耐候螺栓钢盘条NHL10 轧制工艺研究
2022-01-04肖丙政徐晓春陈兴华王青峰张欢欢顾晓勇
肖丙政, 张 瑞, 徐晓春, 陈兴华, 王青峰, 张欢欢, 顾晓勇
(1.南京钢铁股份有限公司, 江苏南京 210000; 2.燕山大学, 河北秦皇岛 06600; 3.中铁山桥集团, 河北秦皇岛 06600)
0 引言
传统的钢桥需要采用涂装避免钢材受到腐蚀, 并且在设计使用周期内需要反复进行涂装, 然而这种维护方式成本高且会对环境造成污染。 耐候钢依靠自身产生的致密锈层防止基体被外界环境进一步侵蚀, 从而达到免涂装的目的,是一种环境友好、经济耐久的防腐方式[1]。该技术已经在美国和日本等发达国家得到大量应用, 而在我国尚处于起步阶段。近几年,随着钢铁冶炼技术的进步和对外交流的增多, 耐候钢在桥梁的应用方面取得了一定的成果, 并且国内推广耐候钢桥梁的认识逐渐提高[2]。近年来,耐候桥梁钢发展迅速,但对耐候螺栓的研制相对滞后[3],栓接作为桥梁建设过程中重要的连接方式,螺栓产品的质量对结构安全至关重要。 本文重点研究了10.9级耐候螺栓用钢的轧制工艺, 解决盘条冷加工塑性不足问题。
1 产品的化学成分
本产品化学成分执行T/CSTM 00390.3—2020 《桥梁用耐候钢第3 部分: 大六角头螺栓连接副用钢》7.1 规定的要求,其成分范围见表1。产品除考虑力学性能外,还需要考虑耐腐蚀性能, 因此不同于市场上常见的10.9 级螺栓钢成分,该产品采用Cr、Ni、Cu 的主成分体系,另外加入少量的Nb、V、Al 和B 进行微合金化。

表1 钢的牌号及化学成分Tab.1 Grade and chemical composition of steel
2 生产工艺流程
耐候螺栓用钢盘条生产工艺流程:电炉冶炼→LF 精炼→VD 真空处理→150×150 断面连铸→铸坯探伤修磨→加热炉加热→轧制→缓冷→集卷→打捆→入库。
本文研究的内容为轧制温度和缓冷制度进行优化改进。
3 试验工艺设置
耐候螺栓钢HNL10 由于合金含量高,组织控制难度大,试生产阶段盘条中存在大量马氏体和贝氏体组织,产品必须经退火后才能进行进一步加工。 导致产品加工周期长且加工成本增加。为解决盘条的组织问题,我部门对产品轧制和缓冷工艺展开研究。
使用Gleeble3800 热模拟试验机测定NHL10 钢的压缩后的连续冷却过程,测试在99.999%的高纯氮的保护气氛中进行。 模拟试验工艺如图1 所示, 以5℃/s 加热至1130℃,保温5min,以4℃/s 降至1060℃,保持5s,以1s-1变形速率压缩30%,再以2℃/s 降至860℃,保持5s,以2s-1变形速率压缩35%, 在0.1℃/s,0.2℃/s,0.5℃/s,1℃/s,1.5℃/s,2℃/s,5℃/s,10℃/s,20℃/s,40℃/s 的冷却速度冷至室温。 试验完成后,将模拟的试样沿控温点切割后, 封装并使用蔡司显微镜观察试验钢的显微组织,使用维氏硬度仪测定不同冷却速度下的试验钢的硬度, 绘制动态CCT 曲线图,见图2。
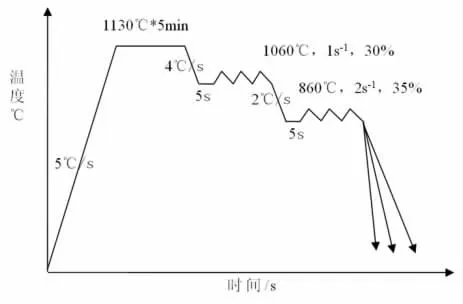
图1 模拟试验工艺方案Fig.1 Simulation test process
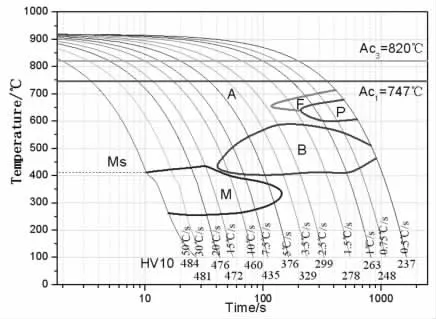
图2 NHL10 钢CCT 曲线Fig.2 Dynamic CCT curve of NHL0 steel
通 过 对CCT 曲线的研究, 设计实验方案,见表2。
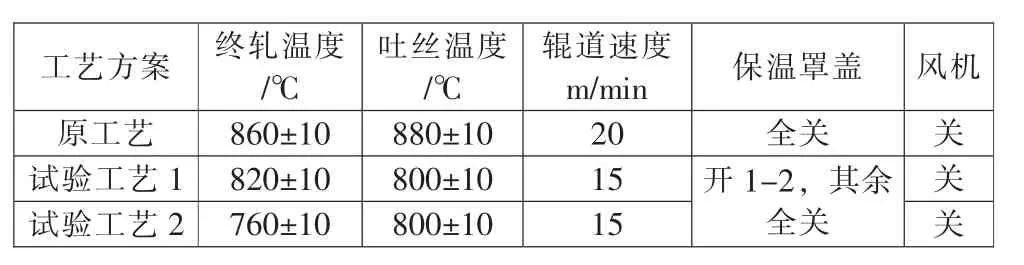
表2 轧制工艺试验方案Tab.2 Rolling process test scheme
现场对三种不同的工艺终轧温度、吐丝温度和入罩盖、 出罩盖温度进行测量,同一位置测量四次,测量数据见表3。
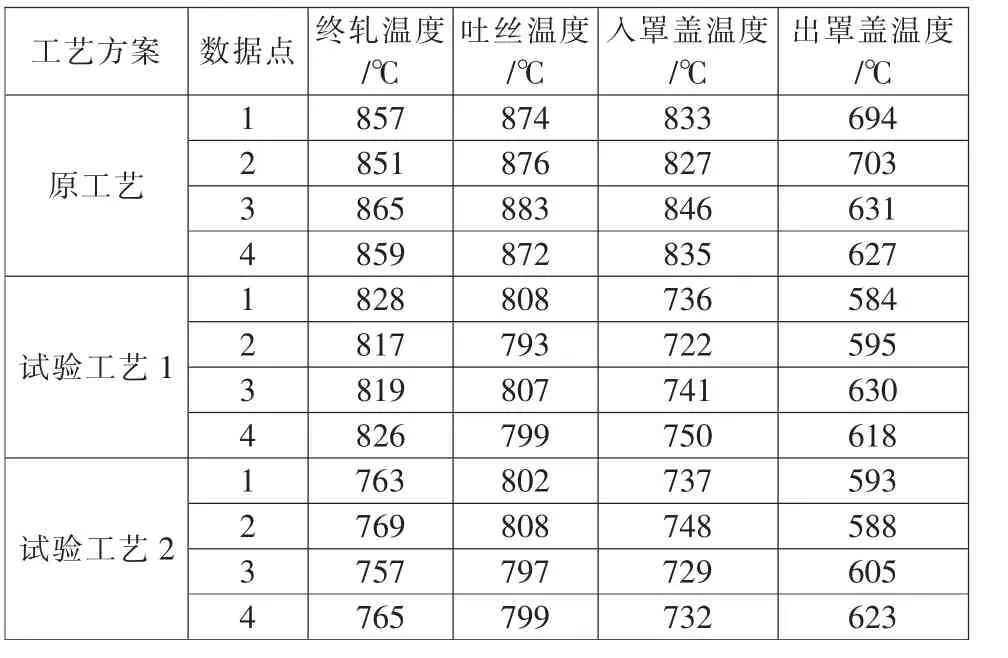
表3 轧制工艺试验温度测量Tab.3 Temperature measurement of rolling process test
通过测温数据可以看出, 试验工艺降低终轧温度和吐丝温度后, 入罩盖温度和出罩盖温度较原工艺大幅度降低,且出罩盖温度更加均匀。
对图3 所示盘条的不同位置做拉伸和金相检测,检测结果见表4 和图4。
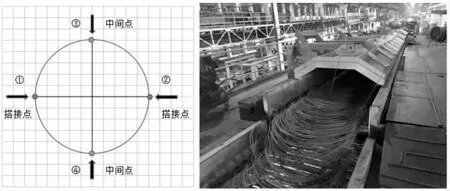
图3 盘条不同位置示意图Fig.3 Schematic diagram of different positions of wire rod
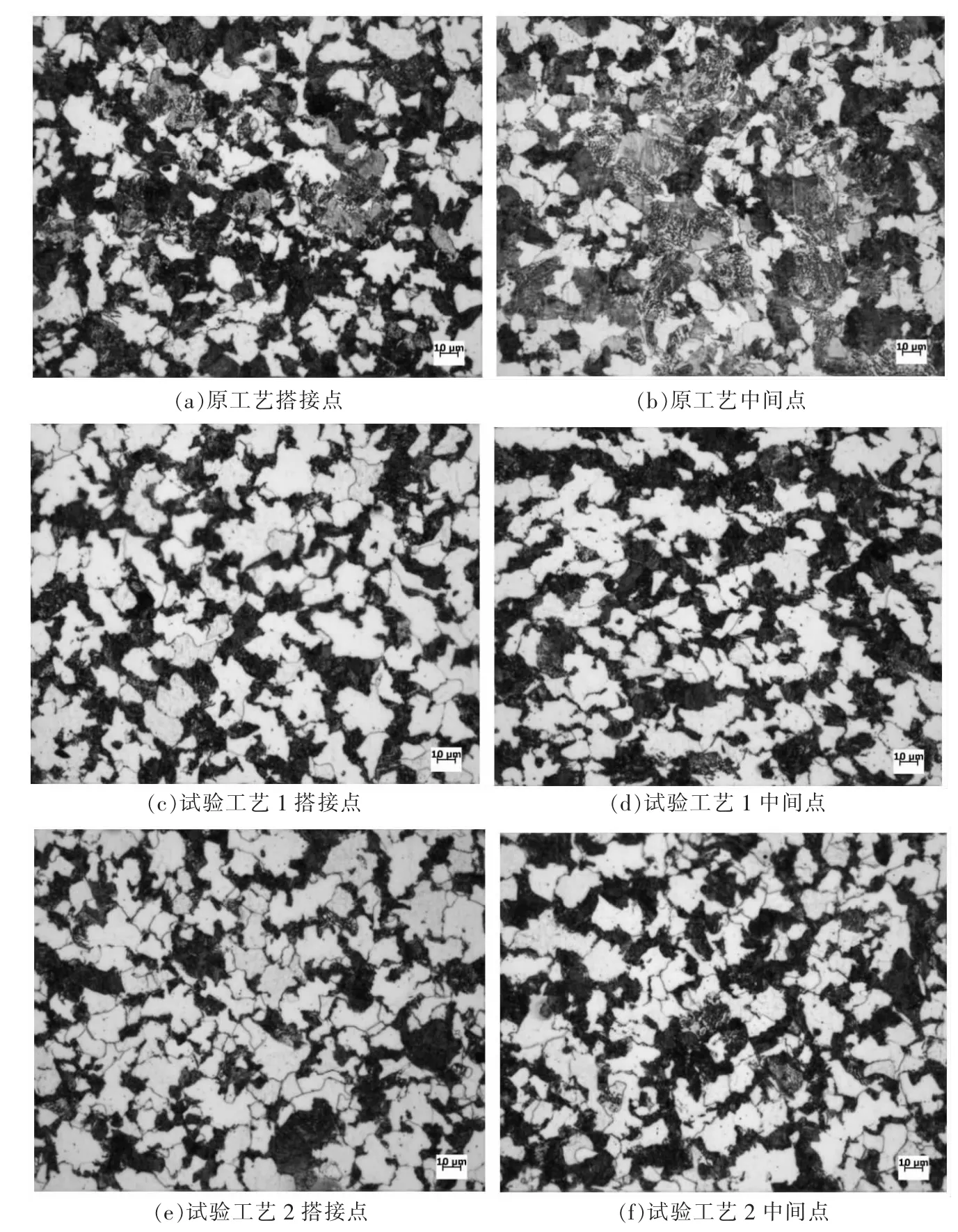
图4 盘条不同位置金相组织Fig.4 Metallographic structure of wire rod at different positions
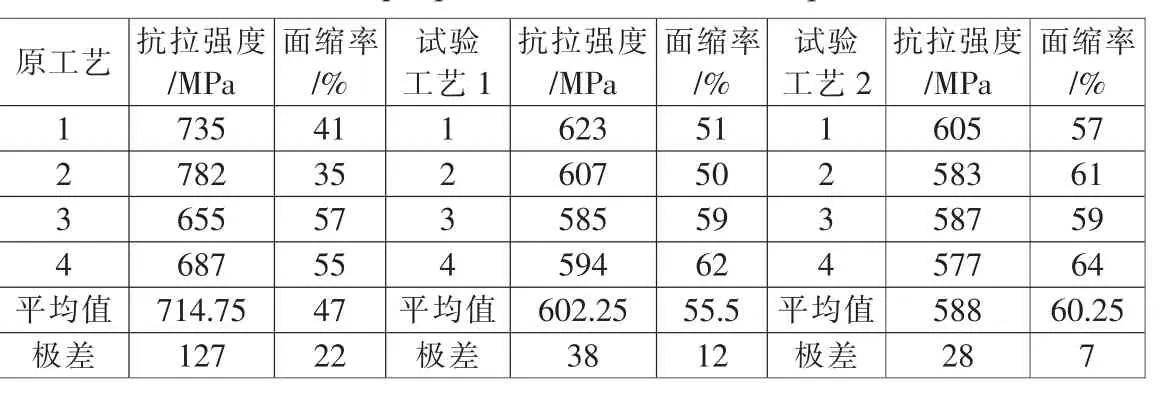
表4 盘条不同位置力学性能检测Tab.4 Mechanicalproperties test of different positions of rod
4 试验结果分析与讨论
通过力学性能检测,低温终轧加低温吐丝工艺,盘条的抗拉强度由714MPa 降低到588MPa, 断面收缩率由47%提高到60.25%,力学性能改善明显。进行组织检验也表明,采用低温终轧加低温吐丝工艺,盘条中贝氏体组织完全消失,铁素体比例明显增加。
试验工艺与原工艺相比, 采用了更低的终轧温度和更低的吐丝温度。 终轧温度在两相区,在39.7%大变形量的条件下,使得奥氏体变形诱导铁素体相变,大幅度增加铁素体含量。较低的吐丝温度缩短了转变孕育期,增大了奥氏体晶界处的形核能, 有利于增加铁素体晶粒的形核量, 从而增大相变后组织中铁素体的比例, 较低的吐丝温度和长时间保温可大大降低相变期间的冷却速率,能大幅度降低盘条的强度[4-5]。
试验工艺2 与试验工艺1 相比,终轧温度进一步降低, 产品的性能也有提升,抗拉强度降低14MPa,断面收缩率提高4.75%,相比原工艺的性能提升, 试验工艺2 相对试验工艺1 性能提升幅度不大。
采用两种试验工艺生产的盘条,中铁山桥集团在冷镦加工前均无需退火处理,经拉拔后直接冷镦螺栓产品,盘条经875℃淬火、475℃回火后,力学性能完全满足T/CSTM 00390.3-2020《桥梁用耐候钢 第3 部分:大六角头螺栓连接副用钢》要求。
5 结论
终轧温度控制在760℃±10℃和820℃±10℃, 吐丝温度控制在800℃±10℃,两种工艺均可有效消除耐候螺栓用钢NHL10 热轧盘条中的贝氏体组织,提高盘条铁素体比例,且终轧温度越低, 改善效果越明显, 抗拉强度更低,采用760℃±10℃终轧时,热轧态抗拉强度降低到600MPa 以下。在两种工艺均能够满足客户不退火直接拉拔并冷镦成形的情况下, 综合考虑轧机负荷和轧辊消耗, 最终选择820℃±10℃终轧、800℃±10℃吐丝的工艺生产。
