利用3D打印技术伪造印章印文的检验
2021-12-22睢俊涛陈力清刘金辉
睢俊涛 陈力清 王 健 李 彪 刘金辉
(1.河北省公安厅,河北 石家庄 050000;2.中国刑事警察学院,辽宁 沈阳 110854;3.河北公安警察职业学院,河北 石家庄 050091)
3D 打印技术即快速成型技术,是以计算机三维设计模型为蓝本,通过软件分层离散和计算机数字控制系统,利用激光束、热熔喷嘴等方式将液化、粉末化、丝化等成型材料进行逐层堆积黏结,最终叠加成形,制造出实体产品的技术,被认为是制造领域的一项重大成果。由于3D打印技术实现了由二维图像向三维模型的转变和实物的直接、快速、精确的制造,加之3D 打印机的亲民价格、打印材料的多样和制造工艺及精度的提升,通过印文图像转换成3D 模型进而制作印章的3D 打印,成为了伪造印章的新方式,也为印章印文的检验带来了新挑战。
一、实验涉及的3D 打印技术原理
光固化成型(Stereo Lithography Apparatus,SLA)也被称为立体光刻成型,简称为SLA,有时也称为SL。光固化成型技术主要是使用光敏树脂作为原材料,通过特定波长与强度的激光(紫外光)聚焦到光固化材料表面,使之由点到线、由线到面顺序凝固,从而完成一个层面的绘制工作。然后在垂直方向上升降台移动一个层厚单位的高度,接着再照射固化下一个层面。这样循环完成固化、移动的过程,从而层层叠加完成一个三维实体的打印工作。该技术是最早发展起来的快速成型技术,也是目前研究最深入、技术最成熟、应用最广泛的快速成型技术之一。
多射流熔融技术(Multi Jet Fusion,MJF)是由惠普公司新研发的3D 打印工艺,其原理是先铺设成形粉末,在喷射熔融辅助剂的同时喷射细化剂,以保证打印对象边缘的精细度,然后在成形区域施加能量热原使粉末熔融,完成分层的定型,以此类推叠加成型。HP 多喷嘴式熔融3D 打印解决方案以业内的创新方式实现了高速度、高质量和低成本的有效结合。
激光选区熔化技术(Selective Laser Melting,SLM)是利用高能激光选择性熔化金属粉末,经过快速冷却凝固成形,逐层堆叠形成终端产品。该技术不受零件形状复杂度的限制,不需要其他后处理工艺,可以直接获得结构和性能兼备的实体零件,且同时运用了新材料、激光技术和计算机技术。
二、材料与方法
(一)实验材料
研究主要针对市面上使用较多的四种印章类型即光敏印章、回墨印章、铜质印章和橡胶印章。考虑到打印精度及专业软件使用,本实验采用购买服务的方式制作3D 印章,主要采用实地调研和网络查询的方法选定河北邢台春蕾3D 打印产业园、陕西渭南鼎信创新智造科技有限公司以及山东白令三维科技有限公司。根据3D 打印的耗材材质及技术原理,选择了感光树脂、尼龙、不锈钢、铜、铝合金、钛合金等材质做为制作印章的章材,使用的3D 打印机均为工业级别(见表1)。
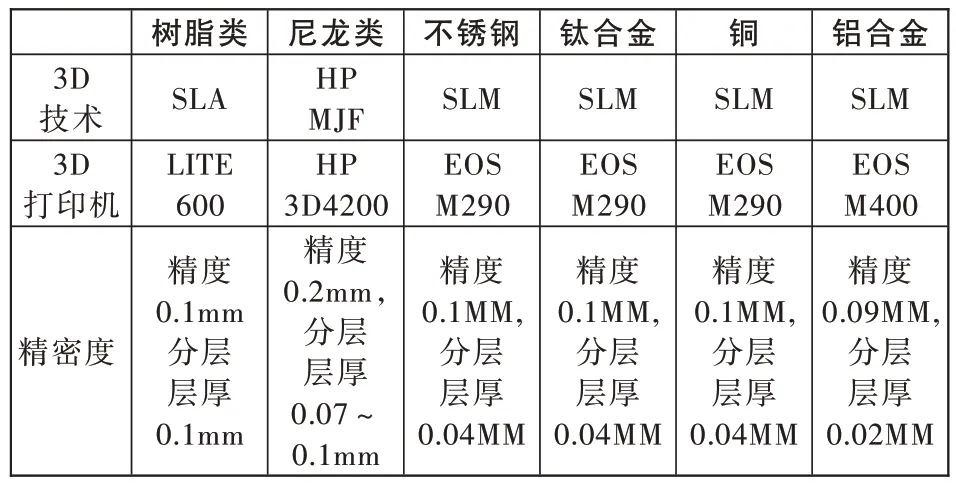
表1 3D 打印技术及机型、材质一览表
(二)实验方法
首先,利用3D 扫描仪对实体章进行扫描,直接得到3D 模型数据,进行印章打印,因为扫描精度的原因,印章的细节无法完全呈现而失败。其次,采用将印章模拟正常使用条件下盖印印文(以下称原印文),将原印文以1200dpi扫描成图片,再进行三维建模输出(见表2)。
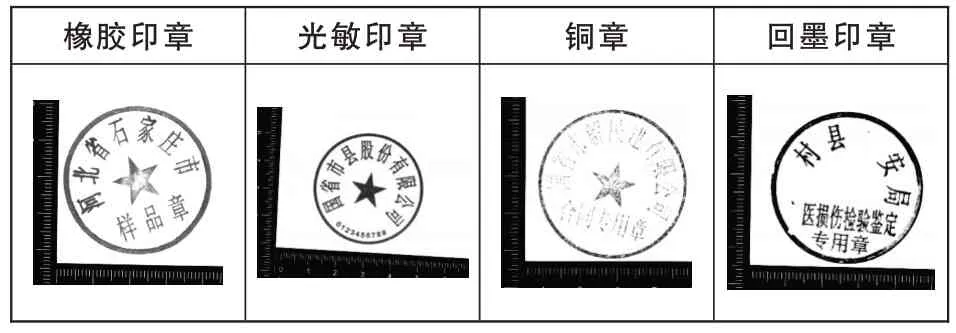
表2 原印文图片一览表
第一步,将印文图片通过3D 软件生成立体字等形状的三维模型,利用卡尺及其他测量工具,测量印文红色外框大小,调解软件内模型尺寸缩放到与实际印文尺寸相符,然后输入到3D 打印机进行打印。第二步,打印完成后,将多余废料清除,并对印章印面进行打磨,形成实体印章。第三步,使用3D 打印印章分别蘸取印泥、印油两种色料介质进行盖印,对得到的印文进行分析,与原印文进行比较分析,总结3D 打印印章印文特点,提出检验要点。
三、结果与讨论
(一)印章制作的具体情况
实验共制作3D 打印印章30 枚,具体见表3。

表3 3D 印章制作一览表
(二)3D 打印印章印文的一般性特征
从3D 打印印章盖印的印文来看,3D 打印技术制作印章具有可操作性。3D 打印印章的印文具有其鲜明的特点:
1.3D 打印印章的印文清晰度
3D 打印技术的精度决定了打印印章的细节清晰度。目前市面上工业级别的3D 打印机精度在0.1 毫米左右,因此印章内容过于精细的笔画、数字在3D 打印过程中无法清晰呈现(见图1)。

图1 3D 打印印章印文的清晰度
2.3D 打印印章的印文细节特征
3D 打印印章由于打印精度受限和材料材质特殊,导致盖印印文诸多细节特征缺失(见图2)。具体表现在:①印文边框不明显、纹线特征缺失;②印文字迹笔画粘连、断裂,过细、过短笔画缺失;③印文字迹起收笔、笔画转折模糊,笔画棱角不分明,五角星边缘呈不规则印迹。

图2 3D 打印印章印文的细节特征
3.3D 打印印章的印文印迹及露白
3D 打印印章受耗材影响,吸墨能力不强,造成印文印迹不实,露白均匀,出现不规则网点特征(见图3)。该类特征主要表现在印文边缘、五星以及较宽的笔画上。

图3 3D 打印印章印文的露白及不规则网点特征
4.3D 打印印章的印文底纹特征
3D 打印过程中需要考虑分层厚度以及支撑的需要,3D 打印印章的“雕刻”深度一般较深,且3D 印章材质较硬,盖印时不容易出现印章底纹印迹。3D 打印印章底部一般难以打磨到,因此比较粗糙,在比较软的沉淀物下盖印,底纹颗粒感较重。
(三)3D 打印印章印文的个体化特征
1.树脂类3D 打印印章印文特征
光敏树脂是由液体在紫外光照射下引起聚合反应固化成型的,由于在打印时软件设置层厚和摆放角度问题,易出现“层纹”特征即规律性纹线特征,反映到印文上就会出现类似打磨痕迹的纹线(见图4)。有些3D 打印机精度较高,摆放角度合适层纹特征就不明显。

图4 树脂类3D 打印印章印文特征
2.尼龙类3D 打印印章印文特征
尼龙又称聚酰胺,是一种合成聚合物塑料粉末。打印时,在粉末表面喷射试剂再加热凝结,因此打印物体表面颗粒感较重,未经打磨的印章,印文上字迹露白严重,打磨后印文印迹较实,但印文边框及文字笔画变粗,仍存在短笔画断笔现象(见图5)。
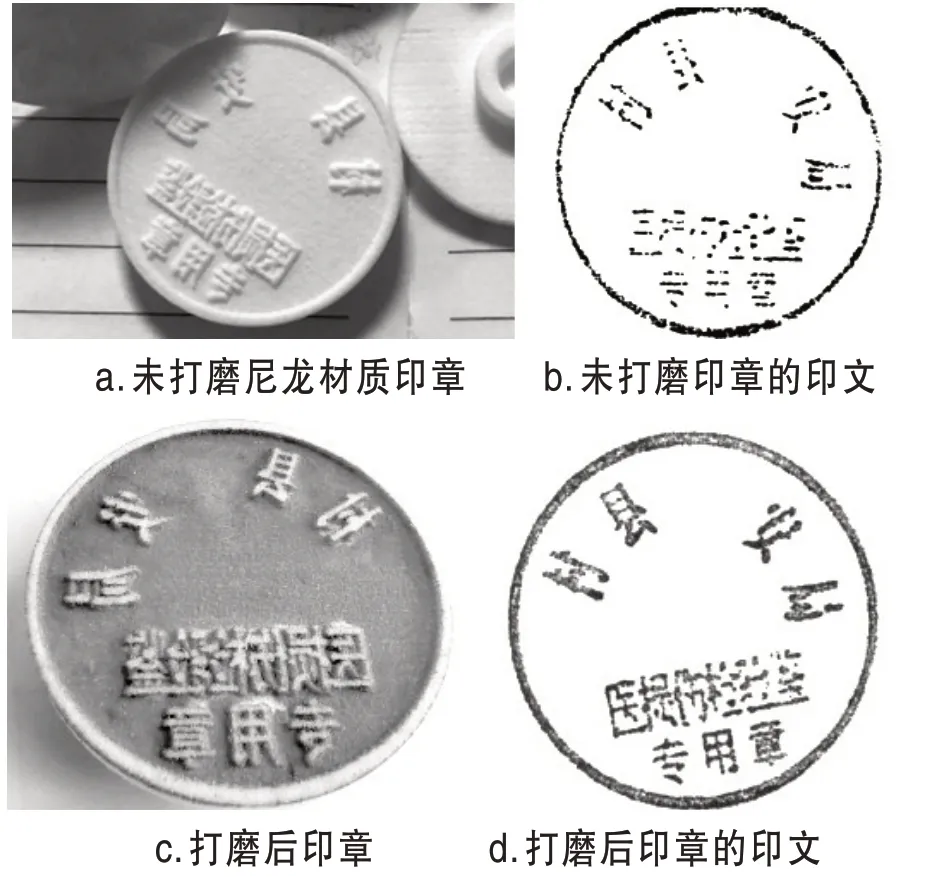
图5 尼龙类3D 打印印章印文特征
3.金属及合金类3D 打印印章印文特征
金属及合金类材料都是以粉末形式利用高能激光选择性熔化凝结成型,表面有明显的颗粒感,未经打磨的印章很难盖印出印文。打磨后印章表面平整,吸附印油、印泥能力不强,造成印文印迹不实,杂乱网点现象严重(见图6)。

图6 不锈钢材质3D 打印印章印文特征
(四)3D 打印技术伪造印章的印文与原印文的特征比较
利用3D 打印技术伪造印章的印文与原印文区别很大,主要表现在3D 印章印文的一般性特征上,3D 打印印章印文难以达到光敏印章、回墨印章的清晰度,印文露白严重,相较于橡胶章和铜章,3D 打印印章印文不规则网点特征明显,细节特征无法原样复制,尤其对于较细笔画或疵点,容易丢失。
3D 打印技术制作印章过程中有些环节会因为人为或机器因素使印章产生变化。一是通过分析实验步骤,发现在伪造印章过程中涉及到测量印文尺寸,作为3D 模型的基础数据,这个环节可能会因为测量误差而使伪造的3D印章产生变化,从而与原始印文产生本质差异。二是伪造的3D 印章生成后,表面因为材质的原因会比较粗糙,一般都要打磨,这个环节会对印章产生摩擦痕迹,从而与原始印文产生本质差异。三是由于3D 打印机种类繁多,精度不一,因此3D 打印机喷嘴直径、三维建模的分层厚度和三维模型软件的设置参数都会对3D打印的印章产生影响。
四、结论与展望
本文就市场应用较多且精度达到工业级别的3D 打印技术制作印章进行了初步的研究。从实验来看树脂类、不锈钢和合金类材质制作3D 打印印章效果要优于尼龙类、铜等耗材,液体材质要优于颗粒材质。从特征上来看3D打印印章印文具有印文不实、不规则网点特征突出、细节特征无法完全呈现等特征。利用3D 打印技术伪造印章印文虽然具有可操作性,但伪造印章印文与原印文差异较大,在印文边框、印文字迹笔画以及细节特征方面存在较大差异。
3D 打印技术虽然还在起步阶段,但是随着3D 打印材料的多样化发展以及打印技术的革新,打印精度及速度在产生巨大的变化,给印章印文的检验带来了新的风险与挑战。
