GH2132合金材料平板堆焊层的组织性能
2022-01-08供稿刘爱胜LIUAisheng
供稿|刘爱胜 / LIU Ai-sheng
作者单位:江苏省扬州技师学院,江苏 扬州 225003
内容导读首先在GH2132板材的表层使用钨极氩弧焊(TIG)进行堆焊,然后分析GH2132板材堆焊层的组织,研究了GH2132板材堆焊过程中的凝固行为和组织变化,并对GH2132焊材的焊接性能以及焊接工艺进行了评价。GH2132平板堆焊层的焊缝熔合线上存在大量析出相,与焊缝区及母材区相比,数量多且尺寸大,对韧性不利。GH2132平板堆焊层的组织由沿温度梯度方向生长的柱状晶组成,呈枝晶状态。大量Laves相和Ti(C,N)在柱状晶界析出。柱状晶内有少量Ti(C,N)存在。Laves相呈疏松的不规则形状,其形核方式有两种,一为自由形核,二为依附于碳氮化物形核。Ti(C,N)随尺寸长大,其形状由正方形转变为多边形。与母材区相比,焊缝区断口韧窝浅且直径小,其韧性低于母材区。韧窝微孔在析出相界面萌生,并沿其扩展。GH2132在电流180 A,送丝速度1.1 m/min,焊接速度135 mm/min的焊接工艺下,平板堆焊性能良好。
GH2132是一种沉淀强化型高温合金,在650 ℃以下具有高的屈服强度、持久强度和蠕变性能,适合制造在650 ℃以下长期工作的航空发动机高温承力部件,如涡轮盘、压气机盘、转子叶片等[1-5]。
在实际生产中,经常需要将GH2132的零件焊接以构成大型复杂部件。但实践证明,沉淀型合金的焊接性均不是太好,在焊接时具有很大的热裂倾向,GH2132也是如此[6-8]。其在焊接时,焊缝部位除了易发生结晶裂纹外,还易出现液化裂纹和再热裂纹。其主要原因是合金元素复杂,溶解度有限的元素易在晶界处形成低熔点物质,同时该合金对某些杂质元素引起的强度和韧性下降也很敏感,如S、P、Pb、Bi等[9]。
在实际生产中,需要在GH2132结构件表层进行堆焊,钨极氩弧焊(TIG)是目前焊接GH2132常用的方法。本实验通过分析GH2132板材堆焊层的组织,研究了GH2132板材堆焊过程中的凝固行为和组织变化,并对GH2132焊材的焊接性能以及焊接工艺进行了评价。
实验方法
堆焊母材为厚度6 mm的GH2132板材,焊材为ϕ1.6 mm的实心焊丝,化学成分如表1和表2所示。焊接参数如表3所示。
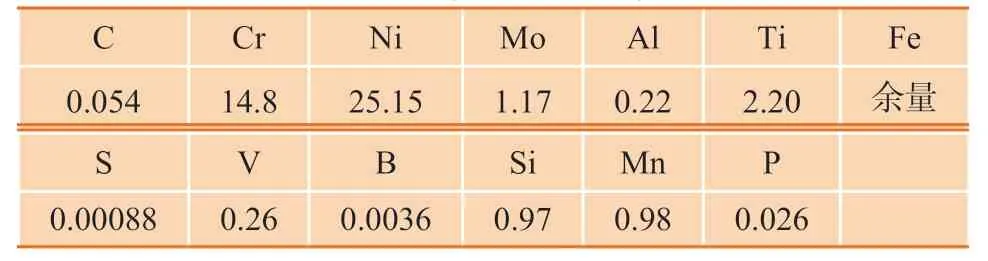
表1 GH2132母材化学成分(质量分数,%)
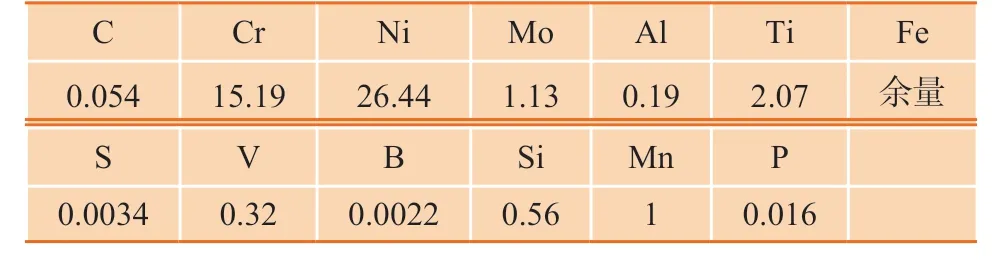
表2 焊丝化学成分(质量分数,%)

表3 焊接参数
堆焊完成后取样,用光学显微镜(OM)和扫描电镜(SEM)观察了焊层横截面组织。又对焊层取样做了拉伸和弯曲实验,观察并分析了拉伸断口。
实验结果与分析
宏观裂纹检测
平板单道堆焊焊层如图1所示,目视检测无宏观裂纹。

图1 平板堆焊焊层外观
又对焊层进行了X射线探伤,执行标准为GB/T 3323.1—2019“焊缝无损检测——射线检测 第一部分:X和伽玛射线的照片技术”,探伤结果为I级合格。
焊层组织分析
图2为焊层的横截面组织,包括焊缝区、母材区、和熔合区。经观察,整个焊缝区包括周围组织无裂纹。焊缝区呈柱状晶组织,内有枝晶。柱状晶的生长方向如图2(a)箭头所示。这反映了当前位置凝固时的温度梯度。母材组织是较均匀的等轴晶,有零星析出相存在。熔合过渡区如图2(c)所示,方框为熔合线位置。熔合线上方为焊缝区,下方为母材区。相较于焊缝区和母材区,熔合线上的析出相密集且尺寸更大。此状态对焊缝韧性不利。密集的大尺寸析出相易成为裂纹源及裂纹的快速扩展通道。
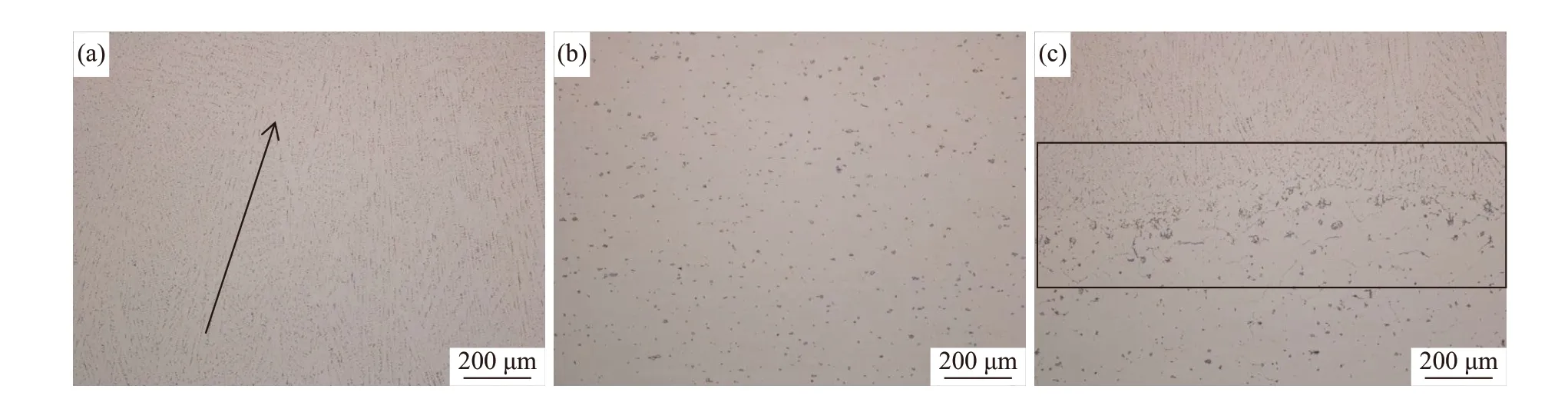
图2 焊层组织(OM):(a)焊缝区;(b)母材区;(c)熔合区
图3为焊层横截面组织的SEM照片。其中清晰显示了焊层中析出相的状态。
由图3(a)可见,有大量的析出相分布于柱状晶界,为凝固时的成分偏析所致。图3(a)中黑线所示位置即为柱状晶界,两黑线间区域为柱状晶的晶内。
在凝固过程中,由于溶质元素溶解度的变化,导致大量溶质原子被排出已凝固区域,挤到尚未凝固的晶粒间区域,此为成分偏析过程。这些最后凝固的晶间区域会因高浓度的溶质原子而在凝固过程析出大量沉淀相。且这些沉淀相大部分熔点都较低,在受力过程中易成为薄弱环节。由图3(c)所示的局部放大能更清晰地看出析出相沿柱状晶界分布的特征。且可以看出,在柱状晶内,也有少量的颗粒状析出相存在,如图3(c)中箭头所示。
观察图3可知,组织中存在两种类型的析出相:一为箭头1, 3所示的不规则相,内部有细微间隙;二为箭头4所示的块状相。
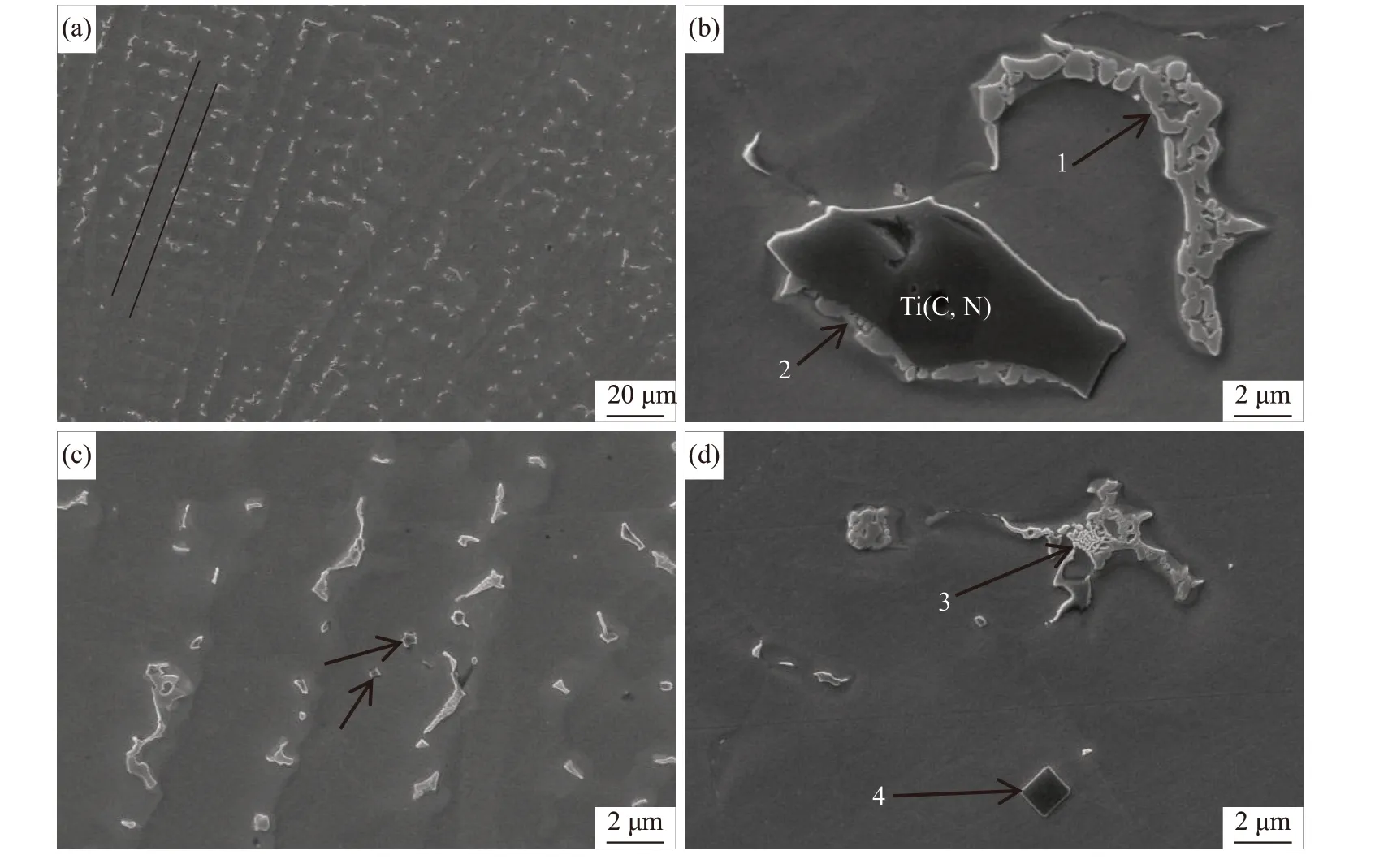
图3 焊层析出相(SEM)
图4和表4所示为焊层中几种类型的典型析出相的能谱分析结果。图4为能谱探测位置,表4为相应的能谱分析结果。
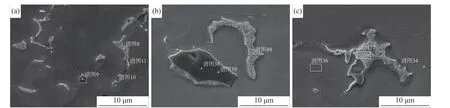
图4 焊层能谱探测位置
结合图4和表4所示的能谱分析结果以及图3所示的形貌特点,再参考高温合金析出相的相关资料[5,6,10-12],可以判断,不规则析出相为Laves相,而块状析出相则为Ti(C, N),其Ti含量(质量分数)在50%左右。
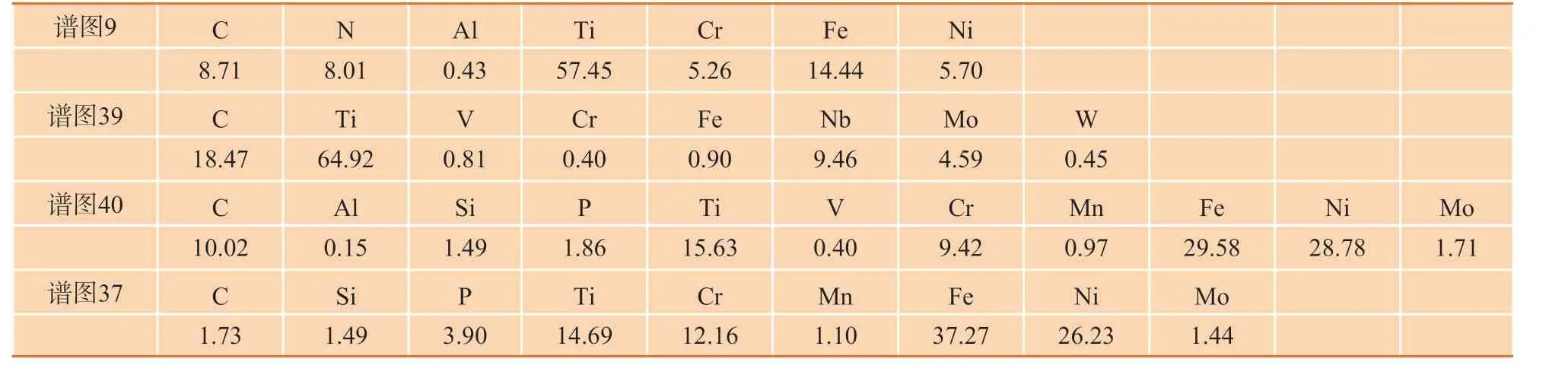
表4 焊层能谱分析结果
Laves相的形核方式有两种:一为自由形核,如图3(b)中箭头1所示;二为依附于碳氮化物形核,如图3(b)中箭头2所示。自由形核为均质形核,所需形核功较大,而依附于碳氮化物形核属异质形核,所需形核功较小,更有利于Laves相的析出。碳氮化物析出温度显著高于Laves相,其在熔体凝固过程中先于Laves相析出,可为后续Laves相的析出提供异质形核的质点。当碳氮化物质点周围熔体成分、温度、过冷度符合Laves相析出条件时,Laves相将优先依附于碳氮化物形核。
Ti(C, N)随尺寸长大,形状由正方形(图3(d)箭头4)转变为多边形(图3(b))。其规律符合此类规则析出相的一般特征[13-16]。析出刚发生时,出于降低界面能的要求,形核核心需与母相成一定的位向关系。而在核心长大到一定程度后,还是因为界面能的要求,要求新相界面尽可能小,以降低界面能。而圆面是同体积表面积最小的形状,故新相在长大过程中趋于球形,多边形是其趋于球形过程中的过渡形状。
拉伸断口分析
图5所示为焊层的拉伸断口形貌。可以看出,其断裂方式为韧性断裂。图5(a)是断口宏观形貌,黑线之上是焊层,黑线下面是母材。由图5(c)可知,虽然整个断口均为韧性断口,但焊缝区和母材区的情况也不一样。焊缝区韧窝浅且韧窝口直径小,甚至有些焊缝区的韧窝底部接近平面(图5(c)黑线以上部位),而母材区的韧窝深且大(图5(c)黑线以下部位)。这反映了焊缝区和母材区的韧性差别,表明焊缝区的韧性低于母材区。韧窝底部有析出相,其中图5(d)箭头所示析出相为方形硬质相,结合图3的分析可知是Ti(C, N)。韧窝底部是韧性撕裂微孔萌生之处,说明裂纹沿析出相界面萌生,并沿其扩展。
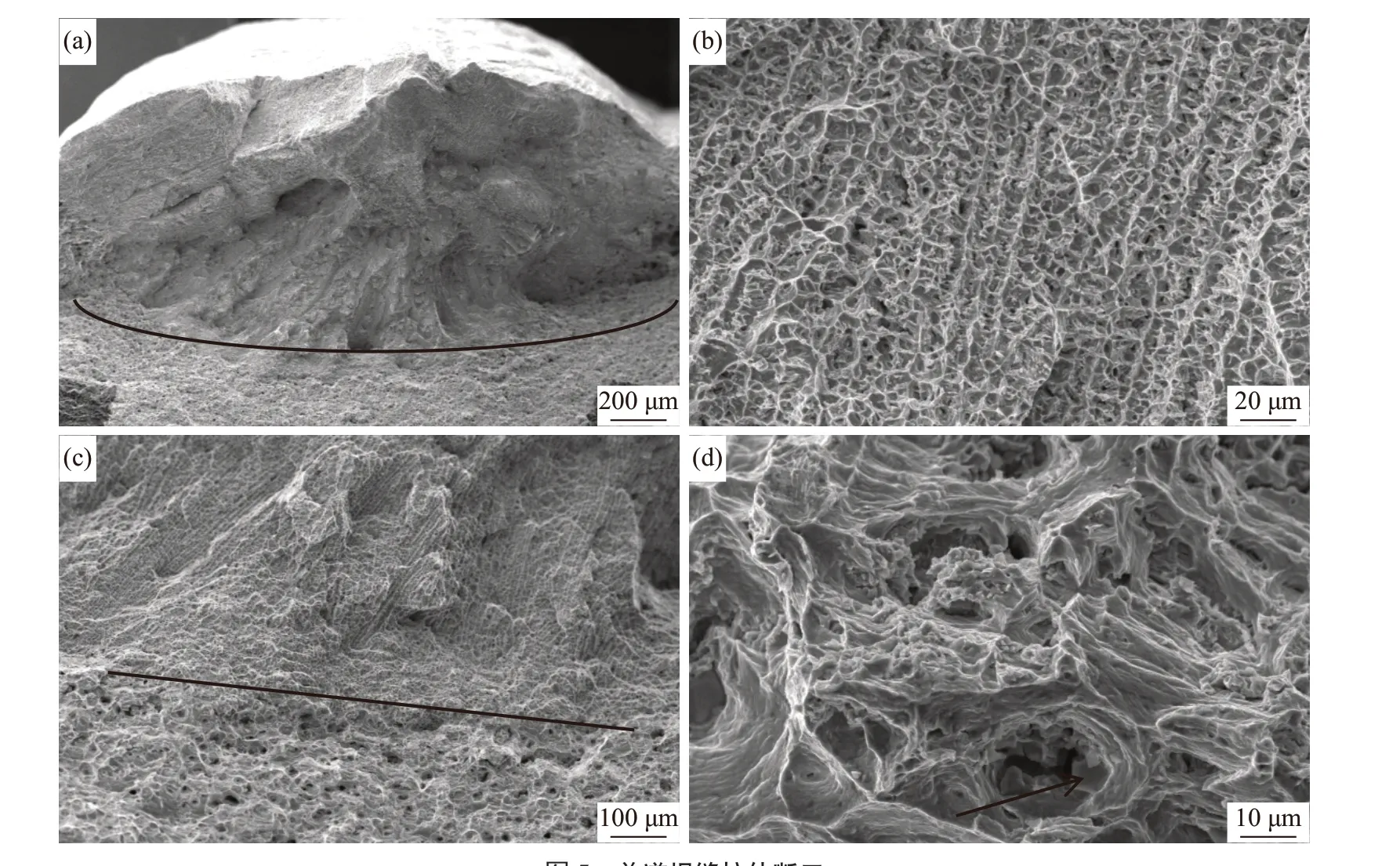
图5 单道焊缝拉伸断口
结束语
(1)GH2132平板堆焊层的焊缝熔合线上存在大量析出相,与焊缝区及母材区相比,数量多且尺寸大,对韧性不利。
(2)GH2132平板堆焊层的组织由沿温度梯度方向生长的柱状晶组成,呈枝晶状态。大量Laves相和Ti(C, N)在柱状晶界析出。柱状晶内有少量Ti(C,N)存在。Laves相呈疏松的不规则形状,其形核方式有两种,一为自由形核,二为依附于碳氮化物形核。Ti(C, N)随尺寸长大,其形状由正方形转变为多边形。
(3)与母材区相比,焊缝区断口韧窝浅且直径小,其韧性低于母材区。韧窝微孔在析出相界面萌生,并沿其扩展。
(4)GH2132在电流180 A,送丝速度1.1 m/min,焊接速度135 mm/min的焊接工艺下,平板堆焊性能良好。
