不锈钢电化学着色工艺改进研究
2022-01-05禹练英李忠英李继睿
禹练英,李忠英,李继睿
(湖南化工职业技术学院,湖南 株洲 412004)
随着时代发展,彩色不锈钢在人们生活中的应用越来越广泛,目前通过化学或电化学的方法使不锈钢表面形成氧化膜层,达到提高表面装饰性、提高耐磨性和耐腐蚀性能目的[1]。早期英国国际镍公司以铬酐-硫酸着色液体系对不锈钢着色,即INCO 法,是最经典的化学氧化着色法,该着色液铬含量高,酸性强,后来化学着色及电化学着色的着色液的研究多是以此为基础。电化学着色法是近年来快速发展的新方法,主要通过电化学反应使不锈钢表面快速氧化成膜,电化学着色由于颜色重复性好、易于控制,研究应用日趋增多,在诸多不锈钢电化学着色研究应用中,逐渐形成了高铬、低铬及无铬着色液中的电化学着色的研发进程。[2]电化学着色法出现不久就表现出很明显的优势,含铬着色液的不锈钢彩色生产流水线已是成熟工艺,该工艺采用铬酸和硫酸混合着色液,利用电流进行着色处理,不锈钢颜色的可控性及重现性都较好,膜的机械性能、耐腐蚀性均高于原始不锈钢表面膜层[3],含铬着色液电化学着色工艺在 2000 年以前已经开始推广,但是六价铬对环境的污染限制了其发展。[4]环保型工艺研究主要在于对着色液环保性能的研究,电化学方法在不锈钢表面形成稳定致密、结合牢固、颜色多样的氧化物层是不锈钢着色的最终目的。[5]以硫酸铜、硫酸锰为有效组成的电解液是无铬着色液的重要探索。[6]以硫酸作有效组成的酸性体系着色液比较常见,在无铬的硫酸溶液中,用载波钝化法对不锈钢进行电解着色,可获得多种彩色不锈钢,不锈钢表面膜层厚度随时间增加而变厚,即着色膜颜色可以通过调整着色时间来控制[7]。电化学着色法一个很明显的优点,就是颜色的可控性及重现性都很好,受不锈钢表面状况的影响较小,且所需设备及操作简单,得到了愈来愈广泛的应用[8]。
本研究拟探究一种新的电化学着色工艺,开发新的除油和着色剂,通过改变着色液的浓度变化及向着色夜中加入少量添加物(光亮剂),然后采用钼酸盐进行电解着色,经该工艺后着色膜色彩光亮,均匀性较好。
1 实验方法
1.1 主要实验药品与器材
1.1.1 主要器材:201不锈钢、304不锈钢、电解池、铅片、水浴衡温槽、温度计、电子天平等。
1.1.2 主要药品:钼酸钠、硼酸、硫酸锰、硫酸、盐酸、OP—10乳化剂(洗洁精)、光亮剂(硫酸锌)等。
1.1.3 主要试剂配方
(1)除油液的配方:NaOH(40 g/L)、Na2CO360 g/L)、 OP-10洗洁精(5 mL/L)
(2)抛光液的配方:H2SO4(20%)
(3)活化液的配方:HCl 10%
(4)着色液的配方:钼酸钠30 g/L~100 g/L、硼酸10 g/L~18 g/L、硫酸锰0.5 g/L~5 g/L、
硫酸锌0.1 g/L、硝酸锑2 g/L-15 g/L、硝酸镧0.2 g/L-2 g/L、丙二酸钠0.1 g/L-10 g/L。
1.2 不锈钢着色的工艺流程

1.2.1 抛光条件:30% H2S04,室温,5 min;
1.2.2 活化条件:HCl 10%,室温,l min;
1.2.3 电化学着色条件:钼酸钠30 g/L~100 g/L,5 g/L添加剂,电流密度0.5 A/cm2-1.5 A/cm2,75 ℃,40 min~60 min。
1.3 电化学着色处理单因素研究
把经过前处理的201不锈钢片放入着色液中,同时测量并计算出不锈钢浸入水中的正面面积,然后把电解池的正极连在不锈钢片上,负极连在铅片上,使它们形成回路,打开电解池电源,调节电流密度为(0.5 A/dm2、0.6 A/dm2、0.8 A/dm2、0.9 A/dm2、1.0 A/dm2、1.2 A/dm2、1.5 A/dm2),着色温度为(11 ℃、12 ℃、13 ℃、14 ℃),通电时间为(3 min、5 min、10 min、15 min、16 min、20 min、25 min)。
1.4 性能检测
外观:在阳光下变换着色膜不同角度,观察着色膜的光泽度,具体测试方法和评定等级见文献[9]。
2 结果与讨论
2.1 数据记录
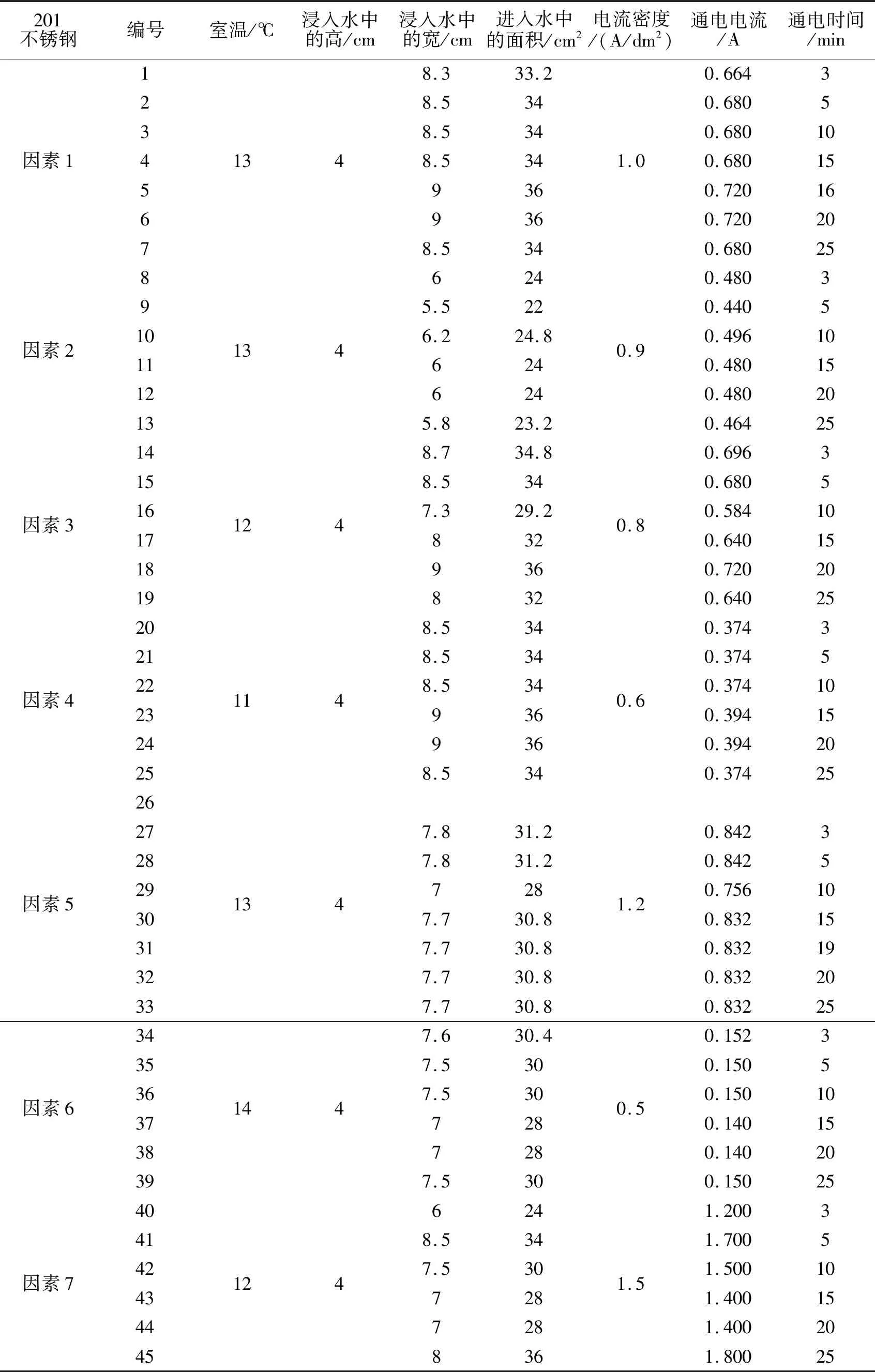
表1 电化学着色处理单因素研究数据
2.2 着色结果
2.2.1 在因素1条件下,电流密度为1.0/(A/dm2)、温度为13 ℃时效果最好,着色均匀,不褪色,色彩光亮,见图1。

图1 电化学着色效果图
2.2.2 其他因素电化学着色效果
3 结论
3.1 在预处理对着色影响的试验中发现,不锈钢着色膜的色彩随着膜的厚度有较大的变化,而预处理的好坏又是决定膜厚和表面质量的关键因素。如果预处理不当,则会引起色彩不均匀、色彩暗淡或表面不平整,甚至不能着色。

表2 其他因素电化学着色效果及评价
3.2 在前处理除油过程中,不同的温度和时间都会对其结果有一定的影响。最佳温度是65 ℃,最佳时间是10 min。
3.3 着色后进行后处理可提高着色膜的耐蚀性和耐磨性,其中硬化封闭处理最为突出,但它会改变着色膜的颜色,制定工艺时必须加以注意。
3.4 着色液的浓度变化及向着色液中加入少量添加物(光亮剂),对着色工艺及质量有者明显的影响。
3.5 在着色液中添加硫酸锰能加速着色过程,钼酸钠能提高颜色的光泽性,其最佳含量为:201不锈钢:钼酸钠100 g/L,硼酸15 g/L,硫酸锰0.9 g/L,光亮剂0.1 g/L电流密度1.0 A/dm2。在此条件下,通过改变通电时间的变化能够制备出金黄、绿、蓝等不同颜色的不锈钢表面,并且能够降低不锈钢着色的能耗和显著提高不锈钢着色膜的一些其它性能,具有工业化应用前景。
