挤压工艺对7046铝合金型材组织与性能的影响
2021-12-29白文全王玉文
孙 钊,周 伟,白文全,王玉文
(广西南南铝加工有限公司,广西 南宁 530031)
7046铝合金属于中等强度铝合金,具有较好韧性,且质量轻,耐腐蚀性和可焊性好,广泛应用于特殊领域的转运平台构件,如交通运输车辆的桁架、杆件、容器,大型热交换器以及体育器材等[1-3]。7046铝合金中w(Zr)=0.10%~0.18%。有文献表明Zr和Al形成ZrAl3化合物,可提高再结晶温度,阻碍再结晶过程,细化再结晶晶粒,且Zr对淬火敏感性的影响较小,使型材在在线淬火中不易析出稳定的第二相,同时仍保留挤压变形组织,从而使强度处于较高水平[4-6]。挤压工艺和在线淬火是铝合金强度的关键工序。挤压温度过低或挤压速度过慢,合金固溶不充分,会影响后续的时效强化效果;挤压温度过高或挤压速度过快,合金发生动、静态回复再结晶,晶粒长大,会减弱固溶强化的效果[7]。因此选择合适的挤压工艺对提高7046铝合金的综合性能十分必要。
本课题研究挤压工艺对7046铝合金型材显微组织和力学性能的影响,以期为7046铝合金挤压工艺优化提供参考。
1 试验过程
1.1 试验材料
熔炼用的原料为原铝锭(纯度为99.8%,质量分数,下同)、原镁锭(纯度为99.9%)、原锌锭(纯度为99.96%)以及Al-5Cr、Al-5Zr、Al-6Ti、Al-10Mn、Al-50Cu等中间合金,晶粒细化剂用Al-5Ti-1B。在保温炉内通入精炼剂进行精炼,后通入氩气除气,采用40ppi(ppi为1英寸长度上的孔数)的陶瓷板过滤熔体,铸造成圆铸锭。7046铝合金铸锭的化学成分见表1。

表1 7046铝合金铸锭化学成分(质量分数/%)Table 1 Chemical composition of 7046 Al alloy ingot(wt/%)
1.2 试验方法
7046铝合金型材的生产工艺流程:熔炼→铸造→铸锭均匀化热处理(470 ℃24 h)→锯切锭坯→车皮→感应炉加热→挤压→型材在线淬火→拉伸→成品锯切→120 ℃24 h人工时效→成品包装。
用75 MN的挤压机挤压,锭坯车皮后直径为380 mm,挤压比为23。 7046铝合金型材横截面如图1所示。在线淬火水压如图2所示,水淬上面的水压为5 MPa,下面的水压为6 MPa,保证型材可以正常淬火,同时确保型材的形位尺寸合格。

图1 挤压型材横截面图Fig.1 Cross section of the extruded profile

图2 在线淬火水压示意图Fig.2 Water pressure of the online quenching
为了探讨挤压温度、挤压速度对7046铝合金型材组织和性能的影响,挤压温度取480 ℃、490 ℃、500 ℃、510 ℃、520 ℃、530 ℃、540 ℃。挤压速度取2 m/min、3 m/min、4 m/min、5 m/min、6 m/min、7 m/min进行试验。型材在线淬火后进行120 ℃24 h人工时效。
拉伸力学性能检测试样参考国标GB/228.1-2010,利用CMT5305材料试验机测试7046铝合金型材的力学性能,取样方向为挤压方向,每组试验取5个试样的平均值。将型材截面制备的金相试样依次进行600#、1000#、1800#、3000#砂纸水磨,之后进行电解抛光10 s;覆膜溶液配方为氟硼酸溶液(16.8 g/L),称取117 g硼酸放于塑料容器内,加入500 mL水和333 mL氢氟酸(ρ=1.15 g/mL),待硼酸溶解完全后冷却,用水稀释至1 L即配成所需氟硼酸溶液,然后进行覆膜,时间为1.5 min;分别在蔡司Axio Vert.A1光学显微镜和蔡司EVO18型扫描电子显微镜对不同挤压工艺参数的 7046铝合金型材试样进行OM、SEM组织分析。
2 试验结果及分析
2.1 力学性能
7046铝合金铸锭在480 ℃~540 ℃的范围内、以挤压速度4 m/min挤压,之后进行120 ℃24 h人工时效的型材力学性能见图3。由图3可知,当挤压温度从480 ℃升高到500 ℃时,合金型材的抗拉强度由552 N/mm2提高到561 N/mm2,屈服强度由515 N/mm2提高到527 N/mm2,伸长率由13%降为12%;当温度由500 ℃继续升高时,合金型材的屈服强度和抗拉强度均随温度的升高而降低,伸长率则上升。因此7046铝合金最佳的挤压温度为500 ℃。

图3 挤压速度4 m/min时挤压温度对7046铝合金型材力学性能的影响Fig.3 Effect of extrusion temperature on mechanical properties of 7046 aluminum alloy profiles at the extrusion speed of 4 m/min
图4为7046铝合金在挤压温度500 ℃、挤压速度2 m/min~7 m/min进行挤压,之后人工时效的力学性能。从图可以看出,当挤压速度从2 m/min提高到4 m/min时,合金型材的抗拉强度由521 N/mm2提高到561 N/mm2,屈服强度由486 N/mm2提高到527 N/mm2,伸长率由13.5%降为12%;当速度由4 m/min增加到5 m/min时,合金型材的屈服强度和抗拉强度略有下降,之后继续提速其强度趋于稳定。因此,挤压速度为4 m/min时力学性能最佳。

图4 挤压温度500 ℃时挤压速度对7046铝合金型材力学性能的影响Fig.4 Effect of extrusion speed on mechanical properties of 7046 aluminum alloy profiles at the extrusion temperature of 500 ℃
2.2 金相组织
2.2.1 挤压温度对金相组织的影响
当挤压速度为4 m/min时,不同挤压温度挤压的7046铝合金型材的金相组织见图5。由图5a可知,当挤压温度较低(480 ℃)时,晶粒基本上保留纤维状变形组织,同时基体内也分布着一定数量的未溶解相;当挤压温度提高到500 ℃时,晶粒尺寸仍保持在较低水平,且呈细小纤维状;随着挤压温度的进一步提高,再结晶晶粒在晶界处形核,基体内出现较多的再结晶晶粒,见图5d和图5e;当继续升温至530 ℃时,基体内出现大量的等轴晶,再结晶已非常充分,见图5f;再继续升温至540 ℃,等轴晶明显长大,见图5g。

图5 挤压速度4 m/min不同挤压温度下7046铝合金型材的金相组织Fig.5 Microstructures of 7046 aluminum alloy profiles at the extrusion speed of 4 m/min and different extrusion temperatures
2.2.2 挤压速度对金相组织的影响
图6为挤压温度500 ℃时,不同挤压速度的7046铝合金型材的金相组织。由图6a和图6b可知,挤压速度越低,晶粒粗化越明显,等轴晶粒较多,基体内分布较大的未溶解相,导致合金的强度降低;但是随着挤压速度的提高,晶粒沿挤压方向被拉长破碎明显,呈现典型的加工纤维状组织,基体内未溶解相较少,合金的加工硬化效果越明显,见图6c和图6d。

图6 挤压温度500 ℃不同挤压速度挤压的7046铝合金型材的金相组织Fig.6 Microstructures of 7046 aluminum alloy profiles extruded at the extrusion temperature of 500 ℃ and different extrusion speeds
2.3 SEM组织
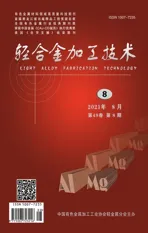
图7为挤压速度4 m/min,不同温度挤压的7046铝合金型材的SEM。从图7a可以看出,合金中存在较大尺寸第二相,说明挤压温度为480 ℃,挤压速度为4 m/min时,合金固溶不充分,后续120 ℃24 h时效时未溶解的第二相起到形核的作用,造成局部第二相的尺寸增大;当继续升温至500 ℃,且以4 m/min的速度进行挤压,合金中的第二相细小弥散,时效强化效果明显;继续升高温度至540 ℃时,合金中第二相的大小基本没有大的变化。
图7 挤压速度4m/min不同挤压温度下7046铝合金型材的SEMFig.7 SEM of 7046 aluminum alloy profiles at the extrusion speed of 4 m/min and different extrusion temperatures
一定范围内提高挤压温度和速度,可增强铝合金的强化效果。这是因为升温、提速均能提高型材淬火温度,使合金元素的扩散速率增大,固溶更充分;时效后析出的第二相更细小、弥散;强化效果明显[8-11]。但继续提高温度,合金中过剩强化相减少,且合金纤维状组织转变为再结晶组织,使得合金强度降低[12-13]。当挤压速度取4 m/min,挤压温度在480 ℃~500 ℃范围内,合金均呈纤维变形组织,且在晶界处存在少量的未溶解相,时效后合金的强化主要是加工硬化和弥散强化;继续升温至510 ℃~540 ℃,再结晶晶粒在晶界处形核长大,且530 ℃时已经发生完全再结晶,合金强度降低,伸长率升高。当挤压温度取500 ℃时,挤压速度越慢(2 m/min~3 m/min),静态回复再结晶越充分,同时伴随着稳定的第二相析出,使得合金强度降低;当挤压速度为4 m/min时,合金组织呈纤维状;继续提速到5 m/min~7 m/min时,仍呈现纤维组织。
3 结 论
1)当7046铝合金挤压速度为4 m/min时,挤压温度为480 ℃、490 ℃、500 ℃,合金晶粒呈纤维组织;继续升温至530 ℃时,晶粒在晶界处形核长大,发生完全再结晶。
2)当挤压温度为500 ℃时,挤压速度取2 m/min、3 m/min,晶粒粗化明显等轴晶较多, 且基体内分布较大的未溶解相;继续提高挤压速度至4 m/min~7 m/min,晶粒沿挤压方向破碎明显,呈典型的加工纤维组织,基体内未溶解相较少。
3)当挤压温度为500 ℃,挤压速度为4 m/min时,7046铝合金型材综合性能最好,此时合金室温屈服强度527 N/mm2,抗拉强度561 N/mm2,伸长率为12%。