板坯Q235B低成本炼钢新工艺
2022-01-08供稿陈贵和CHENGuihe
供稿|陈贵和 / CHEN Gui-he
作者单位:福建三宝钢铁有限公司,福建 漳州 363000
内容导读成本控制是炼钢生产的关键指标。本文介绍了福建三宝钢铁为降低板坯Q235B生产成本,改变脱氧工艺路线,开发了板坯Q235B低成本炼钢生产新工艺。在出钢过程中使用合金脱氧,到吹氩站使用铝线进行二次脱氧,通过分步脱氧将出站[O]稳定控制在30×10−6~50×10−6,可有效解决连铸絮流问题且保证良好的产品质量。新工艺执行后,大幅度降低了生产成本,具有可观的经济效益。
在炼钢生产中为保证板坯产品质量避免因钢水的含氧量高而出现皮下气泡等缺陷[1-2],通常需要加入铝锭、硅铝钡钙等强脱氧剂来控制钢水的脱氧深度[3],不可避免地会出现Als及Al2O3等高熔点夹杂物浇注进入中包以后附着在塞棒、上水口以及下水口等位置。此类夹杂物附着以后难以再被冲刷进入钢水,当夹杂物聚集达到一定程度以后,即造成浇铸过程中的絮流现象[4]。絮流产生以后控流不稳,浇铸液面剧烈波动,极易造成卷渣,严重时甚至导致漏钢。受液面波动影响,连铸拉速短时间内大幅下降,造成铸坯出现接头及表面纵裂等缺陷,严重影响连铸生产顺行及铸坯质量控制。
为去除Al2O3等高熔点夹杂物,要求钢包顶渣具有较强的吸附能力,因此需要加入石灰、渣洗料、电石等进行炉外造渣[5]。虽然该工艺已相对成熟,但是在钢水不经过LF精炼的情况下,转炉工艺控制困难、劳动强度大、效果不稳定,造成连铸絮流严重、生产事故频繁、铸坯成材率低、表面缺陷多、中包时间短等问题,生产成本居高不下,严重制约企业的发展。
低成本炼钢新工艺
要解决炼钢成本居高不下的问题,重点要解决不经LF精炼的钢水絮流控制和铸坯质量控制的问题[6-7],而这两者都与钢水的脱氧深度息息相关。为控制钢水絮流,需尽可能减少Al的加入,杜绝钢水中Als的出现,这就要求钢水中[O]尽可能高。实践表明,当钢水中[O]>30×10−6时,钢水絮流基本得到控制,而当钢水中[O]超过50×10−6时,铸坯易出现皮下气泡,最终导致钢带表面纵裂和烂边等问题[8]。因此,如何将钢水中[O]稳定控制在30×10−6~50×10−6[9-10],是亟需攻克的难题。
成分设计
由于新工艺要求控制钢水中氧含量较高,因此在进行Q235B成分设计时,不仅要满足国标及轧钢性能要求,更重要的是在要考虑各成分对钢中CO平衡的影响。实践证明,Si元素对C-O平衡起到至关重要的作用,随着钢中Si含量的提高,允许钢中[O]含量随之提高。综合实践经验,制定Q235B成分如表1。

表1 Q235B化学成分要求(质量分数,%)
脱氧工艺
在出钢过程中加入铝锭、硅铝钡钙等强脱氧剂无疑能更好地降低钢中氧含量,但是受冶炼终点不稳定性影响,往往会出现脱氧剂加入过量的情况,最终导致钢水氧过低而造成连铸絮流。因此,为保证将钢水中[O]稳定控制在30×10−6~50×10−6,采用分步脱氧,即在出钢过程用合金预脱氧,钢水到氩站以后再用铝线精确控制出站氧含量。
出钢过程脱氧合金化
为精确控制到站钢水氧含量,实验使用合金(硅铁/硅锰)进行脱氧,即在出钢过程中不加任何铝锭、硅铝钡钙及其他脱氧剂,合金加入量如表2。
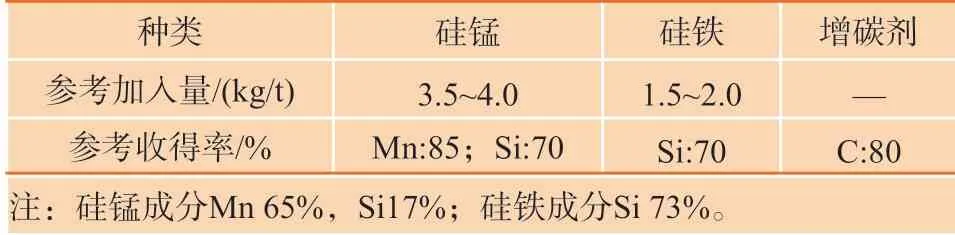
表2 合金加入量
跟踪统计200炉出钢过程纯合金脱氧实验数据,结果如表3。

表3 到站氧含量数据统计
从实验数据可以看出,当出钢碳含量一定时,钢水到站[O]相对稳定,在不同的出钢条件下,平均氧含量在68×10−6~104×10−6之间波动。
吹氩站脱氧控制
根据表3统计数据,由于硅铁/硅锰脱氧能力有限,在出钢过程中完全依靠合金脱氧而不使用其他脱氧剂时,钢水中[O]无法满足质量控制要求,但是在不同出钢碳含量条件下,到站[O]波动幅度较小,因此,可在吹氩站添加铝线进一步脱氧。跟踪统计200炉不同出钢条件下铝线(ϕ11 mm,Al质量分数≥98%)加入量及出站氧含量如表4。
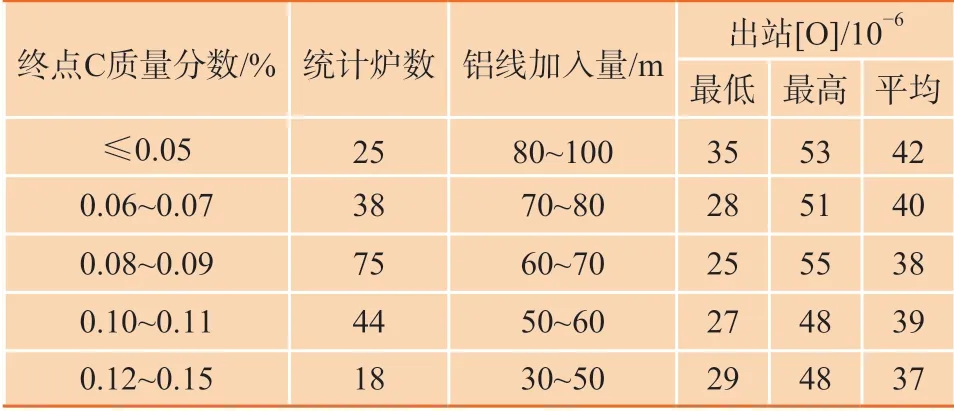
表4 铝线加入量及出站氧含量统计
根据终点出钢碳含量确定相应的铝线加入量,并根据出钢温度及炉渣氧化性情况进行微调,如表4的统计数据,采用分步脱氧后出站[O]含量控制相对稳定,基本控制在30×10−6~50×10−6目标范围。
连铸生产情况
采用原工艺生产时,转炉出站[O]控制不稳定,造成连铸液面波动频繁,波动幅度在10~25 mm范围。采用新工艺以后,转炉出站[O]控制稳定,钢水洁净度较高,连铸液面波动<5 mm。在当前生产中,液渣正常厚度(13±2) mm,当液面波动范围超过液渣厚度时[11],易造成漏钢事故,严重影响正常生产。
轧钢性能及内部质量分析
针对实验炉次随机抽取5组不同规格试样检验力学性能及金相,如表5。

表5 带钢性能及金相
根据随机抽取的样品分析结果,新工艺生产的带钢力学性能均满足国标及内控要求,如图1和图2所示,夹杂物为球状氧化物夹杂0.5级,显微组织是铁素体加珠光体,其中珠光体含量很少,晶粒度为9.5级,与原工艺基本一致,均能满足产品性能、质量要求。
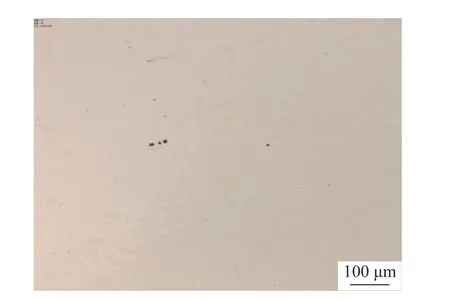
图1 夹杂分析
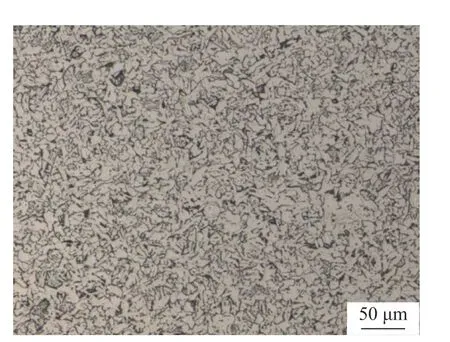
图2 显微组织分析
成本分析
转炉成本分析
新工艺相较于原工艺,在合金用量上略有上升,但是可以节省大量的石灰、渣洗料等辅料,如表6所示,新工艺合计成本降低6.95元/t。

表6 转炉成本对比
连铸成本分析
通过工艺优化保证连铸正常浇铸,有效减少连铸换套管次数,中包寿命由原来18 h提高至24 h,如表7所示,执行新工艺后可降低成本(合计)2.39元/t。另外,随着生产顺行及铸坯质量的稳定,可有效减少外观问题铸坯,降低人工劳动强度。

表7 连铸成本对比
综合转炉、连铸生产成本,执行新工艺后可降低吨钢成本9.34元/t。
结束语
(1)新工艺执行后,可降低吨钢成本9.34元/t,具有可观的经济效益。
(2)通过改变脱氧路线,在出钢过程中使用合金脱氧,到吹氩站使用铝线进行二次脱氧,通过分步脱氧将出站[O]稳定控制在30×10−6~50×10−6,可有效解决连铸絮流问题,且保证良好的钢带质量。
