢丝绳连接随大、小车的运动而产生。为了准确快速的把物料搬运到目标位置,通过控制行车的加减速度及速度,可减小夹钳的摆动角度,见图4。日照公司两库区的无人行车防摇控制采用闭环防摇的方式,变频器驱动电机牵引大、小车在轨道上运动,在对行车大、小车运行速度控制的基础上,通过增加对夹钳摆角的检测反馈,对设定的控制曲线进行补偿,从而实现平稳高速行走。防摇算法集成于电气舱内的防摇控制器上。

图4 行车运行示意图
在行车向目的位置运行时,通过格雷母线记录大小车的当前位置,然后根据目的位置和距离,以及行车的加速和减速距离,统筹计算这段运行区间中大小车的最高运行速度以及提前减速运行的位置,然后按照计算速度控制大车进行加速。当加速到指定速度时进行匀速运行;当到达减速位置时将大小车速度降低到对位速度(额定速度的5%);当距离目标位置约200 mm 时,将大车速度降低到额定速度的2%,直到距离目标位置100 mm时停止大车运行;当距离目标位置约100 mm时,将小车速度降低到额定速度的2%,直到距离目标位置50 mm时停止小车运行。这时利用行车的惯性,行车将准确的停止在目标位置,误差可以控制在±50 mm,防遥控制由防摇PLC控制完成。
3.3 安全联锁
为了保证库区的安全生产,日照公司的无人行车体系设立了健全的安全联锁与警示系统。
安全管理与警示系统主要用于库区围栏封闭区域的安全管理、地面人行通道的安全管理、车辆通道安全管理、地面设备联锁、禁驶区域管理。该系统采用主从站配置方式,主站位于电气室,采集库区封闭管理、地面人行通道管理和车辆通道管理、入口设备联锁信号等,检测安全门限位,并控制各指示灯,同时实现与各机组L1系统、库区L2和行车系统主机的通讯。
在这套安全体系下,人员进入封闭库区及行车的吊卸动作与存放钢卷的设备动作之间,建立了安全联锁关系,保障人员安全的同时,防止设备或钢卷的损伤。同时进入厂房的所有人员必须按照现场的绿色安全通道行走,并按照规定避让行车。为保证人员安全并给予及时的警示,行车运行路径与人员运行通道相交处设置了声光报警指示灯,当行车通过此处时,地面安装的声光报警指示灯报警警示,地面同行人员采取避让措施。
4 成效分析
当前,日照公司行车无人化技术已于冷轧厂轧后库与酸洗成品库投用近2 a,运行稳定,实现了库区内生产作业信息的一体化,建设了与其他各级信息化系统相联系的智能管控平台。
在行车无人化技术的加持下,库存实物与系统数据可实时更新、保持一致,大幅度提高了库区使用效率和管理效率;存放位置得到优化,增加了约25%的有效仓库面积,减少倒库操作;行车的运输路径得到优化,减少了钢卷吊运次数,提高了行车有效作业率,减少了行车的电力消耗;缩短了指令下达时间,提高了行车设备作业率,节省行车运行率约20%,汽车装运、卸载的等待时间平均减少了约30%;降低了因人工操作失误而导致的故障率,减少了人工成本。
