浅析某汽车零件定位工装的设计
2021-12-30史敏高颖阁
史敏 高颖阁


摘 要:介绍了一种零件的定位方式,阐述了该定位方式在设计过程中的技术难点、要点及解决方法。为解决零件定位和产线场地不足提供新的思路和方法。
关键词:工装夹具 改造 柔性
Brief Analysis of the Design of a Car Parts Positioning Tooling
Shi Min Gao Yingge
Abstract:This paper introduces a positioning method of parts, and expounds the technical difficulties, key points and solutions in the design process of this positioning method. The article provides new ideas and methods to solve the problem of parts positioning and production line space shortage.
Key words:welding fixture, transformation, flexibility
當前,汽车市场的个性化需求越来越高,新品竞争越来越激烈。为紧跟市场脚步,适应新环境下的市场发展趋势。要求我们在持续缩短新产品迭代周期的同时,生产线也要有更高的柔性能力,以此来满足市场的需求。新品的导入在原产线基础上进行改造,受场地及不同车型工艺等影响,对产线改造提出极高的要求和挑战。以低成本高柔性的新产品导入模式越来越受到重视。给工装设计和工艺布置带来很多技术上的难点。本文就车身线总拼区域典型工位的解决方案进行阐述和论证。
1 技术背景:
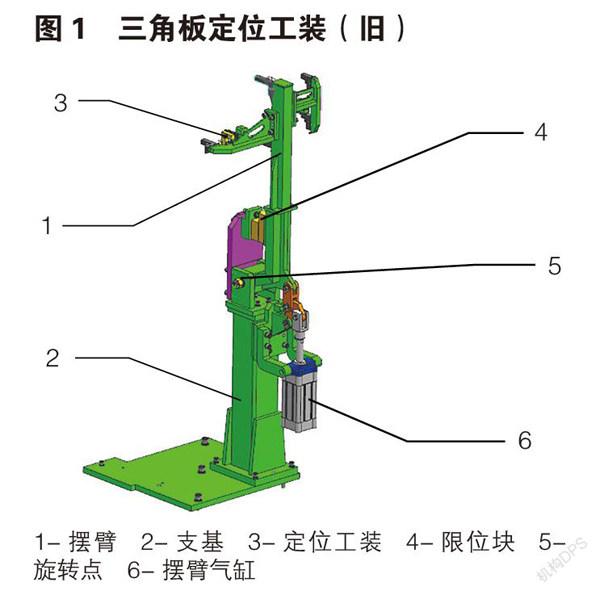
车身总拼生产线零件三角板的焊接,通常是2个工位完成,第1个工位采用摆动夹具+定位焊完成零件安装和定位,第2个工位补焊。如图1所示。
这种方式主要存在以下问题:
1、需要2个工位来实现三角板的定位,场地利用率低;
2、摆动过程缓慢,节拍提升困难;
3、工装占用空间较大,焊钳进出受限,需增加补焊工位完成焊接工艺;
4、夹具摆动到位时,撞击比较大,对零件造成损伤;
5、摆动夹具安全性及稳定性差。
2 新技术方案的确定
针对以上在实际生产运行中出现的问题,组织多次现场实地考察分析和技术方案讨论。最终确认从以下几个方面重点进行改善。首先,考虑工位合并,由原先的2个工位改成1个工位,新的设计方案兼顾考虑焊钳的进出通道,在1个工位内完成整个零件的上件及焊接。其次,新方案考虑设备运行安全性及稳定性,改变摆臂式的设计思路,改为气缸推进式并增加油压吸震器,在夹紧单元推进退出过程中,消除夹紧单元之间以及夹紧单元与零件之间的碰撞和刮擦。并且通过增加气缸数量保证工装夹紧的过程能快速进行,避免工位减少带来的节拍问题。最后,新方案需要保证维修的便利性,拆卸方便,利于平时维修保养。
3 新技术方案的应用
新的设计思路确定后,经过多次具体设计方案的数模评审和反复修改,最终设计开发形成以下三角板定位单元。该三角板定位单元,通过滑移机构实现三角板零件准确定位,Y向滑移机构使工装退出,X向滑移机构实现补焊工位焊接空间避让。保证零件在同一个工位完成上件和焊接全过程,提升工位利用效率,提高工装定位的稳定性,避免了装件过程中,夹紧单元与车身零件的撞击和碰撞,此方法简单实用,效率高。
该工装结构如图2所示,主要由1-三角板后端定位工装、2-滑移支基、3-Y向滑移导轨及防尘罩、4-X向油压减震器、5-支基、6-三角板前端定位工装、7-Y向气缸、8-Y向油压减震器、9-拖链、10-X向锁紧气缸、11- X向滑移导轨及防尘罩,11个组件组成。此工装工作顺序为:夹具1-三角板后端定位工装、6-三角板前端定位工装在7-Y向气缸的推动下沿Y向滑移到拼台外,装件,装件完成后在7-Y向气缸的作用下沿-Y向滑移到拼台定位零件,定位焊接完成后,在10-X向锁紧气缸的推动下,夹具单元1、6沿-X向滑走、焊接被夹具挡上的焊点,焊接完成后沿X向滑回,结束循环,两端到位位置都增加了油压吸震器4、8,减小到位时的冲击,保证了滑移机构在运动过程中的平稳性;采用带锁缸保证定位的准确性及安全性。同时增加拖链,保证控制线的顺畅及整齐。
该工装结构如图3所示,展示了不同工序下,定位单元的不同状态。通过10-X向锁紧气缸,实现定位装件过程与补焊过程,焊接通道的顺畅,确保单个工位完成三角板零件的安装及焊接。
该结构通过滑移机构实现工装定位与焊点避让,保证工装的稳定性;且通过安装防尘罩很好的保护了导轨的活动部件,防止了焊渣飞溅及焊接过程中的碰撞对滑移机构和夹具造成的伤害,延长了夹具和导轨的使用寿命。
该定位单元的成功应用,不但解决了生产运行过程中的零件碰撞及节拍提升难等的问题。释放出来的后一个工位,为新车型的导入,新工艺设备的应用等提供了预留空间。
4 改造的成果
1、该设计结构简单,便于加工和制造,维修方便。
2、结构小巧,稳定性强,可应用于后续项目的推广。
3、安装方便,防尘罩对气缸等主要运动部件进行了有效的保护,延长了夹具的使用寿命。
4、气动控制,安全便捷,满足高节拍生产要求。
5、解决了场地受限的问题。
6、解决了夹具挡焊点,在一个工位焊点焊不完的问题。
7、采用锁紧缸保证定位的准确性及安全性。
8、采用拖链,解决了控制线乱的问题。
9、运动平稳,降低了故障率和维护成本。
10、采用油压减震器,消除夹紧单元之间以及夹紧单元与车身零件的碰撞。
5 应用推广
经过此次工装定位单元的持续改进,生产运行中的问题得到极大的改善,并且通过实际生产证明,该机构结构紧凑,定位稳定性好,且成本低,提供了一种新的工装夹具改造模式,有效的解决的场地及节拍的需求,具有较广的实用性和推广性,现已在多个项目中使用。
6 结束语
在汽车新品竞争越来越激烈的今天,新汽车产品的更新换代不可避免,我们既要满足新工艺新设备带来的挑战,也应该结合旧的生产线进行持续改进,不断优化和完善各个单元,以低成本、低改造周期的代价,高效完成新品的导入。持续改进的过程,是不断满足生产运行新要求的过程,也是设计质量不断提升的过程。在这个过程中我们可以很好的得到锻炼,开阔设计思路并做好应对未来新变化的挑战。
参考文献:
[1]闻邦椿.机械设计手册(1-2)[M].北京:机械工业出版社,2010.
[2]韩跟云.汽车车身焊接夹具的设计[J].新技术新工艺,2001(8):11-12.
[3]王旭敏.汽车焊接夹具的设计[J].电子机械工程,1999(12):77-78.
[4]李文忠.轿车车身焊接生产线的发展趋势[J].汽车制造业,2002(12):45-47.
