线型光顺过渡在船舶新旧分段合龙中的应用
2021-12-27屈凤鸣王佳波
屈凤鸣,王佳波
(广州文冲船舶修造有限公司,广东 广州 511462)
某科考船为多用途工程船改装深潜器支持母船项目,改装后全船长94.45 m、型深8 m、型宽17.9 m。专业的支持母船需要具备为载人深潜器提供布放回收、维护维修、水下定位、深潜勘探数据分析和取样研究等综合的水面支持后勤保障的能力[1]。因此,需在甲板上安装起吊装置和万米绞车,这些都对甲板面积提出了一定的要求。此外为了能全面拓展深海取样、样品快速分析处理、实验研究及海洋探测调查的能力,生活区需设有实验室的空间。
新改造的艏半船采用了将整个上层建筑涵盖在外板曲线里的形式,改装范围从FR75往艏及上部生活区,半船改装加长。由于原船船龄较长,中间多次改装,相关图纸资料缺失较多,初始线型图是根据旧船的纸质版图纸描绘所得,误差较大,如何做到新旧船型光顺过渡,完成新旧船体的一次性对接成为一大难题。
1 流程原理及工具
首先根据详设改装图纸与原船图纸进行初始光顺,待原船进入干坞,借助仪器对新旧合龙口处的原船外板线型数据进行勘测采集,将采集的数据梳理重组整理成线型,然后对合龙口处的线型进行对比,对光顺好的改装线型进行几何划分,确定新旧过渡要修改的曲面范围,建立几何约束。插入原船采集的数据,解除旧型值的约束,重新插值代替原来的控制点,并进行局部调整光顺,使修改后的曲面保持光顺连续。光顺过渡后船壳模型图如图1所示,将生成的二次修顺的新线型运用于生产中,在新旧分段进行合龙时,对二次测量现场原船数据和新分段数据进行微量调整,完成对接,对合龙的船体进行型值复核。涉及运用到的仪器、软件有全站仪、型线光顺设计软件SPD等。

图1 光顺过渡后船壳模型图
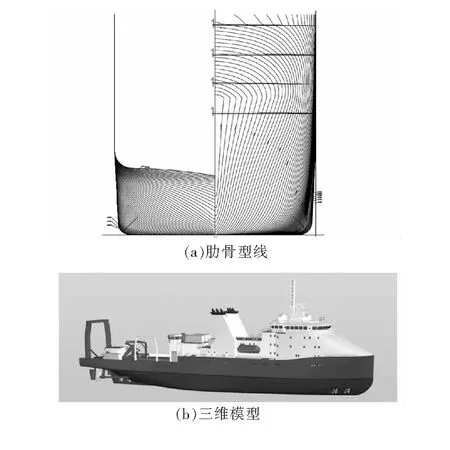
图2 肋骨型线和三维模型图
光顺工具为设计软件SPD的光顺系统,其具有光顺效率快,三向光顺性的优点。将船东提供的型值表和站线型线图通过此软件转化为三维线型并对曲面数据进行三向处理,肋骨型线、三维模型图如图2所示,为后续外板加工数据的提取和生产设计建模及输出提供基础。
现场数据采集的工具利用了全站仪,利用激光定点扫描出原船合龙区域的线型,提高了新旧船体间的合龙及线型过渡的精度把控,进一步了解合龙处原船的曲面线型走势,并与新造船体作对比。
数据加工输出工具为设计软件SPD,用其中外板系统功能输出船体外板的加工样条、样箱数据以及零件库,结构系统功能输出外板骨材逆直线加工表、板材零件库。
生产设计建模及图纸输出工具同为设计软件SPD,根据光顺系统输出的三维船体线型数据建立工程,划分分段,设置框架、骨材、肘板、外板,建立三维船体模型,以便后续船、机、电专业的干涉检查,制作输出生产设计图纸。
2 初步光顺及线型特点介绍
该船改装后的线型具有明显的特征,整个上层建筑包裹在曲面线型里,艏部型宽由下至上不断增大,在4~12 m处又逐渐收小,形成一个Y字型的球艏。新改造的艏半船与原船保留的艉半船均为曲面船体,这样改装后的新船船壳从艉到艏均为曲面线型,不存在船中平行船体。对改装来说,曲面船壳的光顺过渡形成了一个难点。
初步接收到详设方面的站位型线图及改装图纸,数据与信息全部源自原船图纸和设计院提供的详设图纸,未经过实船勘测。以此信息在设计软件中建立文件,输入站线水线交点表、站线纵剖线交点表相关数据,处理水线圆头,三向修正型值,转化出肋骨线,得到初步光顺的三维线型船型数据文件,并建立工程,开始建模及生产设计工作。
3 实船数据勘测
本船的改装区域为FR75+450到船首端及上部生活区,为半船整体改装加长,新旧对接的分段缝处存在曲面曲率,非平行中体,从船底往上到主甲板均存在曲率变化,在靠近主甲板护舷处,纵向肋位间的数值变化对比同肋位的其他地方差值最大。考虑到全站仪激光扫点的合理性,确定单肋位高度方向以800 mm为间距、从距基线0.8 m高开始到主甲板8.0 m处进行实船数据勘测,纵向以合龙口为准,往船尾扩展3个肋位进行线型数据勘测。肋位宽度测量数据如表1所示。
从表1可知,因为测量偏心,左右舷型宽存在着明显的差值,数据需要经过调正处理。先在CAD中用样条曲线,根据测量的型宽值绘出各肋位的型线,将型线调正对中,然后将初步光顺的同肋位型线以船中原点为基准点叠合在一起做对比。在各测量高度上,理论型线与实际测量型值存在差距,原船实际型值与理论型值差值如表2所示,其中负值表示向船中,正值表示向舷侧。
由表2知,合龙区域初步光顺的线型略宽于实际测量的原船线型,从船尾往船首纵向方向上差值逐渐变大,并在合龙口区域差值达到最大,再往船首方向差值又逐渐缩小;在合龙口区域FR75~FR76,差值从下往上逐渐增大,到主甲板8 m附近差值已经达到110 mm左右。在肋距仅有650 mm的情况下,调整处理110 mm宽度的型值差值是一个较难的攻关点。

表1 肋位宽度测量数据 mm
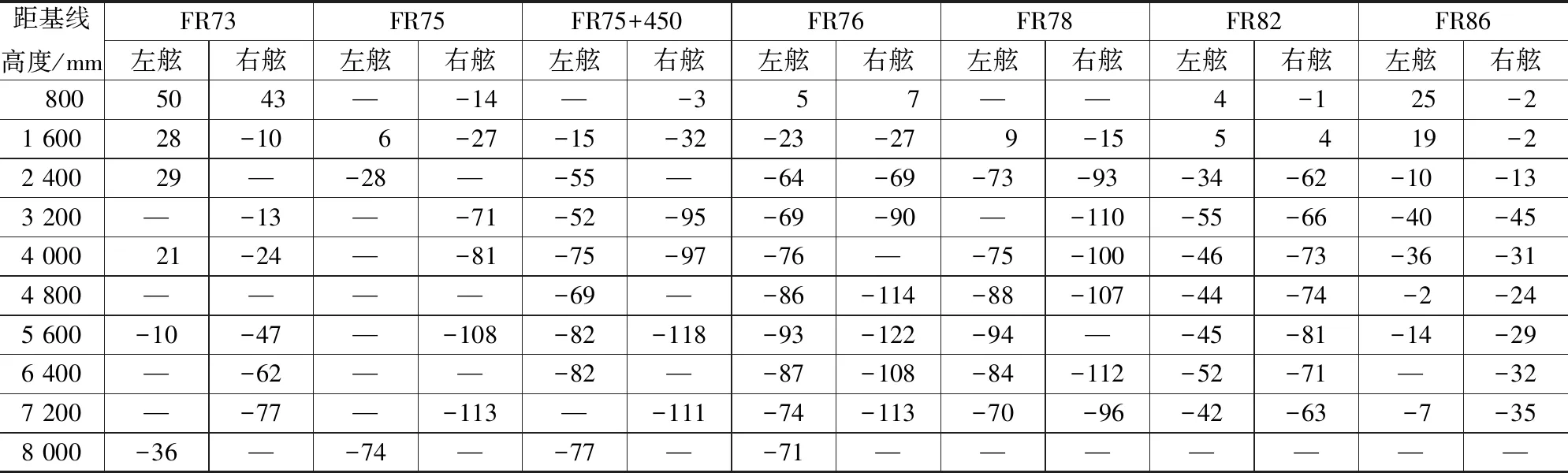
表2 原船实际型值与理论型值差值 mm
4 过渡范围确定
调整理论型值与实际测量型值的偏差量,首先要根据差值来确定修改理论线型,光顺过渡的范围,这个需要根据实际需求通过基准、范围、修改方式3个方面考虑来建立几何约束。
1)因为大环缝FR75+450的位置要做新旧船体的合龙对接,这个位置应该参考实际测量的型值,以原船的实际型值为准,需要将FR75+450的实船勘测型值直接应用到初次软件光顺的数据中,并以此为准向艏、艉双向光顺。
2)从表2的数据可以看出,合龙口处往艏的差量在FR86处就已经缩小到30 mm左右,为施工现场容易控制的范围,同时还要考虑生产建造过程中的分段划分问题。从FR75+450到FR86+450为连接新旧对接处的改造分段,为了不影响往艏前面的改造工程,过渡修改线型的范围控制在了FR70~FR86的范围内。
3)修改范围的控制。以FR75+450原船线型作为基准,因此可以修改的线型弧度就得到了控制。然后处理合龙口FR76靠近主甲板处(为偏差量最大的地方,差值达到了110 mm),此处往艏修改线型,如果顺应曲面走势进行修顺,会影响到FR86往艏前面2个段的线型,并且考虑到要保证不能影响舱容及系列船体系数,在与船东设计院详设人员沟通后,决定将此处进行部分小弧度拉直处理。
5 二次线型修顺
确定了修顺的范围和方式以后,同样运用设计软件SPD进行备份修改数据,首先将勘测的新旧合龙缝FR75+450实船数据,以建立站线的形式输入型值表中,并以此作为光顺基准,尽量不要修改此站线上的型值;然后在纵剖型值图和水线图里拉出FR70、FR75+450、FR86的位置作标准线,建立起几何约束,释放调整产生变形量的型值点,解除旧型值的约束,重新插值代替原来的控制点,先修正光顺纵剖线上的型值点,再处理水线上的点,局部调整修顺曲面,通过第二次三向光顺,得到了新的肋骨型线。原船实际型值与二次光顺后型值差值如表3所示,表3中的负值表示向船中,正值表示向舷侧。
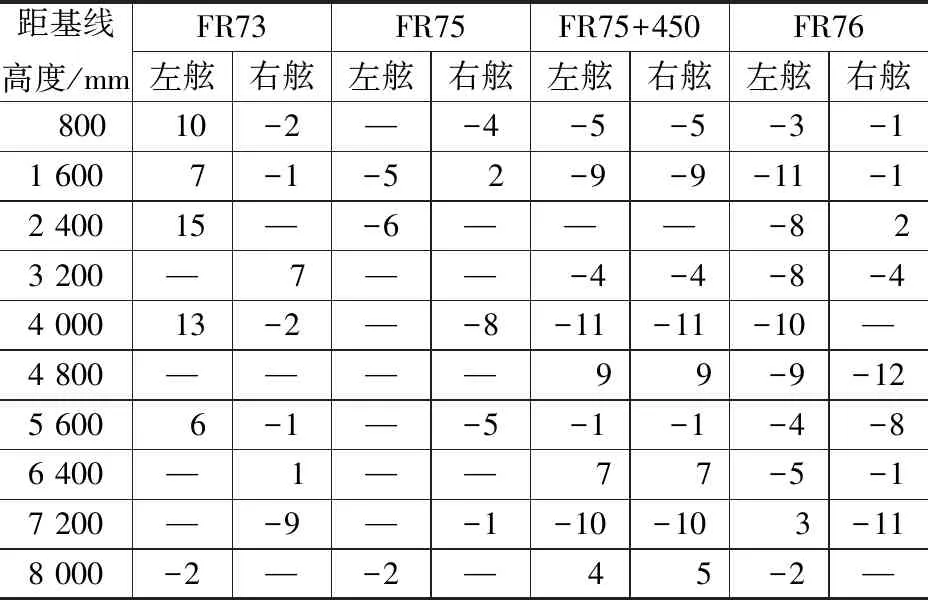
表3 原船实际型值与二次光顺后型值差值 mm
通过表3可以看出,在新旧合龙区域FR75~FR76,二次光顺的结果与勘测的实船型值偏差已在现场修正的可控范围内。将结果再次送审详设,经确认后,最终以此船体型线为准进行后续的生产设计与建造,通过设计软件进行船体建模,处理输出相关生产设计图纸,提取数据,导出零件库及型材加工数据、外板样箱样条加工数据,并做好分段建造过程中的精度控制。
6 改造后线型复核
本船新旧对接在坞内完成,在FR75+450的位置直接将旧船体断开,利用浮吊将艏半船的旧船体吊上码头,再将新改造艏分段吊进坞内,用全站仪在原船艉半船主甲板船中位置定位,使新船体与旧船体船中对心,并与原船艉半船对接。图3为新旧船体坞内合龙的现场过程图,经过现场微调,整个对接过程顺利完成,没有发生板材挖换以补齐偏差量的现象,缩短了工期,降低了现场施工难度。完成新旧对接后,需对现场船体线型进行复核,检验加工精度,并在新旧对接口的区域根据船东建议在新结构拉平处理的地方添加护舷,提升整体效果。

图3 新旧船体坞内合龙的现场过程图
7 结束语
新旧船体分段合龙对接这个环节不仅在本船中存在,在其他船体改装中也经常出现,利用全站仪扫出原船的实际合龙口线型,然后将改装的新线型做光顺过渡处理,将后期的施工过渡问题提前在设计阶段进行控制,避免了因新线型与实船线型不合而导致的现场换板散装,从而达到节省工期和降低施工难度的效果。
因近年来经济航速政策的影响,多数集装箱船都有了减速和减少燃油消耗的需求,通过改装球鼻艏来达到此目的项目这几年里也明显增多,线型光顺过渡在这些改装项目中都得到了很好的应用,更为以后同类型的改装问题做好了铺垫。
